
汽车总拼质量控制体系开发及应用
2018-06-15 12:45:05· 来源:AI制造
微信公众号

随着中国汽车市场的竞争不断白热化,汽车行业的生产厂家积极寻求各种手段来提高自身竞争力。汽车制造过程中总拼是焊装生产线上最重要的一个环节,总拼质量问题一方面会增加车辆的报废率和制造成本,同时,质量问题的分析过程中停线检查也会造成产能损失,增加设备检测的相关费用。因此基于产品设计,从总拼工艺到夹具定位一直到在线生产过程中的质量监控,建立全过程的总拼质量控制体系,是整车制造过程中降低制造成本提升竞争力的迫切需要。
随着中国汽车市场的竞争不断白热化,汽车行业的生产厂家积极寻求各种手段来提高自身竞争力。汽车制造过程中总拼是焊装生产线上最重要的一个环节,总拼质量问题一方面会增加车辆的报废率和制造成本,同时,质量问题的分析过程中停线检查也会造成产能损失,增加设备检测的相关费用。因此基于产品设计,从总拼工艺到夹具定位一直到在线生产过程中的质量监控,建立全过程的总拼质量控制体系,是整车制造过程中降低制造成本提升竞争力的迫切需要。
本文从总拼工艺、总拼定位工装及总拼质量监控等方面入手,探讨了总拼质量控制的方法,定义总拼工艺及总拼系统夹具设计标准化,建立车身车间外总拼工位多车型共用的总拼监控系案,制定汽车总拼质量控制体系,从而为研究车身总拼质量控制提供参考。
白车身总拼制造工艺标准化
总拼是车身底板零件和侧围零件及车顶横梁、车顶等零件通过焊接拼装在一起,形成白车身架构。根据产品设计分为两厢车和三厢车,其零件构成有所不同,而总拼质量依赖于车身制造规划中总拼工位定位焊点的选择。总拼集成工位优先选择对质量敏感的定位焊点在总拼工位焊接,而对质量影响较小的焊点可在总拼工位之后的补焊工位进行焊接。同时需要对总拼工位工装的定位点选择进行评估,在满足定位的同时,确保不与焊枪干涉。对于不同项目,由不同的工程师负责,由于经验和能力限制,选择的定位点差异,容易导致后期总拼工位焊接质量的差异性。另一方面,不同项目工程师在进行工艺制定时也会由于经验差异花费大量时间进行定位点研究比较,加长总拼工艺规划时间。因此针对不同车型,对白车身总拼制造的工艺进行标准化,有利于总拼质量的一致性及节约工艺规划工时。
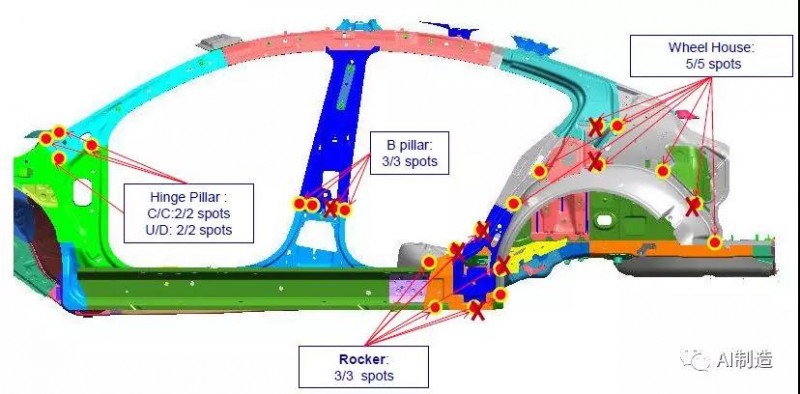
基于以上总拼定位焊点需求,对侧围总成和底板总成连接位置及尺寸控制方向进行研究,定义标准的总拼工位两厢及三厢车侧围、车顶横梁和底板总成等零件连接的GEO焊点位置及数量,如下图所示。新项目工艺开发时可直接参考总拼工位的GEO焊点模板进行焊点分配和布置,提高工艺开发效率,确保总拼工位白车身质量。

白车身总拼工装定位模块化
1.总拼系统分析
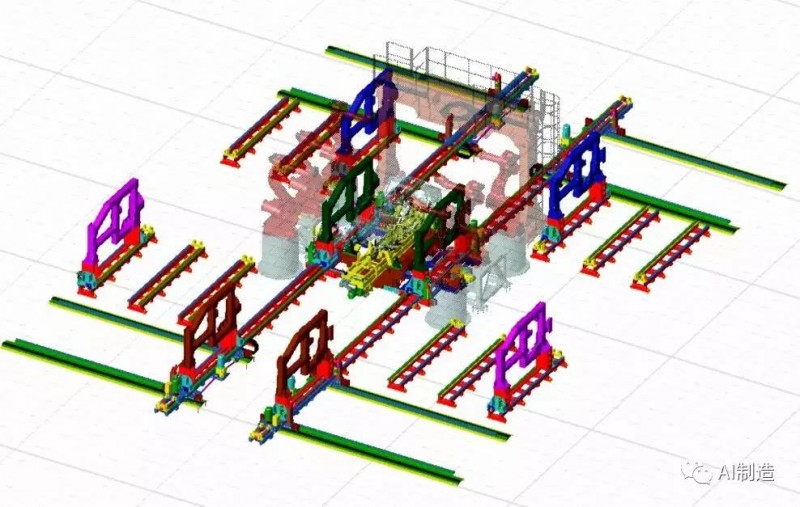
总拼系统夹具是白车身制造非常重要的辅助工具,夹具设计的合理性不但影响加工位置的精确性及焊接质量。同时,总拼夹具的设计理念也影响到工作效率和生产成本。现有的汽车生产企业设计理念各不相同,如柯马、库卡和日产等车身总拼系统(见下图)。对于夹具采用从车体侧面从外向内夹持车体进行定位焊接的系统,外部夹具对车体侧围有很好的夹持作用,可实现准确定位。从柔性化角度看,在车型增加时,柯马总拼系统和库卡总拼系统可通过增加夹具组的数量来满足多车型生产的需求,并通过优化侧围夹具移至总拼台的方式,减少夹具切换时间。而日产智能化车身组装系统只需改变数控定位器的相关参数即可实现多车型生产,并可在车身设计完成之前通过计算机模拟解决装配的相关问题。
2. 制定定位策略
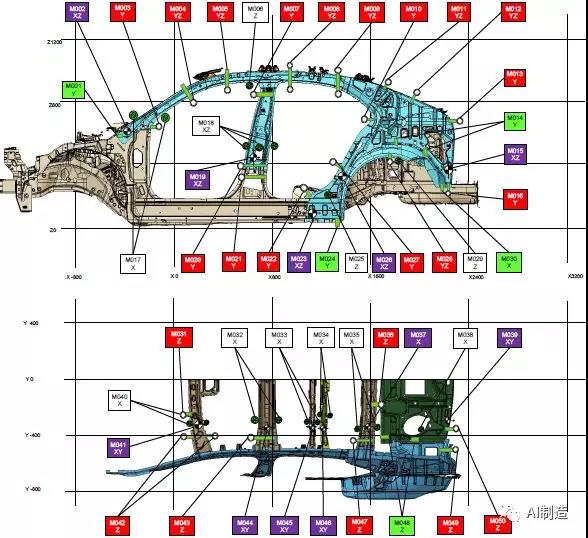
白车身零部件的正确定位是保证车身制造精度和质量的重要因素。总拼作为焊装生产线上最重要的工位,如何保证零件的定位是关键。对侧围总成结构和车顶横梁进行研究,根据零件尺寸定义了零件定位孔的位置、定位面的方向及夹紧数量(见下图),确保零件在总拼工位能够良好的定位,避免定位点少侧围或向内向外趴开的质量问题,同时也避免零件定位点增加过多的夹头气缸等采购成本。
3. 总拼可靠性控制
根据总拼工位和总拼补焊工位的不同,制作不同工位的工艺潜在失效模式和后果分析(PFMEA),用来分析工艺生产制造过程中引起的潜在失效模式,以及这些失效模式发生后,对产品质量及性能的影响,从而有针对性地制定出预防措施,以降低总拼工艺整体风险和失效模式发生的可能性,以达到控制和提升产品质量的目的。
制造过程中白车身总拼质量监控
总拼工艺在总拼尺寸不稳定时,很难短时间内判断出是总拼夹具内部的机构问题,还是来料零件的质量问题;而对于总拼工位机构问题的排查,需要利用非工作日的时间,且常规方法测量时间长,夹具在空载加载需要进行8h的测试,无法快速解决白车身质量问题。因此,建立总拼质量监控系统,对总拼进行实时监控非常重要。
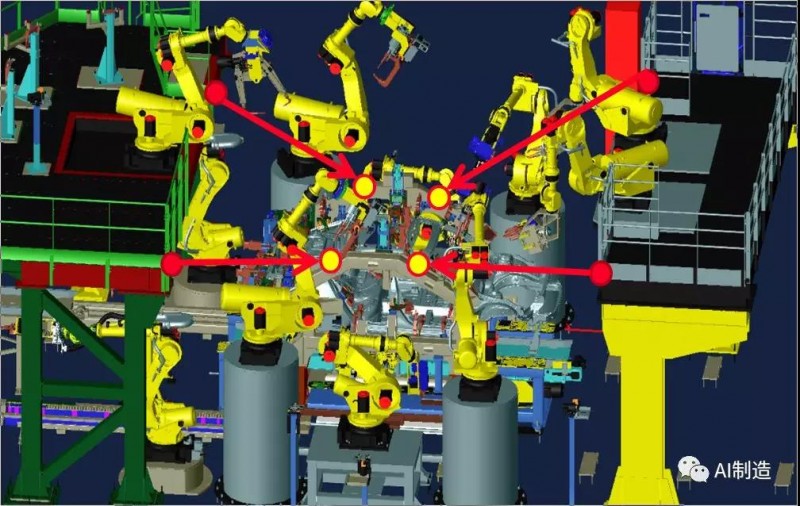
基于整车车间生产线速度最高产能为65JPH(每小时生产的车辆数),制定出车身车间总拼工位Gate位置在线测量系统一套多车型共用的总拼监控系统方案(见下图)。测量系统包括:工位测量安装框架、测量头支座、测头、测量块、测量控制柜、显示屏、工位处理器和工业机。系统安装在总拼工位两侧,在线测量系统通过对总拼工装位置工作状态进行100%测量并且提供相关测量数据和控制方法,以及数据分析处理、结果显示存储等。针对数据处理系统,控制柜显示器设置显示公差带报警,并有三色塔报警灯和工业LCD显示器,方便生产员工观察数据。
应用效益分析
以上总拼工艺标准化、总拼定位夹具标准化及总拼在线质量监控系统即形成了汽车总拼质量控制体系,在总拼质量风险、工艺规划成本降低及总拼质量提升方面都有积极作用。一方面,总拼工艺及定位夹具标准化规避了工程师能力差异带来的总拼质量风险,即工程师根据总拼焊点模板及工装定位模板制定初步工艺设计,提高了工艺设计的效率性。同时,由于标准化总拼工艺及模块化总拼定位经过了有效的验证,按照模板实施的总拼工艺可以确保白车身的定位精度和质量,规避了工程师能力差异带来的总拼质量风险。此外,总拼工艺及定位夹具模板的应用,可以减少总拼工艺及夹具设计工作量,降低工艺开发成本。另一方面,总拼夹具实时监控测量总拼夹具与基座之间的间隙并进行调整,保证了总拼夹具的定位稳定性,从而确保白车身质量。
结语
白车身生产过程中,需在各个阶段进行质量控制,以提升整车的市场竞争力。总拼作为制造中的关键,从工艺开发、夹具开发直至现场实施的各个阶段进行总拼质量控制,形成总拼质量控制体系,除了可以节约工程师开发总拼工艺的费用,关键的是还可以实时发现总拼制造过程中存在的质量问题,减少后续质量溢出造成的返修报废费用,对于汽车制造业提高总拼质量有推广价值。
本文从总拼工艺、总拼定位工装及总拼质量监控等方面入手,探讨了总拼质量控制的方法,定义总拼工艺及总拼系统夹具设计标准化,建立车身车间外总拼工位多车型共用的总拼监控系案,制定汽车总拼质量控制体系,从而为研究车身总拼质量控制提供参考。
白车身总拼制造工艺标准化
总拼是车身底板零件和侧围零件及车顶横梁、车顶等零件通过焊接拼装在一起,形成白车身架构。根据产品设计分为两厢车和三厢车,其零件构成有所不同,而总拼质量依赖于车身制造规划中总拼工位定位焊点的选择。总拼集成工位优先选择对质量敏感的定位焊点在总拼工位焊接,而对质量影响较小的焊点可在总拼工位之后的补焊工位进行焊接。同时需要对总拼工位工装的定位点选择进行评估,在满足定位的同时,确保不与焊枪干涉。对于不同项目,由不同的工程师负责,由于经验和能力限制,选择的定位点差异,容易导致后期总拼工位焊接质量的差异性。另一方面,不同项目工程师在进行工艺制定时也会由于经验差异花费大量时间进行定位点研究比较,加长总拼工艺规划时间。因此针对不同车型,对白车身总拼制造的工艺进行标准化,有利于总拼质量的一致性及节约工艺规划工时。
基于以上总拼定位焊点需求,对侧围总成和底板总成连接位置及尺寸控制方向进行研究,定义标准的总拼工位两厢及三厢车侧围、车顶横梁和底板总成等零件连接的GEO焊点位置及数量,如下图所示。新项目工艺开发时可直接参考总拼工位的GEO焊点模板进行焊点分配和布置,提高工艺开发效率,确保总拼工位白车身质量。
白车身总拼工装定位模块化
1.总拼系统分析
总拼系统夹具是白车身制造非常重要的辅助工具,夹具设计的合理性不但影响加工位置的精确性及焊接质量。同时,总拼夹具的设计理念也影响到工作效率和生产成本。现有的汽车生产企业设计理念各不相同,如柯马、库卡和日产等车身总拼系统(见下图)。对于夹具采用从车体侧面从外向内夹持车体进行定位焊接的系统,外部夹具对车体侧围有很好的夹持作用,可实现准确定位。从柔性化角度看,在车型增加时,柯马总拼系统和库卡总拼系统可通过增加夹具组的数量来满足多车型生产的需求,并通过优化侧围夹具移至总拼台的方式,减少夹具切换时间。而日产智能化车身组装系统只需改变数控定位器的相关参数即可实现多车型生产,并可在车身设计完成之前通过计算机模拟解决装配的相关问题。
2. 制定定位策略
白车身零部件的正确定位是保证车身制造精度和质量的重要因素。总拼作为焊装生产线上最重要的工位,如何保证零件的定位是关键。对侧围总成结构和车顶横梁进行研究,根据零件尺寸定义了零件定位孔的位置、定位面的方向及夹紧数量(见下图),确保零件在总拼工位能够良好的定位,避免定位点少侧围或向内向外趴开的质量问题,同时也避免零件定位点增加过多的夹头气缸等采购成本。
3. 总拼可靠性控制
根据总拼工位和总拼补焊工位的不同,制作不同工位的工艺潜在失效模式和后果分析(PFMEA),用来分析工艺生产制造过程中引起的潜在失效模式,以及这些失效模式发生后,对产品质量及性能的影响,从而有针对性地制定出预防措施,以降低总拼工艺整体风险和失效模式发生的可能性,以达到控制和提升产品质量的目的。
制造过程中白车身总拼质量监控
总拼工艺在总拼尺寸不稳定时,很难短时间内判断出是总拼夹具内部的机构问题,还是来料零件的质量问题;而对于总拼工位机构问题的排查,需要利用非工作日的时间,且常规方法测量时间长,夹具在空载加载需要进行8h的测试,无法快速解决白车身质量问题。因此,建立总拼质量监控系统,对总拼进行实时监控非常重要。
基于整车车间生产线速度最高产能为65JPH(每小时生产的车辆数),制定出车身车间总拼工位Gate位置在线测量系统一套多车型共用的总拼监控系统方案(见下图)。测量系统包括:工位测量安装框架、测量头支座、测头、测量块、测量控制柜、显示屏、工位处理器和工业机。系统安装在总拼工位两侧,在线测量系统通过对总拼工装位置工作状态进行100%测量并且提供相关测量数据和控制方法,以及数据分析处理、结果显示存储等。针对数据处理系统,控制柜显示器设置显示公差带报警,并有三色塔报警灯和工业LCD显示器,方便生产员工观察数据。
应用效益分析
以上总拼工艺标准化、总拼定位夹具标准化及总拼在线质量监控系统即形成了汽车总拼质量控制体系,在总拼质量风险、工艺规划成本降低及总拼质量提升方面都有积极作用。一方面,总拼工艺及定位夹具标准化规避了工程师能力差异带来的总拼质量风险,即工程师根据总拼焊点模板及工装定位模板制定初步工艺设计,提高了工艺设计的效率性。同时,由于标准化总拼工艺及模块化总拼定位经过了有效的验证,按照模板实施的总拼工艺可以确保白车身的定位精度和质量,规避了工程师能力差异带来的总拼质量风险。此外,总拼工艺及定位夹具模板的应用,可以减少总拼工艺及夹具设计工作量,降低工艺开发成本。另一方面,总拼夹具实时监控测量总拼夹具与基座之间的间隙并进行调整,保证了总拼夹具的定位稳定性,从而确保白车身质量。
结语
白车身生产过程中,需在各个阶段进行质量控制,以提升整车的市场竞争力。总拼作为制造中的关键,从工艺开发、夹具开发直至现场实施的各个阶段进行总拼质量控制,形成总拼质量控制体系,除了可以节约工程师开发总拼工艺的费用,关键的是还可以实时发现总拼制造过程中存在的质量问题,减少后续质量溢出造成的返修报废费用,对于汽车制造业提高总拼质量有推广价值。

编辑推荐





最新资讯
-
果栗智造磁悬浮技术赋能汽车制造:破
2025-04-03 19:27
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42