
以车代磨工艺在前轮毂精加工中的应用
微信公众号

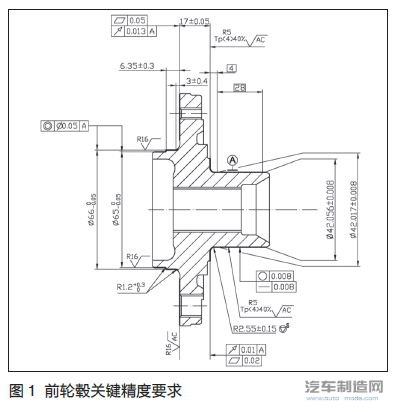
前轮毂精度要求
前轮毂在车桥总成上需要与制动盘、转向节和传动轴等配合,配合的部位包含端面、轴颈和内花键,被定义为安全件,其重要性不言而喻。为了保证能加工出合格的零件,其加工工艺过程也较复杂。每个平台车型对应的前轮毂大同小异,其关键的精度要求如图1所示。
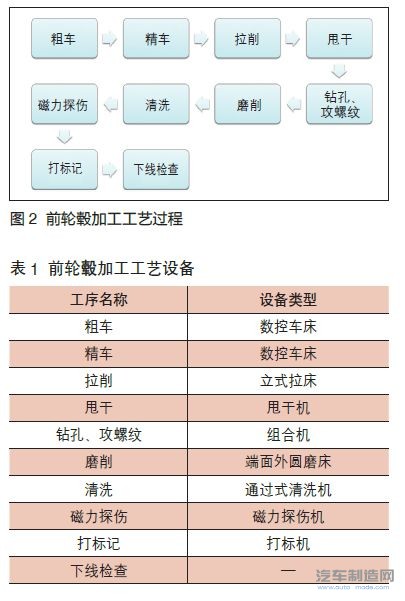
DPCA从一期工程开始,一直到四期工程,在襄阳工厂已经投产了5条前轮毂生产线,合计年产能59万辆份,其加工工艺过程一致,如图2所示。各工序对应的加工设备类型如表1所示。
前轮毂磨削工艺
在前轮毂加工工艺过程中,最终尺寸要求的保证主要是由磨削工序决定的。如果控制不好,整个零件只能报废。为保证前轮毂轴颈尺寸公差(±0.008 mm)、端面跳动(0.013 mm)、直线度(0.008 mm)、圆度(0.008 mm)、平面度(0.05 mm)以及表面粗糙度、支撑率这些高精度的要求,DPCA在磨削工序采用了进口设备。以意大利TACCHELLA斜切入式端面外圆磨床为例,设备主要参数、设备配置及特点、设备加工工艺介绍如下:
1.设备参数
设备主要参数如表2所示。

2.设备配置及特点
TACCHELLA磨床配有西门子数控系统、偏摆磨台、X轴滑台、Z轴滑台、尾座、MARPOSS自动检测补偿装置和砂轮动平衡系统等。
偏摆工作台能在-5°~25°范围摆动,砂轮主轴安装在X轴滑台上,砂轮动平衡装置安装在砂轮主轴内部,实现砂轮在旋转时不平衡量的检测和补偿。工件主轴和尾座安装在Z轴滑台上,加工时尾座压紧工件。修整砂轮的金刚滚轮安装在工件主轴上,每加工15件对砂轮修整一次。MARPOSS自动检测补偿装置在加工前对磨削余量进行检测,并反馈测量结果,通过数控系统控制砂轮进给的位置。
3.加工工艺
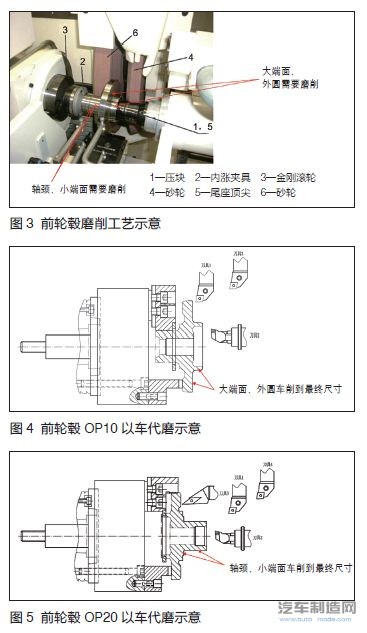
如图3所示,先由人工上料,利用内涨夹具2,通过尾座顶尖5及压块1夹紧零件,砂轮4磨削大端面及φ65 mm外圆;磨削完成后,滑台偏摆,砂轮6磨削φ42 mm轴颈及小端面;磨削完成后,人工下料,再进行下一个加工循环。由于砂轮的磨损,每加工到15件后,砂轮4、6需通过金刚滚轮3进行修整,修整完成后再加工零件。
前轮毂以车代磨工艺
随着数控车床技术的发展,我们发现数控车床的精度越来越高,用车削工艺代替磨削工艺也能达到最终的成品要求,同时还能提高生产效率,降低成本。以前轮毂L4线为例,该生产线的现代威亚SKT-200数控车床较新,设备精度较好,其主要参数如表3所示。

我们通过增加精车刀具、修改机床加工程序,最终实现了以车代磨工艺。具体方法如下:
(1)加工工艺
如图4所示,在OP10数控车床上,利用已有的后拉式液压三爪卡盘和定位支撑块,不改变原有的端面刀具1、端面刀具3及内孔刀具2。利用刀具3,同时修改加工程序再进行一次精车,完成大端面及φ65 mm外圆的加工。
同样,如图5所示,在OP20数控车床上不改变原有的外圆端面刀具1、内孔刀具2和切槽刀具3,新增一把精车刀具4,包含刀杆及刀片,修改加工程序,完成φ42 mm轴颈及小端面的加工。
结合图3、图4和图5来看,我们其实是将磨削工序分摊到两道车削工序中,完成最终加工,满足成品要求。
(2)车削、磨削工艺能力值对比
从表4可以看出,对于形位公差,磨削工艺和车削工艺两者的设备能力值很接近;对于轴颈尺寸,磨削工艺的设备能力值要高于车削工艺,这是因为我们采用的是已有的数控车床,该设备没有配置在线检测补偿装置,而磨床有此装置。

(3)以车代磨工艺优点
采用以车代磨具有如下优点:减少1台磨床设备,降低了生产线投资及运行成本;减少1道工序,从而减少了1名操作工的人员成本;减少了磨削过程中产生的难以处理和清理的废液和废弃物;车床在操作和维修保养方面没有磨床要求高,设备综合利用率得到提高。
结语
以车代磨是一种提高加工效率、降低加工成本的有效途径,值得推广应用。根据产品特性购置精度高、刚性好且具备自动检测补偿功能的数控车床,并配合适用的刀具,用车床替代磨床是能够获得稳定的、满足工艺要求的加工精度,从而提高生产效率,降低加工成本。
-

埃马克德国总部迎来中国社科院工业经济研究所代
2025-04-15 -

埃马克这项全新应用即将在CIMT惊艳首秀!
2025-04-15 -
![[转载] 机床巨头埃马克:百年跌宕再出发](https://img.auto-made.com/202503/31/124304211.png)
[转载] 机床巨头埃马克:百年跌宕再出发
2025-03-31 -

赋能电动未来,埃马克重庆技术日展示尖端制造技
2025-03-03
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37