
浅谈新能源电动汽车总装车间输送设备的选型
2018-03-21 16:06:59· 来源:现代涂料与涂装 作者:王加占
微信公众号

随着社会科技技术飞速发展,新能源电动汽车成为环保产品,因蓄电池的续航能力持续提高及充电的快捷性,电动汽逐渐被国人认可。在不久的将来,新能源电动汽车逐步代替传统油车,成为人们的必要交通工具
浅谈新能源电动汽车总装车间输送设备的选型
王加占
(铠龙东方汽车有限公司,江苏 无锡 214000)
0 引言
随着社会科技技术飞速发展,新能源电动汽车成为环保产品,因蓄电池的续航能力持续提高及充电的快捷性,电动汽车逐渐被国人认可。在不久的将来,新能源电动汽车逐步代替传统油车,成为人们的必要交通工具。目前新能源电动汽车在总装制造的环节中,是如何实现整车的流水化作业、如何在减少投资及满足生产,选择合适的设备减少作业人员的劳动强度等。该文先简述新能源电动汽车总装的简介,然后简单陈述总装输送设备的类型、优缺点,及目前国内新能源电动汽车生产企业的设备选型,方便大家对总装设备的了解与认知。
1 总装车间简介
总装车间作为新能源电动汽车生产的最后一道工序,承担着汽车的装配、调整及检测任务。简单说就是将各种零件、部件和总成按照规定的技术条件及质量要求依照一定的连接方式进行组合,利用合理有效的工艺装备等安装到车身上,形成了完整的新能源电动汽车生产过程。
总装生产线主要有一系列输送设备及相关辅助设备构成,以输送车身为导向进行工艺布置。因规划要求及场地的影响,而形成工艺布置的方式多样性。工艺布置形式主要有块状、T型、U型、L型等布置型式。新能源电动汽车总装输送线主要有车身存储线(PBS)、内饰线、底盘线、最终线、OK线、检测线等。为了满足新能源汽车准入、快速节拍及产品模块化要求,还需要增加车门线、仪表线、动力、前后悬、轮胎、座椅等分装线来配合主线进行整车装配;除此之外,总装底盘线应设有相应的电池包安装工位,以满足工艺需求。
2 输送设备介绍及运用
机械化设备一般通过吊具、台车或托盘等工装,使得需要存储或装配的工件按工艺需求的路线、速度行走,以实现车身或零部件的自动运行和转挂。总装车间内机械化按照输送机构不同主要包括:辊床滑橇输送、摩擦线输送、滑板输送、积放链输送、自行小车输送、板链输送、辊道输送、模组带输送等。
1)辊床滑橇:辊床滑撬输送系统是由多种标准单元模块化组合,形成复杂的输送系统。辊床输送线一般运用在车身存储线、输送线等,欧美车型底盘整体合装线也采用辊床输送与合装。
特点:输送速度一般为24m/min,输送噪音小;故障率低;维修方便;可实现水平移动和旋转,快速行走和积放;工件运行平稳,安全可靠;布线设计和安装简单,适应性强,适应生产的柔性好;但成本高;系统内设备种类多,需定期维护。
2)摩擦线:摩擦输送系统利用动力装置(摩擦轮)与承载介质(台车)间的摩擦力来完成工件的输送。主要运用在内饰线、车身储存线(PBS)和底盘线,摩擦驱动是目前的主流设备。
特点:输送速度一般为20m/min,工艺速度连续可调,输送噪音小;故障率低;维修方便;无污染。一般在水平面内输送,可进行较小坡度爬坡,在升降机的配合下,可节省空间面积,实现快速行走和积放;成本较低。
3)滑板线:线端头的驱动装置通过摩擦组,从侧面推动大平板,后面的平板推动前面的平板,实现工件输送,滑板必须在封闭循环内构成的回路。主要运用在内饰线和最终线。
特点:工艺速度连续可调,输送噪音小;故障率低;维修方便;无污染;人员站在平板上进行操作,劳动强度低;依据结构形式不同,可实现车体小范围升降;产品部件简单,适应各种工艺要求,柔性好,操作环境舒适;成本高。
4)积放链:通过牵引链带动工装,实现工件的输送。积放链是一种综合性空间输送系统,物品可以在线路中任意一点停止并可以积存起来,既能够满足简单的物料搬运功能,又能解决复杂物料储运问题。积放链一般运用在车身储存线(PBS)、内饰线和底盘线。
特点:输送速度一般为15m/min,工艺速度连续可调,输送噪音大;故障率低;维修方便。可实现爬坡、下坡(坡度20º,R6衔接),但坡度处会浪费较多的地面空间面积;实现快速行走和积放,油污污染;成本较低。
5)地板链:通过电机驱动版式连,实现车体输送。地板链一般有单板链、双板链、宽板链等形式。地板链一般运用在内饰线、最终装配、外观检查、淋雨及非承载车身底盘线等线体。
特点:工艺速度连续可调,结构紧凑,运行平稳,噪音小;维修不方便;成本低。
6)辊道:托盘置于辊道上方,通过辊道驱动,推动托盘,从而实现工件输送。积放辊道线一般运用在分装线或物料输送线,如:前悬、后悬分装线,轮胎、座椅输送线等。
特点:工艺速度连续可调,可实现积放功能,输送噪音小;故障率低,维修方便;成本低。
7)自行小车:通过小车自带的调频电机,滑触去电,驱动小车行走,实现输送。一般用于焊装车间,总装车间底盘部分等;一般分为两种形式:带剪式升降和不带剪式升降。
特点:输送速度一般为24m/min,工艺速度可根据要求调整;输送噪音小;故障率低;可实现升降;可实现自动寄送,自动控制,运行状态可模拟显示;不存在油品污染;检修方便;制造成本较高,维护成本一般。随着人机工程的提升,有些工厂同时选择可旋转吊具(长江汽车),减轻作业劳动强度。
8)模组带:由射出成型的塑料块组合,塑料或不锈钢插销链接,通过链轮与链板带紧密咬合,实现输送。一般运用在内饰线、最终线及淋雨线输送。
特点:输送速度最高可为30m/min,工艺速度连续可调;性能可靠;无需维护;安装简单;机构简单;可简单置换现有系统;无噪音;价格较高等。
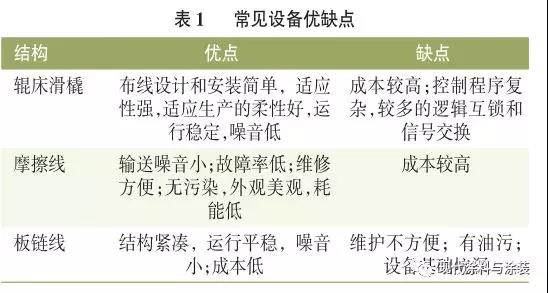
同样的工艺流程可以用不同的设备来辅助安装,线体与线体之间采用升降机等实现自动转挂。表1罗列了常见设备优缺点。
3 新能源车企设备选型
新能源车企PBS存储线多采用辊床滑橇形式,这种方案不占地面积,编组调车方便,维修方便等;缺点是投资较大;传统车企也有选用立体车库形式,此种形式投资大,维护成本高。车企内饰线普遍采用滑板线,最终线普遍采用宽板链。底盘线新能源低速电动汽车普遍采用积放链,新能源高速电动汽车普遍采用摩擦线。摩擦线前期投资较积放链相对高些,但综合考虑厂房、钢结构及后期使用维护成本,成本接近。为了提高底盘线作业效率,减轻劳动强度,部分新能源车企底盘采用可升降旋转工装,使员工在合适的高度进行安装零部件。表2介绍新能源电动车企的设备选型情况,基本可代表了目前新能源汽车总装车间设备的选择方式。

4 结语
总而言之,随着社会科技的发展,新能源汽车行业不断的前进,劳动者的逐渐减少,促使新型非标输送设备广泛运用,提高了劳动者的操作便捷性及安全,减少劳动强度。无论科学技术及行业如何发展,总装输送线体的选型,都要从实用性、可靠性、维护操作性及自身产品的设计理念等因素考虑,选择满足公司自身发展的输送设备即可,不要过度投入。
王加占
(铠龙东方汽车有限公司,江苏 无锡 214000)
0 引言
随着社会科技技术飞速发展,新能源电动汽车成为环保产品,因蓄电池的续航能力持续提高及充电的快捷性,电动汽车逐渐被国人认可。在不久的将来,新能源电动汽车逐步代替传统油车,成为人们的必要交通工具。目前新能源电动汽车在总装制造的环节中,是如何实现整车的流水化作业、如何在减少投资及满足生产,选择合适的设备减少作业人员的劳动强度等。该文先简述新能源电动汽车总装的简介,然后简单陈述总装输送设备的类型、优缺点,及目前国内新能源电动汽车生产企业的设备选型,方便大家对总装设备的了解与认知。
1 总装车间简介
总装车间作为新能源电动汽车生产的最后一道工序,承担着汽车的装配、调整及检测任务。简单说就是将各种零件、部件和总成按照规定的技术条件及质量要求依照一定的连接方式进行组合,利用合理有效的工艺装备等安装到车身上,形成了完整的新能源电动汽车生产过程。
总装生产线主要有一系列输送设备及相关辅助设备构成,以输送车身为导向进行工艺布置。因规划要求及场地的影响,而形成工艺布置的方式多样性。工艺布置形式主要有块状、T型、U型、L型等布置型式。新能源电动汽车总装输送线主要有车身存储线(PBS)、内饰线、底盘线、最终线、OK线、检测线等。为了满足新能源汽车准入、快速节拍及产品模块化要求,还需要增加车门线、仪表线、动力、前后悬、轮胎、座椅等分装线来配合主线进行整车装配;除此之外,总装底盘线应设有相应的电池包安装工位,以满足工艺需求。
2 输送设备介绍及运用
机械化设备一般通过吊具、台车或托盘等工装,使得需要存储或装配的工件按工艺需求的路线、速度行走,以实现车身或零部件的自动运行和转挂。总装车间内机械化按照输送机构不同主要包括:辊床滑橇输送、摩擦线输送、滑板输送、积放链输送、自行小车输送、板链输送、辊道输送、模组带输送等。
1)辊床滑橇:辊床滑撬输送系统是由多种标准单元模块化组合,形成复杂的输送系统。辊床输送线一般运用在车身存储线、输送线等,欧美车型底盘整体合装线也采用辊床输送与合装。
特点:输送速度一般为24m/min,输送噪音小;故障率低;维修方便;可实现水平移动和旋转,快速行走和积放;工件运行平稳,安全可靠;布线设计和安装简单,适应性强,适应生产的柔性好;但成本高;系统内设备种类多,需定期维护。
2)摩擦线:摩擦输送系统利用动力装置(摩擦轮)与承载介质(台车)间的摩擦力来完成工件的输送。主要运用在内饰线、车身储存线(PBS)和底盘线,摩擦驱动是目前的主流设备。
特点:输送速度一般为20m/min,工艺速度连续可调,输送噪音小;故障率低;维修方便;无污染。一般在水平面内输送,可进行较小坡度爬坡,在升降机的配合下,可节省空间面积,实现快速行走和积放;成本较低。
3)滑板线:线端头的驱动装置通过摩擦组,从侧面推动大平板,后面的平板推动前面的平板,实现工件输送,滑板必须在封闭循环内构成的回路。主要运用在内饰线和最终线。
特点:工艺速度连续可调,输送噪音小;故障率低;维修方便;无污染;人员站在平板上进行操作,劳动强度低;依据结构形式不同,可实现车体小范围升降;产品部件简单,适应各种工艺要求,柔性好,操作环境舒适;成本高。
4)积放链:通过牵引链带动工装,实现工件的输送。积放链是一种综合性空间输送系统,物品可以在线路中任意一点停止并可以积存起来,既能够满足简单的物料搬运功能,又能解决复杂物料储运问题。积放链一般运用在车身储存线(PBS)、内饰线和底盘线。
特点:输送速度一般为15m/min,工艺速度连续可调,输送噪音大;故障率低;维修方便。可实现爬坡、下坡(坡度20º,R6衔接),但坡度处会浪费较多的地面空间面积;实现快速行走和积放,油污污染;成本较低。
5)地板链:通过电机驱动版式连,实现车体输送。地板链一般有单板链、双板链、宽板链等形式。地板链一般运用在内饰线、最终装配、外观检查、淋雨及非承载车身底盘线等线体。
特点:工艺速度连续可调,结构紧凑,运行平稳,噪音小;维修不方便;成本低。
6)辊道:托盘置于辊道上方,通过辊道驱动,推动托盘,从而实现工件输送。积放辊道线一般运用在分装线或物料输送线,如:前悬、后悬分装线,轮胎、座椅输送线等。
特点:工艺速度连续可调,可实现积放功能,输送噪音小;故障率低,维修方便;成本低。
7)自行小车:通过小车自带的调频电机,滑触去电,驱动小车行走,实现输送。一般用于焊装车间,总装车间底盘部分等;一般分为两种形式:带剪式升降和不带剪式升降。
特点:输送速度一般为24m/min,工艺速度可根据要求调整;输送噪音小;故障率低;可实现升降;可实现自动寄送,自动控制,运行状态可模拟显示;不存在油品污染;检修方便;制造成本较高,维护成本一般。随着人机工程的提升,有些工厂同时选择可旋转吊具(长江汽车),减轻作业劳动强度。
8)模组带:由射出成型的塑料块组合,塑料或不锈钢插销链接,通过链轮与链板带紧密咬合,实现输送。一般运用在内饰线、最终线及淋雨线输送。
特点:输送速度最高可为30m/min,工艺速度连续可调;性能可靠;无需维护;安装简单;机构简单;可简单置换现有系统;无噪音;价格较高等。
同样的工艺流程可以用不同的设备来辅助安装,线体与线体之间采用升降机等实现自动转挂。表1罗列了常见设备优缺点。
3 新能源车企设备选型
新能源车企PBS存储线多采用辊床滑橇形式,这种方案不占地面积,编组调车方便,维修方便等;缺点是投资较大;传统车企也有选用立体车库形式,此种形式投资大,维护成本高。车企内饰线普遍采用滑板线,最终线普遍采用宽板链。底盘线新能源低速电动汽车普遍采用积放链,新能源高速电动汽车普遍采用摩擦线。摩擦线前期投资较积放链相对高些,但综合考虑厂房、钢结构及后期使用维护成本,成本接近。为了提高底盘线作业效率,减轻劳动强度,部分新能源车企底盘采用可升降旋转工装,使员工在合适的高度进行安装零部件。表2介绍新能源电动车企的设备选型情况,基本可代表了目前新能源汽车总装车间设备的选择方式。
4 结语
总而言之,随着社会科技的发展,新能源汽车行业不断的前进,劳动者的逐渐减少,促使新型非标输送设备广泛运用,提高了劳动者的操作便捷性及安全,减少劳动强度。无论科学技术及行业如何发展,总装输送线体的选型,都要从实用性、可靠性、维护操作性及自身产品的设计理念等因素考虑,选择满足公司自身发展的输送设备即可,不要过度投入。
编辑推荐





最新资讯
-
旭化成精细化工(南通)新工厂竣工
2025-03-18 10:49
-
思看科技携手灵伴科技,打造三维视觉
2025-03-14 16:14
-
新品上市|FLIR Si2x系列防爆声学成
2025-03-13 20:18
-
Spectrum推出可由以太网控制的超高速
2025-03-12 19:59
-
施耐德电气与江苏北人达成战略合作,
2025-03-12 11:20