
ALO3激光钎焊/填丝熔焊/自适应激光焊接头
2018-05-26 12:11:46· 来源:德国宾采尔BINZEL焊枪
微信公众号

ALO3激光焊接系统结合了最先进的激光技术与灵敏的传感器系统,无需在焊接作业前对焊缝进行扫描、跟踪,在焊接作业的同时就能精确的完成对焊缝偏移的补偿。ALO3是基于scapacs®模块系统集成的,这种模块化的设计极具灵活性,因此ALO3不仅具有功能的延展性,而且有多种集成模式,能适应各种作业要求。
ALO3激光焊接系统结合了最先进的激光技术与灵敏的传感器系统,无需在焊接作业前对焊缝进行扫描、跟踪,在焊接作业的同时就能精确的完成对焊缝偏移的补偿。ALO3是基于scapacs®模块系统集成的,这种模块化的设计极具灵活性,因此ALO3不仅具有功能的延展性,而且有多种集成模式,能适应各种作业要求。

功能描述
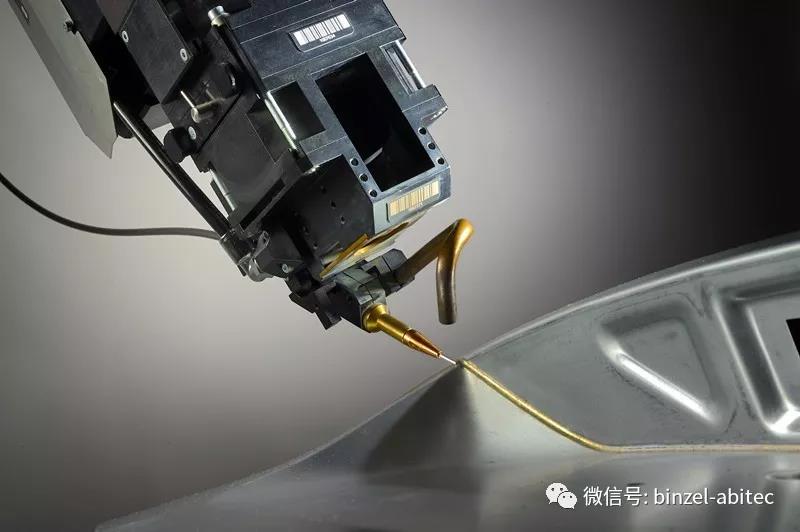
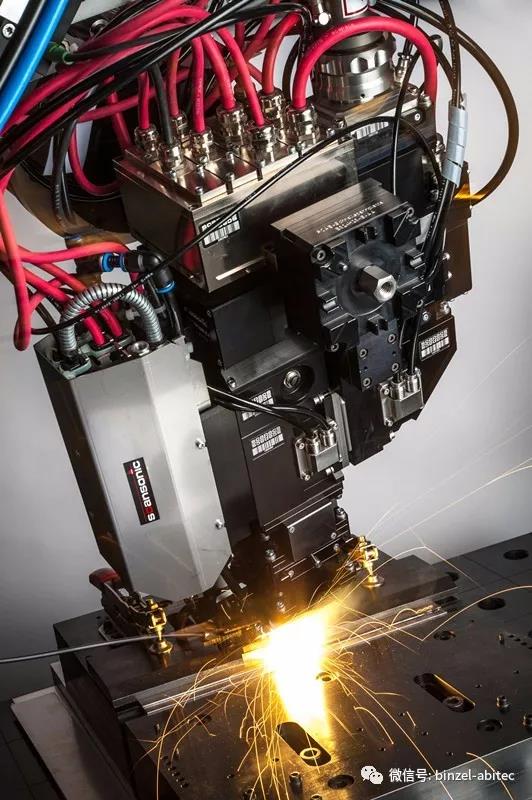
ALO3(adaptive laser processing optics)是一种集成了焊缝跟踪功能的激光焊接系统。ALO3采用900 –1080nm波长范围的连续激光做能量源,利用焊丝做机械式的焊缝跟踪传感器。这项获得专利的接触式跟踪技术能确保ALO3精准的找到焊缝起始位置,并精确引导ALO3沿着焊缝轨迹作业;在焊接过程中,ALO3能独立、自动的补偿焊缝侧向和高度方向的偏差。ALO3可以与任何主控机集成,支持数字通讯与绝大多数的现场总线。
应用领域
ALO3设计用于激光熔焊(使用焊丝)和钎焊,可以焊接钢材和铝合金, 全球最先进的铝材激光焊接系统(具有专利). 尤其专长于下列焊缝:
• Y型法兰焊接
• 搭接角焊缝
• T型焊缝
特性
• 基于scapacs®模块化设计的ALO3适用于任何类型的激光光源
• 利用焊丝做焊缝追踪传感器,使用伺服电机控制补偿量,焊接过程精确可靠
• 侧向偏转角度 (Y) +/- 90°
• 高度方向作业范围 (Z): +/- 5 mm
• 与机器人适配性强
• 通过以太网进行焊接过程参数设定
• 能与多种类型的送丝系统匹配
• 集成了气帘保护装置
• 集成了可快速更换的保护镜片装置
• 人性化的维护系统

优势
• 可靠的焊接过程、高质量的成形焊缝:由工件偏差自动补偿功能保障
• 能轻松完成小半径工件和具有三维轮廓工件的焊接 (因此焊接工件有更大的设计空间)
• 无需提前扫描、处理焊缝轨迹
• 焊接过程参数清晰可见

适配类型
• 光纤耦合器类型: Trumpf-B, Trumpf-D, Optoskand QBH
• 现场总线类型: Profibus, Interbus, DeviceNet, PROFINET, Digital I/O (其它类型可的定制)
选配模块
• 伸缩臂: TA-Fix
• 伸缩臂: TA-Motion
• 重力传感器 (Neigo)
• 自动对焦准直镜
• 摄像头和十字光标发生器
• 快换(快速完成ALO3拆装,实现ALO3精确定位)
• 热丝枪杆: 100 或230 A
• 惰性气体喷嘴: 分离式或同轴式
• 焊缝质量检测系统SCeye
功能描述
ALO3(adaptive laser processing optics)是一种集成了焊缝跟踪功能的激光焊接系统。ALO3采用900 –1080nm波长范围的连续激光做能量源,利用焊丝做机械式的焊缝跟踪传感器。这项获得专利的接触式跟踪技术能确保ALO3精准的找到焊缝起始位置,并精确引导ALO3沿着焊缝轨迹作业;在焊接过程中,ALO3能独立、自动的补偿焊缝侧向和高度方向的偏差。ALO3可以与任何主控机集成,支持数字通讯与绝大多数的现场总线。
应用领域
ALO3设计用于激光熔焊(使用焊丝)和钎焊,可以焊接钢材和铝合金, 全球最先进的铝材激光焊接系统(具有专利). 尤其专长于下列焊缝:
• Y型法兰焊接
• 搭接角焊缝
• T型焊缝
特性
• 基于scapacs®模块化设计的ALO3适用于任何类型的激光光源
• 利用焊丝做焊缝追踪传感器,使用伺服电机控制补偿量,焊接过程精确可靠
• 侧向偏转角度 (Y) +/- 90°
• 高度方向作业范围 (Z): +/- 5 mm
• 与机器人适配性强
• 通过以太网进行焊接过程参数设定
• 能与多种类型的送丝系统匹配
• 集成了气帘保护装置
• 集成了可快速更换的保护镜片装置
• 人性化的维护系统
优势
• 可靠的焊接过程、高质量的成形焊缝:由工件偏差自动补偿功能保障
• 能轻松完成小半径工件和具有三维轮廓工件的焊接 (因此焊接工件有更大的设计空间)
• 无需提前扫描、处理焊缝轨迹
• 焊接过程参数清晰可见
适配类型
• 光纤耦合器类型: Trumpf-B, Trumpf-D, Optoskand QBH
• 现场总线类型: Profibus, Interbus, DeviceNet, PROFINET, Digital I/O (其它类型可的定制)
选配模块
• 伸缩臂: TA-Fix
• 伸缩臂: TA-Motion
• 重力传感器 (Neigo)
• 自动对焦准直镜
• 摄像头和十字光标发生器
• 快换(快速完成ALO3拆装,实现ALO3精确定位)
• 热丝枪杆: 100 或230 A
• 惰性气体喷嘴: 分离式或同轴式
• 焊缝质量检测系统SCeye
- 下一篇:涡轮增压器螺杆孔加工
- 上一篇:TE中国汽车事业部苏州保税区外工厂二期正式开业



编辑推荐





最新资讯
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42
-
从4S店到修理厂:FLIR ONE Pro USB-C
2025-03-28 16:05