
简单介绍铝合金焊接时对起弧及收弧的设定要求
2018-04-02 09:11:04· 来源:Fronius伏能士
微信公众号

铝不仅密度低,而且导热性好。所以在起弧时会产生未熔合现象,为消除这种现象的产生,电源在起始焊接时要输出一个大的焊接电流,这样可使母材在起弧的时候就开始熔化。
之前的文章里,小编已经向大家介绍了铝合金焊接的难点、不同的焊接工艺及铝合金焊接对送丝机及焊枪的要求,这一期让我们一起来看看铝合金焊接时对起弧及收弧的设定要求。
铝不仅密度低,而且导热性好。所以在起弧时会产生未熔合现象,为消除这种现象的产生,电源在起始焊接时要输出一个大的焊接电流,这样可使母材在起弧的时候就开始熔化。
一旦溶池有足够的热输入量之后,电源开始将焊接电流降到设定值。
而在焊缝的末端,设定的焊接电流有可能将溶池烧穿,电源需再次将焊接电流降到收弧电流。
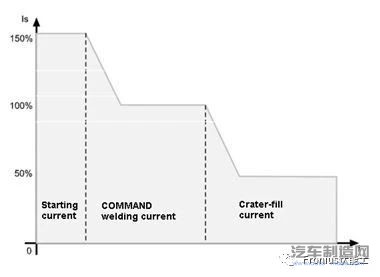
铝焊的起弧和收弧的设置取决于金属板的厚度。起弧电流为焊接电流的135%,衰减到焊接电流的时间为1秒,收弧电流为焊接电流的50%,采用这样的规范一般可以获得满意的焊接效果。如果您的焊接电源没有提供这样的功能,则须按DVS1608的规定,加引弧和收弧板。
如果焊接过程中,有中断,那么下一次起弧时,就要加快焊接速度,让上个收弧平滑。
铝不仅密度低,而且导热性好。所以在起弧时会产生未熔合现象,为消除这种现象的产生,电源在起始焊接时要输出一个大的焊接电流,这样可使母材在起弧的时候就开始熔化。
一旦溶池有足够的热输入量之后,电源开始将焊接电流降到设定值。
而在焊缝的末端,设定的焊接电流有可能将溶池烧穿,电源需再次将焊接电流降到收弧电流。
铝焊的起弧和收弧的设置取决于金属板的厚度。起弧电流为焊接电流的135%,衰减到焊接电流的时间为1秒,收弧电流为焊接电流的50%,采用这样的规范一般可以获得满意的焊接效果。如果您的焊接电源没有提供这样的功能,则须按DVS1608的规定,加引弧和收弧板。
如果焊接过程中,有中断,那么下一次起弧时,就要加快焊接速度,让上个收弧平滑。


编辑推荐





最新资讯
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04