
铝车身焊接和自适应铆接应用
2018-04-27 20:55:42· 来源:ATI工业自动化
微信公众号

随着汽车工业及市场的发展,机器人在汽车焊装生产中的大量应用,柔性制造对汽车制造焊装生产线要求越来越高,机器人工具快换装置的使用可增加机器人应用的柔性、效率和生产力,已成为这些柔性系统的重要贡献者之一。
随着汽车工业及市场的发展,机器人在汽车焊装生产中的大量应用,柔性制造对汽车制造焊装生产线要求越来越高,机器人工具快换装置的使用可增加机器人应用的柔性、效率和生产力,已成为这些柔性系统的重要贡献者之一。

凯迪拉克CT6——ATI在铝车身焊接的应用
铝车体焊接具有极高的要求和复杂性。铝车体的焊接需要较大的电流,一般瞬间电流达5万至6万安培,在100%负荷率的情况下,ATI配置的PH3模块可提供600A、800V的电流。大电流下,PH3支持的焊接电缆最高可达AWG 4/0规格(电缆截面积107.2 mm2)。由于焊接过程中会发生大电流传送,会产生一些高频微震动和伴随有吱吱声,因此对机器人工具快换的机构锁紧力性能要求高,并要求导电触电接触非常可靠。在焊接点数达到几千上万甚至几十万的时候,就更考核机器人工具快换装置的性能和可靠性。
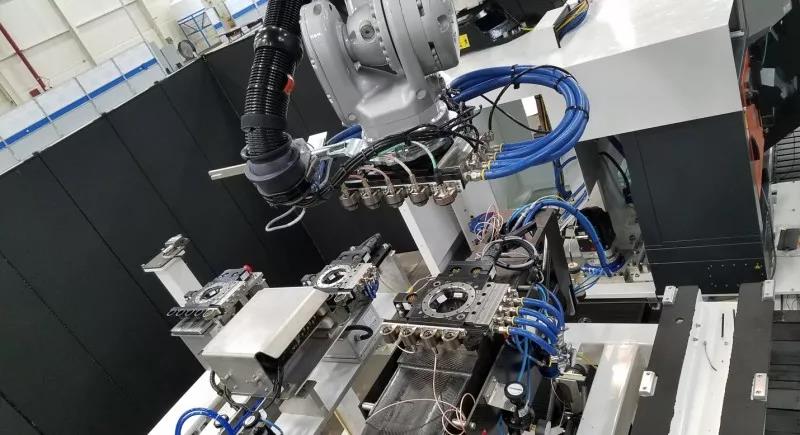
凯迪拉克 CT6
ATI作为机器人末端执行工具的领导品牌,在凯迪拉克的焊装柔性工艺中贡献了柔性创新工艺。凯迪拉克CT6的白车身采用了5种材料和11种复合材质,整体的铝合金材质使用占到了白车身总重量的57%,这对机器人工具快换装置来说需要极其复杂的水、电、强电、气模块实现不同工具侧的快速及精准切换,ATI的PH3模块是与北美通过公司根据需求一起测试及开发,经过严格的产品测试和实际应用验证,配合ATI的机器人工具快换装置出色的锁紧力和抗力矩能力,为铝车体焊接提供非常稳定的性能保证。
ATI重载荷系列工具快换装置采用了“正方形”本体设计,装配专利设计的高强度锁紧机构,保证在满载荷情况下能够可靠工作上百万次的循环同时保证极高的重复精度,同时具有出色的具有气体丢失保护功能的锁紧机构这系列工具快换装置设计更加模块化,有多种电信号、气、水和强电等模块供选择。

自适应铆接SPR(Self Piercing Riveting)
铆接工艺是伴随着汽车工业的发展而逐步推广的,在不影响强度的情况下,通过降低整车质量可以使汽车的很多性能得到进一步改善和提高,研究表明,整车质量降低10%时,燃油经济性提高4%,加速时间降低8%,CO排放减少4.5%,刹车距离减少5%,轮胎寿命提高7%等等。铆接工艺相对常规的点焊工艺,能解决一些点焊无法实现的难题,比如金属与非金属的连接、黑色金属与有色金属的连接,以及可焊性差、预先涂漆或有镀层的金属之间的连接等等。
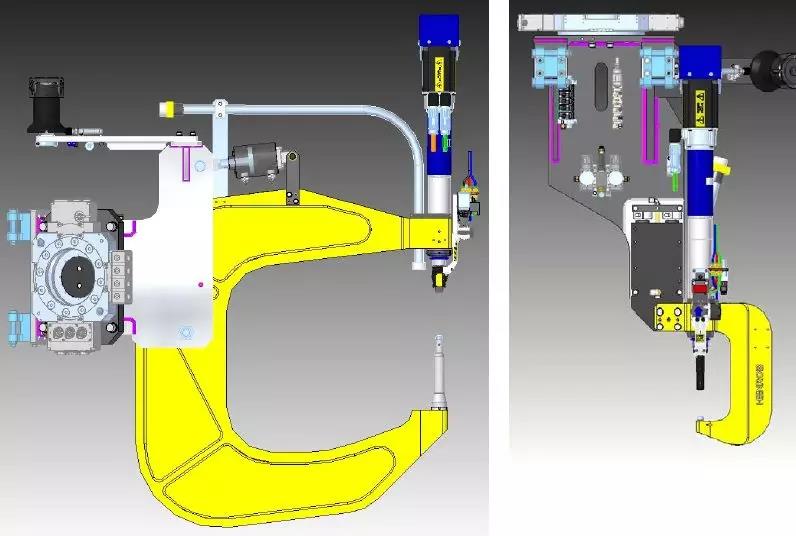
ATI的自适应铆接解决方案:ATI有两种解决方案来提供对SPR的支持,一种是多个应用的情况下,如机器人需要抓SPR枪,又需要抓普通的伺服焊接枪,或许有第三种工具比如FDS钻孔枪等。我们提供的是EN系列的多伺服机构配置。ATI的机器人工具快换装置一般可支持6-7个位置来安装不同的EN模块,并可以根据用户的需求来创建,同时,支持多种不同的接头,比如Amphenol,Intercontec等。以后的生产线改造、设备功能扩展上,也非常方便。
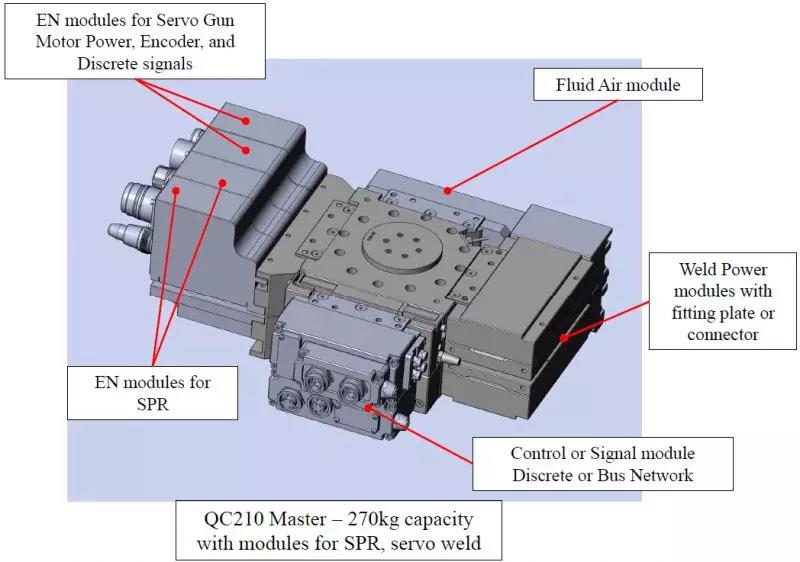
第二种为单独的SPR枪切换,我们会提供一个集成度高的模块EC6,这个模块集成了SPR枪所需要的伺服电机接口、现场总线接口及普通IO接口等所有接口。并可以根据不同的SPR伺服电机品牌和接头等信息来提供备选的EC7模块,下图为EN模式的示意图。
ATI一直以来保持着行业的敏感性和对技术的引领,每年都投入大量的人力和资金来进行产品的研发和创新,并可为用户提供定制化的产品。
2018埃森焊接展,期待您的光临!
时间:2018年5月8-11日
地点:广东现代展览中心(东莞)
展位:3号馆3C847号
凯迪拉克CT6——ATI在铝车身焊接的应用
铝车体焊接具有极高的要求和复杂性。铝车体的焊接需要较大的电流,一般瞬间电流达5万至6万安培,在100%负荷率的情况下,ATI配置的PH3模块可提供600A、800V的电流。大电流下,PH3支持的焊接电缆最高可达AWG 4/0规格(电缆截面积107.2 mm2)。由于焊接过程中会发生大电流传送,会产生一些高频微震动和伴随有吱吱声,因此对机器人工具快换的机构锁紧力性能要求高,并要求导电触电接触非常可靠。在焊接点数达到几千上万甚至几十万的时候,就更考核机器人工具快换装置的性能和可靠性。
凯迪拉克 CT6
ATI作为机器人末端执行工具的领导品牌,在凯迪拉克的焊装柔性工艺中贡献了柔性创新工艺。凯迪拉克CT6的白车身采用了5种材料和11种复合材质,整体的铝合金材质使用占到了白车身总重量的57%,这对机器人工具快换装置来说需要极其复杂的水、电、强电、气模块实现不同工具侧的快速及精准切换,ATI的PH3模块是与北美通过公司根据需求一起测试及开发,经过严格的产品测试和实际应用验证,配合ATI的机器人工具快换装置出色的锁紧力和抗力矩能力,为铝车体焊接提供非常稳定的性能保证。
ATI重载荷系列工具快换装置采用了“正方形”本体设计,装配专利设计的高强度锁紧机构,保证在满载荷情况下能够可靠工作上百万次的循环同时保证极高的重复精度,同时具有出色的具有气体丢失保护功能的锁紧机构这系列工具快换装置设计更加模块化,有多种电信号、气、水和强电等模块供选择。
自适应铆接SPR(Self Piercing Riveting)
铆接工艺是伴随着汽车工业的发展而逐步推广的,在不影响强度的情况下,通过降低整车质量可以使汽车的很多性能得到进一步改善和提高,研究表明,整车质量降低10%时,燃油经济性提高4%,加速时间降低8%,CO排放减少4.5%,刹车距离减少5%,轮胎寿命提高7%等等。铆接工艺相对常规的点焊工艺,能解决一些点焊无法实现的难题,比如金属与非金属的连接、黑色金属与有色金属的连接,以及可焊性差、预先涂漆或有镀层的金属之间的连接等等。
ATI的自适应铆接解决方案:ATI有两种解决方案来提供对SPR的支持,一种是多个应用的情况下,如机器人需要抓SPR枪,又需要抓普通的伺服焊接枪,或许有第三种工具比如FDS钻孔枪等。我们提供的是EN系列的多伺服机构配置。ATI的机器人工具快换装置一般可支持6-7个位置来安装不同的EN模块,并可以根据用户的需求来创建,同时,支持多种不同的接头,比如Amphenol,Intercontec等。以后的生产线改造、设备功能扩展上,也非常方便。
第二种为单独的SPR枪切换,我们会提供一个集成度高的模块EC6,这个模块集成了SPR枪所需要的伺服电机接口、现场总线接口及普通IO接口等所有接口。并可以根据不同的SPR伺服电机品牌和接头等信息来提供备选的EC7模块,下图为EN模式的示意图。
ATI一直以来保持着行业的敏感性和对技术的引领,每年都投入大量的人力和资金来进行产品的研发和创新,并可为用户提供定制化的产品。
2018埃森焊接展,期待您的光临!
时间:2018年5月8-11日
地点:广东现代展览中心(东莞)
展位:3号馆3C847号




编辑推荐





最新资讯
-
从4S店到修理厂:FLIR ONE Pro USB-C
2025-03-28 16:05
-
比亚迪发布2024年ESG报告 以技术创新
2025-03-26 16:44
-
电装中国:以“技术+生态”双引擎驱
2025-03-24 19:07
-
杜尔中国海外项目-Stellantis 集团摩
2025-03-20 11:59
-
3D扫描仪新品 | KSCAN-X 重新定义工
2025-03-20 11:58