
车体识别系统(AVI)在涂装车间的应用
微信公众号

随着汽车行业的发展,用户差异化的用车需求给企业提出了新的要求,汽车涂装车间的自动化已经基本实现,设计最大尺寸内的车身可以顺利在一个涂装车间内通过,多种型号、颜色的车型能在一条生产线上生产,如何自动识别不同的车型,成为了涂装工艺柔性化发展的一个难题。在这样的背景下,车体识别系统(AVI)应运而生,经过多年的发展,AVI系统已经成熟和模块化,数据的采集、处理以及在不同系统间的传输基本上已经固化了,数据的采集阶段主要是车型条码的识别和滑橇唯一性标识的读取,发展到今天,低成本、易维护和抗干扰性强的AVI系统愈加受到各汽车厂家的青睐。本文介绍了基于GE Cimplicity软件为开发环境,通过条码扫描枪、钢码阅读器进行数据采集,具有低成本、易维护及抗干扰性强等优势的AVI系统,着重介绍了数据的采集、采集站点的布局等内容。
AVI数据采集站点的分布
在讨论AVI数据采集站点的分布前,需要先熟悉涂装车间的工艺流程,以下就以某涂装车间为例来介绍AVI数据采集站点的布置(见图1)。涂装车间的工艺流程为:车身车间—前处理—电泳—电泳烘炉—底漆—上胶—胶烘炉—打磨—喷漆—精修—报交,图1中的数字表示AVI数据采集站点的编号,每个站点都有其各自的功能。

1号站点:设置有自动、手动条码扫描枪各一个和一个钢码阅读器,主要功能是进行钢条码和车身条码的绑定,1号站点也是整个涂装车间唯一一个设置有条码扫描枪的站点。在1号站点,条码枪扫描的条码信息和钢码阅读器采集的滑橇编号存入服务器数据库,并进行绑定,通过这个站点数据的绑定,滑橇上面的钢条码成为涂装车间内滑橇和车身的唯一标识,过了1号站点,所有的车身信息读取将通过扫描滑橇钢条码来读取对应的车身信息。1号站点后设计有预分色存储区,将对不同颜色和车型的车身通过1号站点的信息读取进行分色和分类,同种颜色和车型的车身会被划分存储到一起,分类的规则可以进行设定,由AVI服务器来进行计算,给出分色路由,也可由机运PLC进行计算分色。
2号站点:设有一个钢码阅读器,读取滑橇钢条码,从服务器中得到绑定的车身信息,根据车身条码内的车型和颜色信息,AVI服务器进行计算、分色、分类和给出路由。
3号站点:设有一个钢码阅读器,精修后的车身进行路由给定,对车身标志位进行标记,正常合格车经过3号站点直接去报交进行最后质检。
4号站点:设有一个钢码阅读器,质检合格的车辆直接送到下一个车间,车身在该站点和滑橇钢条码解除绑定。
5号站点:设有一个钢码阅读器,精修后的车身进行路由给定,对车身标志位进行标记,不合格的车身经过5号站点去小修进行修理。
6号站点:设有一个钢码阅读器,报交工位质检后不合格的车身,报交工段进行路由给定,通过6号AVI站点去小修进行修理。
7号站点:设有一个钢码阅读器,小修完成后的车身返回到报交进行再次的质检确认。
8号站点:设有一个钢码阅读器,小修不合格的车体,小修处理后,对车身信息标志位进行标记,通过8号站点经过大返路线,再次进行喷涂。
9号站点:设有一个条码扫描枪,此站点为建议设置项,设置该站点后,可以对车身在涂装车间的位置进行详细跟踪。
以上站点设置是较典型的,通过几个站点的设置基本可以实现车体自动识别的功能,如果需要更准确地跟踪车体,也可以通过增加钢码阅读器站点的数量来实现。
钢条码信息的采集、编码和校验
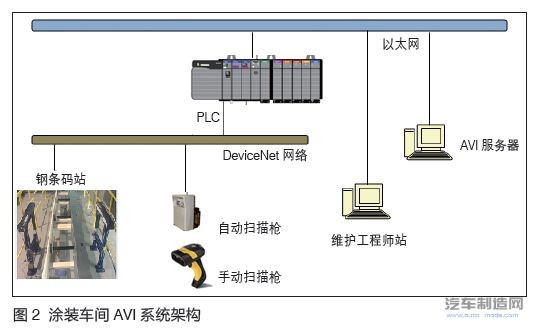
涂装车间AVI系统架构如图2所示,涂装车间AVI系统使用EtherNet和DeviceNet两层网络结构。PLC上层使用EtherNet连接,包括系统服务器、维护工程师站等;PLC下层使用DeviceNet连接,包括AVI站和车身条码扫描枪。本系统中,PLC采用Allen-Bradley的1756系列。该平台提供了集成化控制架构,提供了通用的控制引擎和软件编程环境,以及跨多个硬件平台的通信支持,在国内汽车行业应用广泛。
AVI系统数据的采集主要是车身条码信息的读取和滑橇钢条码的扫描,机运PLC通过DeviceNet网络采集条码扫描枪和钢码阅读器的信息,存储到AVI数据库服务器内,车身条码信息的采集使用标准的条码信息,本文不进行赘述。钢条码阅读采用中汽四院具有自主知识产权的钢码阅读器,其具有结构简单、易于维护、成本低和抗干扰性强等特点,其基本原理为使用12个激光反射式光电开关,采集钢条码上的信息,每个钢条码按照设计的编码规则进行加工打孔,钢条码及其编码原理如图3、图4所示。图4中钢条码两端的孔为读写判断位;从右数第2个孔为偶校验位,确保钢条码上面的孔为偶数,这也就要求所有的钢条码在加工时保证孔的个数是偶数,否则视为钢码扫码错误;从右侧第3个孔往左数,到左侧倒数第2个孔,共9个孔位为数据位,左侧为高位,右侧低位,此9个孔位数据为二进制数据(即110101001,转换为十进制为425)。钢码阅读器的编码规则需要通过PLC编程来实现,其特点是简单、易于实现、使用硬件成本低、维护简单且可靠性高。在图1中的4号站点还可以实现滑橇的洁净度判断,对钢条码阅读不成功的滑橇可以默认为其喷漆次数较多,到下一个清洁周期,自动将其排出在线运行,打到离线进行确认清洗。


基于Cimplicity软件的数据处理和路由给定
Cimplicity HMI是一个基于客服服务器的结构,它包括服务器和浏览站,服务器负责数据的采集和分配。Cimplicity具有强大的监控界面编辑功能,通过编写脚本可以实现数据的处理、数据库的连接等功能;现场机运PLC负责数据的采集,Cimplicity通过RSLinx软件的OPC服务访问PLC内的数据,Cimplicity通过脚本将采集到的数据存储到数据库服务器。
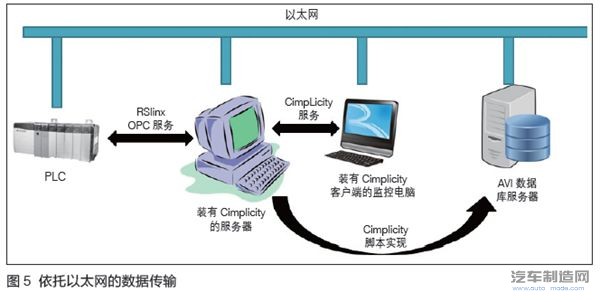
Cimplicity对车体信息的处理主要是通过脚本来实现,路由计算完成后,通过RSLinx软件的OPC服务将路由信息写到PLC内。如图5所示,PLC、Cimplicity服务器、Cimplicity客户端和AVI数据库服务器之间依托以太网来进行数据传输。PLC和Cimplicity服务器的数据传输是双向的,主要是通过RSLinx内的OPC服务来实现,PLC将采集到的条码和钢码信息传给装有Cimplicity软件的AVI服务器,AVI服务器将通过脚本计算出的路由信息通过OPC服务写入到PLC中;Cimplicity服务器和Cimplicity客户端之间的通信使用的是Cimplicity软件自带的服务器—客户端功能;Cimplicity客户端可以经过设置直接访问Cimplicity服务器的内容,Cimplicity服务器对AVI数据库服务器内数据的读写是通过SQL语句实现的。
结语
以工业软件Cimplicity为核心,基于条码扫描、钢条码阅读器的AVI系统,凭借其较低的成本、简单的结构、易维护和可靠性强等优点迅速地在各大汽车涂装车间内推广开来,其后期维护成本较低,极大地推动了汽车涂装产业更高层次的生产自动化和柔性化,为汽车厂家提供了优秀的AVI系统综合解决方案。
编辑推荐





最新资讯
-
2025上海国际汽车成形制造产业对话会
2025-04-26 19:14
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01