
折轨式曲轴上下料装置的应用
微信公众号

发动机曲轴是不规则产品,在机床上进行加工时,如果采用人工上下料,不仅无法保证曲轴运输姿态的一致性,而且工作效率较低,工人的劳动强度较大,同时工件也很容易磕碰划伤。
采用机械手上下料虽然可以克服上述缺点,但机械手价格昂贵且维护困难,对人员的操作技能要求很高,一般企业难以接受。此外,利用一个机械手给多台设备上下料时,若机械手发生故障则会造成生产线停产,从而严重影响生产的正常进行。
为了解决上述问题,我们专门设计了一种折轨式上下料机构用于曲轴生产线,大大降低了工人的劳动强度,提高了曲轴的加工质量。
实现原理
折轨式曲轴上下料装置安装在机床正前方,其构成中包括:机架、齿条、水平移动架、水平滑板、链条带和垂直取放装置(包含上料机构和下料机构)。
工作时,人工将曲轴放置在上料工位,上料机构抓取工件,水平移动架横向移动,待移动至机床夹具位置后,上料机构松开,将曲轴放入机床,工件放置到位后水平移动架横向退回,机床自动加工。机床加工完成后,水平移动架横向移动,下料机构抓取工件,放置到下料工位。
设备结构
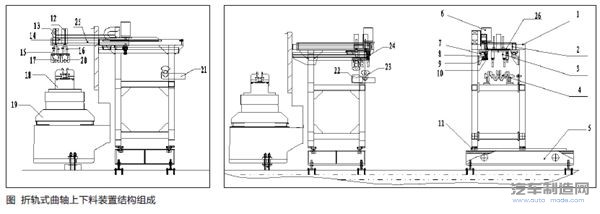
如图所示,该机构由机架1、链轮2、水平滑板3、底座5、伺服电动机6、静导轨7、第一齿轮8、齿条9、第二齿轮10、滑动轨道11、下料气缸12、上料气缸13、水平移动架14、上料夹紧气缸15、下料夹紧气缸16、上料机械手爪17、机床上下料位置18、机床19、下料机械手爪20、工件托架21、上料工位22、下料工位23、链条带24、动导轨25等组成。
(1)水平移动机构
伺服电动机、静导轨、第一齿轮、齿条、第二齿轮 、滑动轨道、水平移动架、水平滑板、链轮和动导轨等组成水平移动机构。水平移动架通过平行于齿条的静导轨与机架滑动连接,其靠近机床的一端设置有链轮,另一端固定有伺服电动机。
(2)垂直取放装置
垂直取放装置由下料气缸、上料气缸、上料夹紧气缸、下料夹紧气缸、上料机械手爪和下料机械手爪等组成。
(3)框架
底座通过4个地脚螺栓安装在地面上,底座顶面镶有2个滑动轨道,机架通过轨道滑块安装在2个滑动轨道上,机架可以在滑动轨道上左右移动(当上下料装置不能实现上下料时,可以移开,通过手工实现机床上下料,保证生产线正常生产)。
(3)机构手臂
静导轨通过螺栓安装在机架的里侧,水平移动架通过导轨滑块与静导轨连接,2个动导轨通过螺栓安装在水平移动架的中间部位,2个动导轨装有导套,水平滑板安装在导套上,水平滑板可以沿动导轨移动。水平滑板通过平行于齿条的动导轨与水平移动架滑动连接,其上固定垂直取放装置。
(4)机构手爪
伺服电动机安装在水平移动架上,第一齿轮、第二齿轮安装在伺服电动机上,齿条通过螺栓安装在机架的里侧,齿条与第二齿轮之间啮合,链条带与第一齿轮和链轮啮合,链条带固定在水平滑板上,链条带可以带动水平滑板水平移动,下料气缸与上料气缸通过螺栓安装在水平滑板上,上/下料气缸下端的活塞杆上分别安装有上/下料夹紧气缸,上/下料夹紧气缸下方分别安装有上/下料机械手爪。
(5)上下料工位
机架远离机床的一端设置有工件托架,工件托架安装在机架远离机床一端的中部,位于垂直取放装置的下方,其上设置有上料工位和下料工位,上料工位和下料工位分别与垂直取放装置的上料机构和下料机构相对应。
工作过程
由于机床与滚道之间距离较长(L≥600 mm),机床具有双工位(即上料工位和下料工位),手工上下料较困难,劳动强度较大,根据此情况设计该方案。
首先将曲轴放到工件托架的上料工位上,工件托架与线体滚道采用同高设计,使曲轴工件可以直接从滚道平推至工件托架,避免大距离搬运,减轻劳动者的劳动强度。工件托架支撑曲轴的第一和第五主轴颈,曲轴角向定位通过曲轴第一连杆颈定位,保证曲轴姿态的一致性。
然后操作上下料装置开关,通过机构PLC控制器发信号,上料气缸带动机械手爪向下移动,通过检测开关检测上料气缸移动到位后,上料夹紧气缸控制上料机械手爪抓取上料工位上的曲轴。
抓取之后,上料气缸开始带动上料机械手爪上升,通过检测开关检测上料气缸上升到位后,伺服电动机开始带动第二齿轮旋转,第二齿轮在齿条上移动,带动水平移动架沿静导轨向机床的机床上下料位置进行平移。同时伺服电动机带动第一齿轮旋转,通过链条带带动水平滑板沿动导轨向机床方向移动,检测开关检测下料气缸到达机床上下料位置正上方时,伺服电动机停止动作。下料气缸下降,下料机械手爪抓取机床上下料位置处的曲轴,这时机床取料已完成。
下料气缸开始上升,检测开关检测到位后,下料气缸停止动作。伺服电动机带动水平滑板沿动导轨向机床门方向移动,检测开关检测到上料气缸到达机床上下料位置正上方时,伺服电动机停止动作。上料气缸开始下降,检测开关检测到位后,上料机械手爪将曲轴放在上下料位置,上料气缸开始上升,检测开关检测到位后,上料气缸停止动作。伺服电动机开始反转带动水平滑板沿动导轨向工件托架方向平移,同时伺服电动机带动水平移动架沿静导轨向工件托架方向平移,检测开关检测到下料气缸到达下料工位正上方时,伺服电动机停止动作。
下料气缸开始下降,检测开关检测到位后,下料夹紧气缸带动下料机械手爪将曲轴放到下料工位上,下料气缸回位,机床整个上下料动作完成。
结语
折轨式曲轴上下料装置,属于输送技术领域,由伺服电动机和气缸提供动力,实现了曲轴的自动上下料,具有操作简单工作效率高等优点。此机构在曲轴生产线中的应用,大大降低了工人的劳动强度,提高了曲轴的加工质量。
- 下一篇:钣金焊接间隙漏水问题以及解决方法
- 上一篇:视觉引导系统在白车身的应用
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37