
如何解决汽车冲压回弹问题
2018-05-28 15:01:02· 来源:模具部落
微信公众号

近些年来,汽车行业在不断地崛起,随着市场的不断开拓,人们对于汽车的性能和质量的要求也越来越高。但是在汽车的制造过程中,由于各方面的原因使汽车的研发周期变长,制造的难度也很大,这也对汽车整体的制造进度和水平造成了一定的影响,其中汽车冲压件的制造是影响汽车制造的一个重要环节,所以各个汽车制造商都逐渐重视汽车冲压件的研究和制造

近些年来,汽车行业在不断地崛起,随着市场的不断开拓,人们对于汽车的性能和质量的要求也越来越高。但是在汽车的制造过程中,由于各方面的原因使汽车的研发周期变长,制造的难度也很大,这也对汽车整体的制造进度和水平造成了一定的影响,其中汽车冲压件的制造是影响汽车制造的一个重要环节,所以各个汽车制造商都逐渐重视汽车冲压件的研究和制造。在汽车冲压件的制造过程中,各个环节需要紧密配合,才能有效避免冲压件生产过程中可能出现的各种问题,在生产过程中出现的问题就包括回弹问题,所以如何有效的处理好回弹问题也是提升汽车整体精度的一个方面,下文将会简要分析汽车冲压件回弹问题的种类,出现回弹问题的原因以及影响回弹的因素。
一、汽车冲压件回弹缺陷的类型
首先是扭曲缺陷,包括形状扭曲,浅拉抻件扭曲、多曲线形状扭曲等,由于在加工过程中存在冲裁力,所以会导致加工过程中冲压件有形状扭曲,在冲裁的过程中,冲裁间隙不合理,使材料一侧受到的是压缩,另一侧受到的是抻拉,所以就会导致冲压件在制造的过程中形状扭曲。还有就是大曲线变化缺陷,导致这种情况出现的原因是材料较厚的地方应力不同。还有翘曲缺陷,可能是棱或者是面,产生这种情况的原因是有间隙作用力和反作用力不在一条直线上,从而产生力矩,或者是有些模具的间隙过大。还有许多其他的问题,比如说正负回弹缺陷,这些缺陷都会对冲压件的质量和精度造成一定的影响,有些甚至不能再用,所以提高生产工艺,找出汽车冲压件回弹缺陷的原因是十分必要的。

二、影响回弹的因素
(一)材料性能
在材料的弹性限度内,材料的形变程度越大,屈服极限越高,则材料的弹性模量越大,这样在材料的加工过程中,弹性模量越大的材料弯曲变形的回弹就越大,加工硬化就会越严重,如果材料的弹性模量越小,则在加工的过程中回弹的程度就会越小,抵抗弹性形变的能力就会越强。
(二)弯曲中心角
弯曲中心角的值越大就表示回弹累积值越大,这样就会造成严重的回弹现象,冲压件形变的长度随着弯曲中心角的增大而增大。
(三)模具间隙配合情况
模具在设计时就要在相对工作部分留有一倍料厚的间隙,在间隙中容纳产品。为了实现材料更好的流动,在模具加工完毕后要对模具的局部进行研配。尤其是弯曲模具,工作部位的间隙越大导致的回弹也就越大,如果板料厚度的误差允许范围越大,则回弹也会越大,也会使模具的间隙不能得到很好的确定。
(四)相对弯曲半径
相对弯曲半径的值与回弹值成正比,所以冲压件的曲率越大则越不容易弯曲成型。
(五)零件形状
零件形状不同则产生回弹的可能性也不同,复杂的弯曲冲压件在一次弯曲成型时,由于在成型过程中冲压件各个部分相互牵制加上模具和材料间存在摩擦力,就会改变冲压件各个部分的应力状态,从而使回弹量发生改变。
(六)成型工艺
冲压件的成型工艺是制约其回弹值的一个重要方面,一般来说,校正弯曲的回弹效果比自由弯曲要好。如果在同一批冲压件的生产中要达到同样的加工效果,校正弯曲比自由弯曲所需要的弯曲力要大很多,所以如果两种方式采用一样的弯曲力,则最后达到的效果也不同。校正弯曲时所需要的校正力越大冲压件的回弹越小,矫正弯曲力会使变形区内外侧纤维都被拉长,达到成型效果。在弯曲力卸载后,内外侧的纤维都会缩短,但是内外侧的回弹方向相反,使冲压件向外的回弹能够得到一定程度的缓解。

三、回弹缺陷的解决方法
(一)产品设计部分
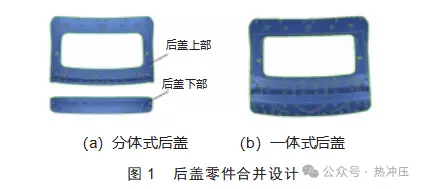
首先是材料方面,材料在冲压件的制造过程中起着重要的作用,冲压件所用的材料对其品质有着很大的影响,在满足产品的要求的前提下,要选择屈服度小的材料或者也可以适当的增加材料的厚度。其次是冲压件形状的设计,冲压件的形状其回弹也有很重要的影响,形状弯曲的复杂冲压件在一次弯曲中,由于各个方向的应力情况复杂,还存在着摩擦力等其他因素,回弹消除是十分困难的,所以在产品的形状设计时,对于复杂的冲压件可以采用几个部件组合的形式,解决回弹问题。还有可以设置防回弹筋,也能有效地解决回弹缺陷,在满足冲压件要求的前提下根据产品要求和回弹量要求增加设置防回弹筋,可以改变产品形状。最后,也可以通过减小弯曲部分R角的值来解决回弹缺陷。

(二)工艺设计方面
首先是模具设计预成型工序,增加预成型工序可以使一次性成型的冲压件分布在不同的工序中完成,可以在一定程度上消除成型过程中的内应力,从而解决回弹缺陷。其次是减小凹凸模具间隙,可以将其调整在一倍料厚左右,使材料与模具的贴合度达到最大,同时对模具进行硬化处理,也可有效地减少冲压件拉毛现象,减小对模具的磨损。还有对产品进行整形,如果产品的设计不能随意更改,就可以在最后对冲压件进行整形加工,这也是最后的办法。最后,还有一些其他的方法解决回弹缺陷,比如使用液压冲压设备,凸模设置页脚等,都可以在一定程度上解决回弹缺陷。
总而言之,冲压件回弹问题是汽车制造中的一大难题,也是一个十分复杂的问题,如何更好地解决回弹问题,还需要技术人员的不懈努力,通过不断地探索和努力,得出实践经验,并且对总结出的经验进行详尽的分析,找出影响回弹的因素,并且找到切实有效的方法解决回弹缺陷,全面地整改生产流程,这样,才能使冲压件的品质得到提升。
- 下一篇:SiP 和 eNVM解决方案对比分析
- 上一篇:三维激光切割汽车模具生产中的应用








最新资讯
-
思看科技受邀出席第三届联合国教科文
2025-04-27 13:29
-
聚势谋远,智领新程——五菱柳机以硬
2025-04-27 13:22
-
聚势求新、智驱未来——五菱工业底盘
2025-04-27 13:22
-
向轻量化、智能化迈进,助力建设国家
2025-04-27 13:21
-
五菱工业:以“中国智造”领跑绿色未
2025-04-27 13:21