
冲压生产线线首对中系统的简化应用
微信公众号

通常在冲压生产过程中,要求板料放入模具内需保证±15 mm的位置精度,而常规的板料料垛的堆垛精度只能达到±5 mm,料片在料架上的固定位置精度只能达到±10 mm,料架在线首的上料小车的固定位置精度只能达到±10 mm,上料小车开进到位的位置精度只能达到±2 mm,以上主要4个位置偏差因素约合计±27 mm。采用工业机器人或机械手来代替人工操作后,为了保证机器人或机械手抓、放板料的速度与精度,对板料进行对中(定位)成为必不可少的关键步骤之一。对中技术是随着生产线的自动化衍生出来的一种辅助技术,一般将其设在拆垛工位之后、首台压机之前,如果有在线清洗机,则需将其设在清洗机之后。
本文结合现有自动化生产线中对中技术的应用情况,对比几种对中技术的优缺点,对我公司简化的对中系统进行了重点分析阐述。
现有对中系统技术
20世纪90年代初至今,运用在冲压自动化的对中方式主要有重力对中、机械对中和光学对中三种方式。
重力对中是利用板料自身重力进行对中,对中台为倾斜面,板料进入对中台后凭借自身重力滑入台面的固定位置。该对中成本最低,但对中需要2 s等待时间,且对中方式仅适用于方形料片,柔性太差,已逐渐被淘汰。
机械对中是通过对板料夹紧进行对中,夹紧动作通过若干气缸推动,板料种类越多,夹紧机构也随之增多,结构过于复杂、维护成本较大,且不适应板料形状多变的柔性化需求,也正逐步被淘汰。
光学对中是通过对板料进行拍照、得出位置偏差完成对板料的调整、对中。随着PC软硬件的发展,视觉对中就成本、对中精度、对中效率以及柔性化需求等方面,都体现出优势,是目前自动化冲压生产线常用的对中方式。但该技术具有一定的先进性,设备维护较困难;同时它的稳定性也较差一些。
目前,业内流行的几种光学对中方案在具体的思路及对中实现形式方面各不相同,例如,对被检测板料进行成像的方式,有的采用高分辨率CCD摄像机,有的则是采用光幕扫描。成像之后,对中系统会对板料的实际位置与理论位置的偏差进行计算,得出一个调整量,再通过不同的形式对板料进行调整:一种形式是通过对中台的底部调节机构完成对板料的旋转或移动,另一种形式是将调整量反馈给后序的上料机器人或机械手,通过机械人或机械手对板料位置进行调整。
对中系统应用实例
我公司重庆分公司冲压车间一期项目引进1条开卷落料线、2条自动化单臂连续线,其中2条自动化单臂连续线线首已经取消了对中系统。
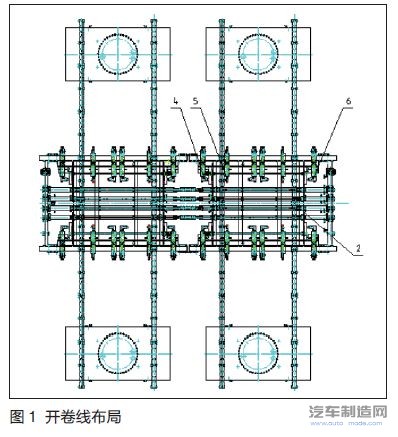
1.我方新引入的开卷线,可满足较高板料料垛的堆垛精度以及料片在料架上的固定位置精度:开卷落料线的板料在堆垛小车上的定位由堆垛挡块来定位,定位精度≤±2 mm;堆垛小车开进到位(偏心)定位,定位精度≤±2 mm。具体如图1所示。
2.标准料架的设计制作,料架与堆垛小车、上料小车通过定位销定位,定位精度≤±2 mm。
3.压力机线头的上料小车通过与地面的定位销定位,定位精度≤±1 mm。
以上综合定位精度≤14 mm,满足模具工艺所需定位精度要求(定位精度≤±15 mm)。
压力机线线头布局
1.常规布局方式
常规的压力机线布局内容主要包括:拆垛→皮带机→清洗机→皮带机→扫描仪→伺服对中台→送料机械手送入模腔,如图2所示。
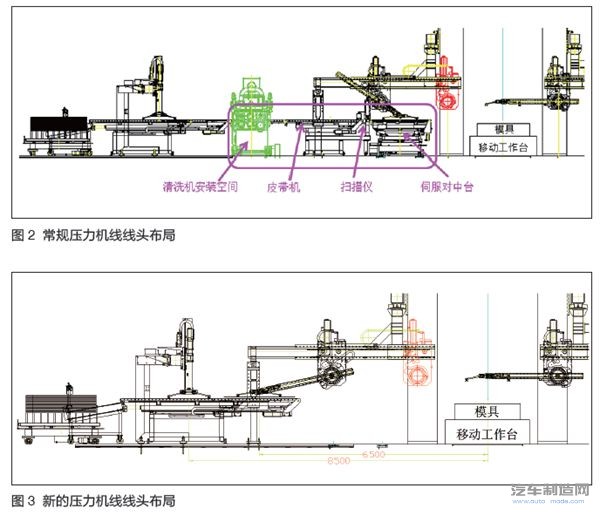
2.新布局方式
我公司采用了新的布局方式,具体内容为:拆垛→皮带机→送料机械手送入模腔(见图3)。
结语
冲压自动化线无对中系统是整条自动化生产线的画龙点睛之笔,为机械手增加了智能的眼睛,满足了自动化生产的需要。依靠开卷线的码垛精度,达到取消冲压生产线线首对中系统的理念,使得整个冲压自动化工艺体现出灵活多变的特点。相信随着自动化技术的进一步发展,还会有更快、更好的理念涌现,为汽车行业的快速发展贡献力量。
- 下一篇:智能化焊接技术在客车制造中的应用
- 上一篇:应用于三维数字化工厂的三维激光扫描技术
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37