
涂装车身VIN自动识别技术的应用
微信公众号

订单管理系统可以更好地满足消费者的需求,要真正做到订单式管理系统,现场生产线的自动化控制技术需达到一定的水平,同时对于自动识别和信息传输等技术也有更高的要求。其中车身条形码是车身在车间生产过程中所唯一识别与应用的身份信息证明,涂装车身VIN(车辆识别码)通过自动识别,车身信息可以通过设备的PLC与识别系统相互进行信息传输,使整个车间设备系统中的车身信息能够灵活调用。
系统结构
现场输送设备自动控制数据管理系统(上位机数据库)作为订单管理系统的一部分,负责在车身通过第一登记点之后,保存车身/滑橇数据。识别系统会在阅读站读取数据集,通过扫描仪在第一识别点读取条形码(PIN),条形码包含了车身VIN码和物料号码,对于车身而言条形码是具有唯一性的信息。
输送装置PLC会通过一台条形码扫描设备扫描车身VIN码和物料号码,以便将扫描信息与滑橇编号读取器读取的号码进行组合。然后,这些信息(滑橇编号+条形码信息)会通过总线或网络等方式发送/传输到上位机。车身通过第一登记点后,本地传输装置PLC会从上位机接收车身数据集,操作者信息和所输入的信息由上位机屏幕和操作台提供。
识别系统的一般功能
识别系统通常用于完全控制车身数据,以便于车身在涂装车间生产过程中管理与应用。上位数据库系统拥有完整的数据集及车身在涂装车间的运行过程。输送/非标/机器人设备的PLC与识别系统相互合作的情况下进行信息传输,使整个车间设备系统中的实际数据能够得到合理调用。
车身信息在第一个读写站写入载码体(TAG)后,会一直跟随车身,到每个工艺设备前可传输给相应设备使用(如到机器人站前读写站,机器人PLC会读取TAG中的车型、颜色信息等),在换滑橇时,也会把信息写入新滑橇的TAG中,直到到达车间出口,将TAG中的信息清除。
大部分读写站都可以手动输入车身信息,以作为应急使用。
MES—接口
MES即企业制造执行系统(Manufacturing Execution System),是近10年来在全球迅速发展、面向车间层的生产管理技术与实时信息系统。MES可以为用户提供一个快速反应、有弹性和精细化的制造业环境,帮助企业降低成本、按期交货、提高产品的质量和提高服务质量。
其中奇瑞公司MES系统设计依据汽车生产的四大工艺,其中整车VIN的生产跟踪部分为焊装、涂装和总装三大部分。在白车身进入涂装车间之前,先向MES系统发出车身数据请求,MES系统回应并提供与申请的PIN对应的汽车车身数据集。数据存储在上位机系统中,直到汽车车身进入涂装车间。MES系统接口点如表所示。
一般情况下,用户可以将生产进度报表发送到MES系统,向MES系统发送快速请求,以便该系统提供与申请的条形码对应的数据集。
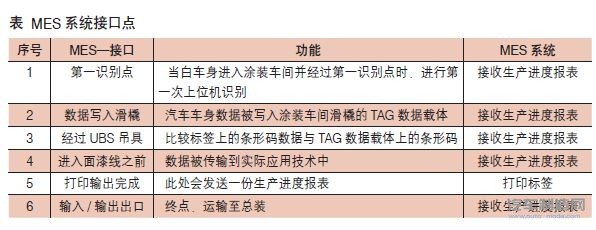
第一识别点
最开始的识别点用来识别一辆刚运抵涂装车间的新车,该车身的数据集生成,将在整个涂装车间使用。MES服务器会提前将车身数据集(车型、颜色等)发送至上位数据库系统,上位数据库系统从车身数据集中选择部分数据并建立PLC车身数据集,车身数据集必须用实际的数据对应这辆新车身。
当车身到达第一个读写站时,通过无线射频识别系统,扫描仪会自动读取条形码信息(车身号、车型、颜色和天窗信息等)。本地PLC将条形码信息和滑橇号发送至上位数据库系统,上位数据库系统处理信息,将数据集存入数据库。上位数据库系统把条形码对应的本台车的数据发送到PLC中,PLC把接收到的数据通过读写站写入滑橇载码体中,确认保存后滑橇释放,传输装置将滑橇向前输送至下一工序。
此时空滑橇的R/W站第一次数据写入,也就是滑橇号的读出。然后输送PLC收集数据(车身的ID号和滑橇号),将相关数据传送到上位数据库系统。之后上位数据库系统通过搜索其数据库数据以及根据生产数量进行数据调用。车身相关数据以及生产数量在数据库中均可找到,通过上位数据库系统将那些数据传输到输送PLC。此时,输送PLC可以把收到的车身数据与滑橇号这样一个数据集的数据标签写入到滑橇中。
正常识别点
一般R/W站的功能是读取载码体和数据集的数据备份标记,并通过PLC发送到上位数据库系统,读和写的实际目标在每一个决策点,确保车身选择一个合适的生产路线,满足实际生产需要。读、递增和写滑橇的实际循环次数有利于将滑橇发送至维修或清洁。数据读取过程中,实际是根据应用技术或车身依据的类型、颜色等进行生产分配。
读写站的作用主要是用于识别站中的车身,并向上位数据库系统发送跟踪信息(让服务器知道车身在什么时间经过了哪个站,还可以实现车身计数),以及存储实际TAG中的数据作为备份。正常的顺序是通过读取滑橇号和车身数据,了解滑橇在整个车间生产线上的具体位置等。数据集保存在PLC的输入缓冲区内存中。
释放滑橇到下一个输送设备并与上位数据库系统确认。当车身到达识别点时,读写器会读取TAG信息,供本识别站现场应用。涂装常用的读写站包含:锁紧、检测、整流、解锁、机器人以及车身去向选择(合格、点修补和返工等)、滑橇与滑橇或是滑橇与吊具之间转挂、备件或是车身离线等识别点。本地输送装置PLC将该数据发送至上位数据库系统,以满足订单式管理,上位数据库系统处理信息,将数据存入数据库。如果PLC和上位数据库系统间的局域网连接断开,PLC会存储跟踪信息,直到上位数据库系统重新启用。由于PLC存储限制,存储最多可持续30 min。
出、入口点
出口点的目的是解锁阅读站识别的滑橇。当车身到达出口点时,阅读器会读取滑橇识别号。本地传输装置PLC将包含滑橇识别号的滑橇出口信息发送到上位数据库系统,并将滑橇送出。上位数据库系统中的滑橇管理系统会处理这些信息(滑橇会标记为已送出系统)。
入口点的目的是锁定阅读站识别的滑橇。通过人工将滑橇传送到入口滚床,阅读器会读取滑橇识别号。工人可以通过人机操作面板输入PIN,本地输送装置PLC将滑橇传入信息发送至上位数据库系统。上位数据库系统中的滑橇管理系统会处理这些信息(滑橇会标记为已传入系统,数据被存储),上位数据库系统中的订单管理系统将数据集发送至本地传输装置PLC,PLC在TAG上写入接收到的数据,滑橇释放,传输装置将滑橇送入。
紧急数据处理
当车身到达阅读站且阅读器无法读取TAG时,不成功的数据将会停在滑橇读位置,传输装置PLC会生成故障信息。如果旧的TAG损坏,操作员必须将其更换,更换过程主要包括:操作人员使用传输装置控制台HMI面板上的键盘或手持编码器输入正确的滑橇识别号,负责紧急数据输入;传输装置PLC在请求的滑橇识别号下为汽车车身申请数据集;上位数据库系统将数据发送至PLC;PLC将数据写入新的TAG并向前释放滑橇。
如果上位数据库系统没有车身的数据集,则系统会使用PIN从MES系统请求MES车身规格。MES系统会将MES车身规格发送至上位数据库系统,数据集将存储在数据库中。该功能称为快速请求。
在特定的R/W站采集的数据备份通过PLC传送到上位数据库系统。在数据丢失的情况下,从数据标签有可能从上位数据库系统得到实际的数据。为此其目的就是将特有的数据(在车身上包括滑橇号和生产数量)必须由PLC发送上位数据库系统,以便于整个车间生产合理调配。
生产进度报表
包含生产进度报表的跟踪点最初是一个正常的识别点,除了一个正常识别点的功能之外,跟踪点还会将一份生产进度报表从上位数据库系统发送到MES服务器。跟踪点可以在生产进度报表被发送到MES服务器的点上进行配置。正常情况下,系统会为一些跟踪点提供报表。当车身到达阅读站时,阅读器会读取数据集。
正常情况下,这些数据会用于生产流程,传输装置PLC将PLC车身规格以及阅读器编号发送至上位数据库系统。上位数据库系统选择PLC车身规格中的必要部分,并通过MES接口将生产进度报表(阅读器编号、PIN和序号等)发送到MES服务器。
结语
现场自动识别技术将数据自动采集,自动识别信息,并自动通过相关网络传输收集的相应数据,并进行存储、处理,使得数据管理人员得以对大量数据信息进行及时、准确的处理。通过车身VIN自动识别技术在涂装车间的实际应用,自动化控制技术以及发展得到了进一步提升,更好地服务于现场生产调度与现场管理。
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37