
推进整车轻量化进程,尽显激光技术的安全分寸
2018-06-15 14:30:43· 来源:IPG光纤激光器
微信公众号

“汽车轻量化”的意义不只是简单的减重,而是在保证汽车安全性和品质的前提下,将更多的新材料新结构和新工艺用在汽车的功能件上,不仅使性能更加优异,同时使重量更轻,对于焊接工艺要具备可靠性和安全性。
引言
“汽车轻量化”的意义不只是简单的减重,而是在保证汽车安全性和品质的前提下,将更多的新材料新结构和新工艺用在汽车的功能件上,不仅使性能更加优异,同时使重量更轻,对于焊接工艺要具备可靠性和安全性。
—— IPG应用部经理,张婧博士
汽车轻量化进程及应用趋势
整车设计的考量
安全丨安全要求持续提升
排量丨油耗/排放要求提高
性能丨整车性能要求提升
轻量化设计

轻量化途径
轻量化材料:高/超高强度钢,铝,镁,复合材料
改设计及连接工艺实现减重
EV
激光焊接特点
激光焊热量集中
=> 适于焊接对热输入敏感的高强度材料(高强钢, 铝合金)
=> 薄板材料焊接变形小
单面焊接工艺&焊缝尺寸小
=>工件尺寸减小
=>可减小甚至取消法兰(板/管)
轻量化设计
光纤激光在汽车白车身上的应用

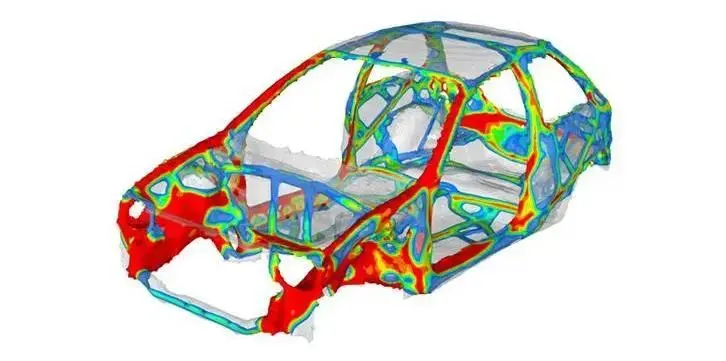
高强度钢——激光焊拼焊板
不同强度、异厚度板组合焊接后冲压
在撞击区域具有最高强度最低塑性,在撞击缓冲区具有更低强度,高塑性
通过使用AHSS激光拼焊板,可实现结构减重>20%

高强度钢管/框架结构焊接
单侧焊接,施焊容易(vs RSW)
低热输入= 焊后性能优(相比弧焊)


高强度钢——激光侧围焊接
34 道远程激光焊缝,侧围内板
材料包括DP800, DP1000, Boron Steel
侧围外板,单侧79 道焊缝


铝合金激光焊接应用及优势
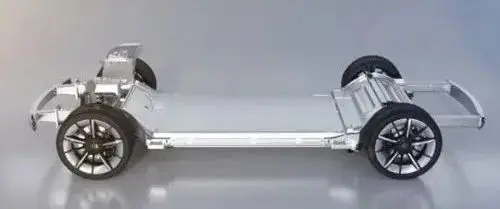
By 2025 EPA mandate deadline, 预期25% 的车身及覆盖件为铝;闭合件(门, 引擎盖,行李箱) 对铝的应用最前端
高焊接速度+小热输入
白车身常用铝合金:5系,6系,铸件
更短的近IR波长,高的功率密度
一些铝适于自熔焊,一些要求填丝避免热裂纹的产生
Cadillac CT6 铝合金行李盖
铝合金焊接,A等级表面-激光填丝焊
取消了焊后边缘修饰遮盖电阻焊焊点工序
光纤激光在汽车零部件上的应用
1粘性阻尼器

2同步环

3太阳轮、齿圈

4行星齿轮架

5飞轮

6差动齿轮

过去的零部件很多都是用二氧化碳激光加工,现在固体的激光器取代二氧化碳,这是零部件焊接的一个趋势,特别是对于北美市场很多新的燃油传动装置开始慢慢进入市场,会考虑用一些新的更经济更可靠的方法取代原有设备。IPG通过大量验证最终得出采用光纤激光器取代二氧化碳不但可以得到非常可靠的焊接质量,而且取消了氦气保护步骤,极大的节省了成本。

这些部件看起来似乎比较简单,因为不是铝、镁或者复合材料等比较新型的材料,但其实传动系统的材料也是不断在升级的,越来越多的高合金元素,甚至渗碳或者渗碳氮部件用于这些零部件中,所以说焊接的时候,裂纹的敏感性还是非常高,IPG针对这些裂纹的敏感性比较高的部件也有自己相应的技术,比如光纤配置,还有在焊接摆动头方面,都会采取比较好的配置。
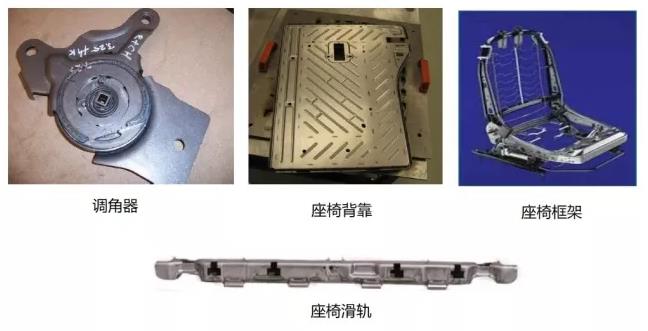
光纤激光在汽车座椅上也是一个重要的应用,座椅在汽车的安全等级里面是十级,它对焊缝的可靠性,还有工艺的鲁棒性要求,都是非常高。
动力电池光纤激光焊接应用
除车身外,动力电池方面IPG有比较成熟的案例,每个应用都有相应的款型去推荐。硬包电池的防爆阀、极柱、软连接,壳体封口,注液孔,模组,都有相应的推荐配置。软包电池相应的标准没有特别出台,IPG在北美也成立了专门的研发实验室,差不多在今年的第三季度可以拿到相应的测试和标准,这样的话可以可以更好的服务于国内电池客户。
更多汽车应用案例
2018 上海汽车装配展
7月4-7日,上海新国际博览中心
IPG展位号:E2-E20
“汽车轻量化”的意义不只是简单的减重,而是在保证汽车安全性和品质的前提下,将更多的新材料新结构和新工艺用在汽车的功能件上,不仅使性能更加优异,同时使重量更轻,对于焊接工艺要具备可靠性和安全性。
—— IPG应用部经理,张婧博士
汽车轻量化进程及应用趋势
整车设计的考量
安全丨安全要求持续提升
排量丨油耗/排放要求提高
性能丨整车性能要求提升
轻量化设计
轻量化途径
轻量化材料:高/超高强度钢,铝,镁,复合材料
改设计及连接工艺实现减重
EV
激光焊接特点
激光焊热量集中
=> 适于焊接对热输入敏感的高强度材料(高强钢, 铝合金)
=> 薄板材料焊接变形小
单面焊接工艺&焊缝尺寸小
=>工件尺寸减小
=>可减小甚至取消法兰(板/管)
轻量化设计
光纤激光在汽车白车身上的应用
高强度钢——激光焊拼焊板
不同强度、异厚度板组合焊接后冲压
在撞击区域具有最高强度最低塑性,在撞击缓冲区具有更低强度,高塑性
通过使用AHSS激光拼焊板,可实现结构减重>20%
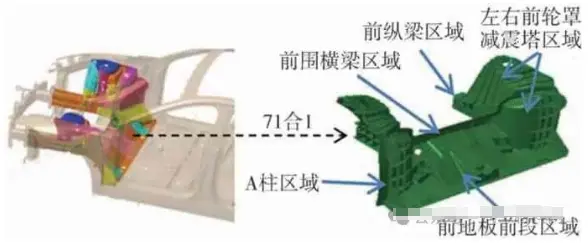
高强度钢管/框架结构焊接
单侧焊接,施焊容易(vs RSW)
低热输入= 焊后性能优(相比弧焊)
高强度钢——激光侧围焊接
34 道远程激光焊缝,侧围内板
材料包括DP800, DP1000, Boron Steel
侧围外板,单侧79 道焊缝
铝合金激光焊接应用及优势
By 2025 EPA mandate deadline, 预期25% 的车身及覆盖件为铝;闭合件(门, 引擎盖,行李箱) 对铝的应用最前端
高焊接速度+小热输入
白车身常用铝合金:5系,6系,铸件
更短的近IR波长,高的功率密度
一些铝适于自熔焊,一些要求填丝避免热裂纹的产生
Cadillac CT6 铝合金行李盖
铝合金焊接,A等级表面-激光填丝焊
取消了焊后边缘修饰遮盖电阻焊焊点工序
光纤激光在汽车零部件上的应用
1粘性阻尼器
2同步环
3太阳轮、齿圈
4行星齿轮架
5飞轮
6差动齿轮
过去的零部件很多都是用二氧化碳激光加工,现在固体的激光器取代二氧化碳,这是零部件焊接的一个趋势,特别是对于北美市场很多新的燃油传动装置开始慢慢进入市场,会考虑用一些新的更经济更可靠的方法取代原有设备。IPG通过大量验证最终得出采用光纤激光器取代二氧化碳不但可以得到非常可靠的焊接质量,而且取消了氦气保护步骤,极大的节省了成本。
这些部件看起来似乎比较简单,因为不是铝、镁或者复合材料等比较新型的材料,但其实传动系统的材料也是不断在升级的,越来越多的高合金元素,甚至渗碳或者渗碳氮部件用于这些零部件中,所以说焊接的时候,裂纹的敏感性还是非常高,IPG针对这些裂纹的敏感性比较高的部件也有自己相应的技术,比如光纤配置,还有在焊接摆动头方面,都会采取比较好的配置。
光纤激光在汽车座椅上也是一个重要的应用,座椅在汽车的安全等级里面是十级,它对焊缝的可靠性,还有工艺的鲁棒性要求,都是非常高。
动力电池光纤激光焊接应用
除车身外,动力电池方面IPG有比较成熟的案例,每个应用都有相应的款型去推荐。硬包电池的防爆阀、极柱、软连接,壳体封口,注液孔,模组,都有相应的推荐配置。软包电池相应的标准没有特别出台,IPG在北美也成立了专门的研发实验室,差不多在今年的第三季度可以拿到相应的测试和标准,这样的话可以可以更好的服务于国内电池客户。
更多汽车应用案例
2018 上海汽车装配展
7月4-7日,上海新国际博览中心
IPG展位号:E2-E20
- 下一篇:舒勒 CSP 100 冲裁压力机
- 上一篇:捷太格特钢铁多辊轧机用高性能轴承


编辑推荐





最新资讯
-
比亚迪叉车:绿色动力引擎,引领智慧
2025-02-21 13:17
-
3D打印如何让模具成本直降60%! TCT亚
2025-02-20 11:20
-
埃马克集团将在现有的管理团队下继续
2025-02-20 08:43
-
创新不止·无线灵动 | NimbleTrack非
2025-02-19 16:24
-
创新引领 | 深入解读NimbleTrack背后
2025-02-19 09:27