
汽车齿轮的倒棱技术
2018-03-30 21:36:36· 来源:洪新阳 齿轮传动
微信公众号

本文从齿轮倒棱种类、倒棱作用、倒棱加工与设备,简述汽车齿轮的倒棱技术。
随着汽车齿轮技术的发展和使用要求的提高,对齿轮精度、强度、承载、噪音、轻量化及长寿命等性能方面的要求越来越高,而齿轮倒棱技术是提高齿轮传动平稳、降低齿轮噪音的重要工艺手段。
本文从齿轮倒棱种类、倒棱作用、倒棱加工与设备,简述汽车齿轮的倒棱技术。
一、 汽车齿轮加工工艺流程
锻造→等温正火→粗精车(齿端倒角)→滚齿或插齿(齿顶倒棱)→齿廓倒棱或齿端倒圆角(尖角)→剃齿→渗碳淬火→磨削→珩齿或磨齿
二、 倒棱种类
1、齿端倒角
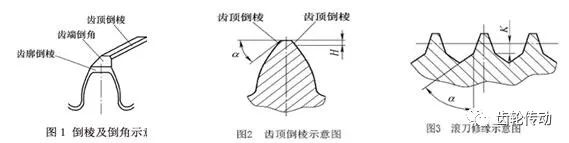
齿端倒角是指齿坯粗精车时对两端面的倒角,一般倒角0.5x45°~2x45°。目的去尖角防止划伤。(如图1)
2、齿顶倒棱
齿顶倒棱是指齿顶沿齿向方向进行的小倒角,一般成品齿顶倒棱:角度为30°~45°,深度0.2~0.5mm;通常齿顶倒棱在滚齿或插齿加工时利用刀具的齿形修正就
可以获得,不需要专门的倒棱工序。(如图2)
3、齿端倒圆角或尖角
齿端倒圆角或尖角是指汽车变速挂档齿轮为了便于挂档,在齿端进行倒圆角或倒尖角。一般齿端倒尖角角度为90°~120°,通常需要专用倒角设备。(如图5)
4、齿廓倒棱
齿廓倒棱是指沿齿廓方向对齿廓、齿根、齿端进行的小倒角,一般齿廓倒棱的大小为0.3~0.8mm,通常齿廓倒棱需要专用倒棱设备。(如图1)
三、 倒棱的作用
1、降低齿轮传动噪音
倒棱是沿齿廓与齿向方向的倒角,去除了尖角与毛刺,防止生产过程中的磕碰造成齿面凸起而影响啮合精度,产生噪音。
2、提高啮合精度,减少啮合冲击
齿顶倒棱避免了齿轮副啮合传动时,齿顶与齿根的干涉,防止了啮合冲击。
3、减少热处理的应力集中
倒棱可有效地防止齿轮在热处理渗碳淬火中轮齿尖角处氧化脱碳,同时可防止和消除热处理渗碳淬火中齿轮的淬火裂纹或开裂的发生。
4、美观安全
倒棱不仅提高齿轮的美观度,而且齿轮生产过程与装配中避免划伤操作工。
四、 倒棱的加工与设备
1、齿端倒角的加工与设备
齿端倒角(如图1)。齿轮两端倒角通常在齿坯车加工时,由车工直接车削完成。
2、齿顶倒棱的加工与设备
齿顶倒棱(如图2)。齿轮滚齿时,用专用滚刀在滚齿机上加工完成。专用滚刀需根据加工工件的模数、齿数、变位系数进行设计与制造,对滚刀的齿形进行修正,设计制造一个凸缘。(如图3)这样滚齿便可实现齿顶倒棱。
齿轮插齿时,原理与加工方法同滚齿。
3、齿端倒圆角或尖角的加工与设备
一般汽车变速器中的变速齿轮,为了保证换挡时齿轮相互啮入过程的平稳、顺畅、减少冲击,需要进行倒圆角(如图4)或倒尖角(如图5)加工。

图4 齿端倒圆角示意图

图5齿端倒尖角示意图

图6数控倒角机加工示意图
齿端倒圆角或尖角加工主要在半自动倒角机及数控倒角机上进行。(如图6)
4、齿廓倒棱的加工与设备
齿廓倒棱是对齿廓、齿根、齿端进行倒角(如图7)。
齿廓倒棱常见的加工方法有几种:
(1) 倒棱法:适用于热处理前齿轮的倒棱。主要在数控倒棱机上加工。(如图8)
(2) 磨棱法:适用于热处理后淬硬齿轮的倒棱。主要在磨棱机上加工。(如图9)
(3) 人工磨棱法:适用于单件与配件的倒棱。主要用角磨机由人工倒棱。

图7齿廓倒棱示意图

图8数控倒棱机加工示意图

图9磨棱机加工示意图
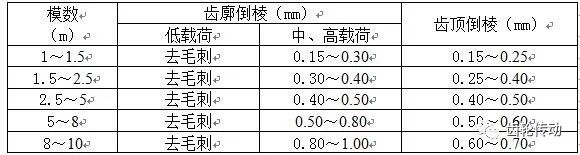
五、 倒棱大小的确定与取值
倒棱值的大小与齿轮模数有关,且与齿轮承载的强度大小有关,一般模数越大及承载的强度越高,倒棱值也就越大,反之越小。目前国内、外对倒棱值的确定尚无统一的标准,不同企业的取值范围也不同。现列表本企业的倒棱大小的取值标准,供参考。
齿轮倒棱是现代齿轮加工中一个十分重要的工艺措施,尤其在汽车齿轮加工应用更广阔。
本文从齿轮倒棱种类、倒棱作用、倒棱加工与设备,简述汽车齿轮的倒棱技术。
一、 汽车齿轮加工工艺流程
锻造→等温正火→粗精车(齿端倒角)→滚齿或插齿(齿顶倒棱)→齿廓倒棱或齿端倒圆角(尖角)→剃齿→渗碳淬火→磨削→珩齿或磨齿
二、 倒棱种类
1、齿端倒角
齿端倒角是指齿坯粗精车时对两端面的倒角,一般倒角0.5x45°~2x45°。目的去尖角防止划伤。(如图1)
2、齿顶倒棱
齿顶倒棱是指齿顶沿齿向方向进行的小倒角,一般成品齿顶倒棱:角度为30°~45°,深度0.2~0.5mm;通常齿顶倒棱在滚齿或插齿加工时利用刀具的齿形修正就
可以获得,不需要专门的倒棱工序。(如图2)
3、齿端倒圆角或尖角
齿端倒圆角或尖角是指汽车变速挂档齿轮为了便于挂档,在齿端进行倒圆角或倒尖角。一般齿端倒尖角角度为90°~120°,通常需要专用倒角设备。(如图5)
4、齿廓倒棱
齿廓倒棱是指沿齿廓方向对齿廓、齿根、齿端进行的小倒角,一般齿廓倒棱的大小为0.3~0.8mm,通常齿廓倒棱需要专用倒棱设备。(如图1)
三、 倒棱的作用
1、降低齿轮传动噪音
倒棱是沿齿廓与齿向方向的倒角,去除了尖角与毛刺,防止生产过程中的磕碰造成齿面凸起而影响啮合精度,产生噪音。
2、提高啮合精度,减少啮合冲击
齿顶倒棱避免了齿轮副啮合传动时,齿顶与齿根的干涉,防止了啮合冲击。
3、减少热处理的应力集中
倒棱可有效地防止齿轮在热处理渗碳淬火中轮齿尖角处氧化脱碳,同时可防止和消除热处理渗碳淬火中齿轮的淬火裂纹或开裂的发生。
4、美观安全
倒棱不仅提高齿轮的美观度,而且齿轮生产过程与装配中避免划伤操作工。
四、 倒棱的加工与设备
1、齿端倒角的加工与设备
齿端倒角(如图1)。齿轮两端倒角通常在齿坯车加工时,由车工直接车削完成。
2、齿顶倒棱的加工与设备
齿顶倒棱(如图2)。齿轮滚齿时,用专用滚刀在滚齿机上加工完成。专用滚刀需根据加工工件的模数、齿数、变位系数进行设计与制造,对滚刀的齿形进行修正,设计制造一个凸缘。(如图3)这样滚齿便可实现齿顶倒棱。
齿轮插齿时,原理与加工方法同滚齿。
3、齿端倒圆角或尖角的加工与设备
一般汽车变速器中的变速齿轮,为了保证换挡时齿轮相互啮入过程的平稳、顺畅、减少冲击,需要进行倒圆角(如图4)或倒尖角(如图5)加工。
图4 齿端倒圆角示意图
图5齿端倒尖角示意图
图6数控倒角机加工示意图
齿端倒圆角或尖角加工主要在半自动倒角机及数控倒角机上进行。(如图6)
4、齿廓倒棱的加工与设备
齿廓倒棱是对齿廓、齿根、齿端进行倒角(如图7)。
齿廓倒棱常见的加工方法有几种:
(1) 倒棱法:适用于热处理前齿轮的倒棱。主要在数控倒棱机上加工。(如图8)
(2) 磨棱法:适用于热处理后淬硬齿轮的倒棱。主要在磨棱机上加工。(如图9)
(3) 人工磨棱法:适用于单件与配件的倒棱。主要用角磨机由人工倒棱。
图7齿廓倒棱示意图
图8数控倒棱机加工示意图
图9磨棱机加工示意图
五、 倒棱大小的确定与取值
倒棱值的大小与齿轮模数有关,且与齿轮承载的强度大小有关,一般模数越大及承载的强度越高,倒棱值也就越大,反之越小。目前国内、外对倒棱值的确定尚无统一的标准,不同企业的取值范围也不同。现列表本企业的倒棱大小的取值标准,供参考。
齿轮倒棱是现代齿轮加工中一个十分重要的工艺措施,尤其在汽车齿轮加工应用更广阔。



编辑推荐





最新资讯
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42
-
从4S店到修理厂:FLIR ONE Pro USB-C
2025-03-28 16:05