
柔性化制造技术在智能冲压流水线中的应用
2018-07-18 09:29:49· 来源:锻压世界
微信公众号

柔性化制造技术是实现产品优质、低耗、敏捷和绿色生产目标的重要手段,通过柔性化制造技术在智能冲压流水线中的典型应用,可以极大地减轻劳动强度,降低产品的制造成本,实现安全文明生产,同时为企业由精益化生产向智慧化工厂的迈进奠定坚实的基础。

作者:太原机车车辆配件厂产品开发部高级工程师 田建忠
来源:《金属加工》
柔性化制造技术是实现产品优质、低耗、敏捷和绿色生产目标的重要手段,通过柔性化制造技术在智能冲压流水线中的典型应用,可以极大地减轻劳动强度,降低产品的制造成本,实现安全文明生产,同时为企业由精益化生产向智慧化工厂的迈进奠定坚实的基础。
柔性化制造技术是针对大规模生产的弊端而提出的新型生产模式,通过对系统结构、人组成、运作方式和市场营销等方面的优化组合,使生产制造系统能够对市场需求而引起的变化做出快速响应,消除冗余无谓的损耗,满足精益化生产的要求。
计算机及自动化技术是实现柔性化生产的技术基础,通过集中控制系统和自动物料储运系统有机联系在一起的一组加工设备,在不停机的情况下实现多品种、大批量工件的生产,是实现企业智能化管理的重要途径和必要手段。
典型冲压件结构分析
HGM-B型高摩合成闸瓦是铁道车辆制动单元的重要配件,主要用于车辆的制动,对确保行车安全具有十分重要的作用。闸瓦由钢质瓦背及高分子复合材料热压为一个整体,其中瓦背材质为Q235-A,钢板厚度4mm,采用多工序冷冲压成型,外形结构如图1所示。HGM-B型高摩合成闸瓦瓦背结构型式及各部名称如图2所示。

图1 HGM-B型高摩合成闸瓦瓦背外形结构
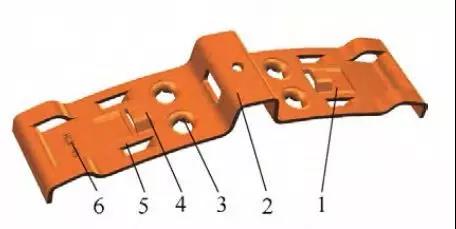
图2 HGM-B型高摩合成闸瓦瓦背结构型式及各部名称
1.二维码方孔 2.瓦鼻 3.梅花孔 4.定位档
5.长抓料孔 6.标识
HGM-B型高摩合成闸瓦属于易损易耗件,根据市场需求,我单位每月的生产量在1 0 万元左右,属于大批量生产,瓦背作为典型的单工序冷冲压成型件,需要操作工在冲床上周而复始地完成单调的操作任务,劳动强度大,极易由疲劳生产造成安全隐患,因此采用先进的制造技术,实现智能化生产模式就成为企业的必然选择。
智能化冲压流水线总体设计
为了节约人力、降低产品的制造成本,满足安全文明生产的要求,将瓦背冲压生产线中各自独立的设备组合在一起,在计算机及其软件的支撑下,利用机械手完成物料的自动传输,通过技术升级来实现工业自动化和智能化。瓦背智能冲压流水线工艺流程如图3所示。按照以上设计的瓦背智能冲压生产流水线具有较高的自动化水平,可实现多机连线生产,全程无需人工操作,质量安全可靠,运行速度快,启动停止平稳,生产效率高,企业投入后不但省去人工成本,而且能避免安全风险,更能提高产能,有效利用冲压设备及相关资源,使企业利益最大化。根据以上要求,设计出瓦背智能冲压流水线工艺布局如图4所示。
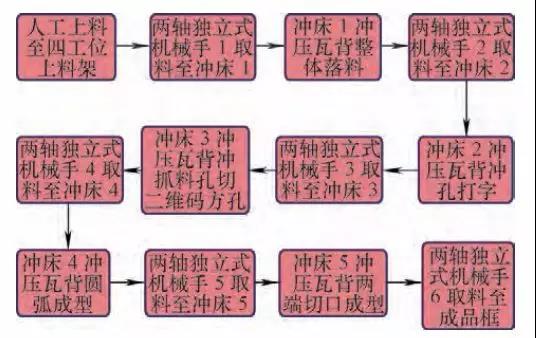
图3 瓦背智能冲压流水线工艺流程

图4 瓦背智能冲压流水线工艺布局图
柔性制造技术在智能冲压流水线中的应用
柔性制造技术将微电子技术、智能化技术与传统加工技术融合在一起,以实现产品制造过程动态管理最优化、经济效益最大化进而快速占领市场,作为当今世界最具发展潜能的前沿技术,为工业制造领域开辟了广阔的市场前景。
柔性制造技术在铁道车辆闸瓦瓦背智能冲压流水线具体应用时,需要在流水线的线首配备一台四工位上料机,上料机设有四个料垛,可实现不停机加料,以满足源源不断的供料需要。
工作时,机械手每取走一片材料,升降机就会自动上升一片材料的距离,通过磁力分张器分张后,机械手将料片抓取送往第1台冲床,当料垛1中的料片使用完毕后,升降装置降到最低点,料垛切换装置将料垛1切换至人工加料位,同时将料垛2切换至升降位供机械手抓取。机械手抓取料片后,升降装置自动升起,将料片顶到机械手抓料位置,直至料片加工完后返回最低点,如此循环实现不间断生产,从而使生产效率最大化。
每个垛料均配有磁力分张器,用于将料片分开,以免机械手抓取到双张料片,每个垛料台可堆积不高于500mm的料片,以确保生产节拍的连续性。瓦背智能冲压流水线线首上料示意如图5所示。
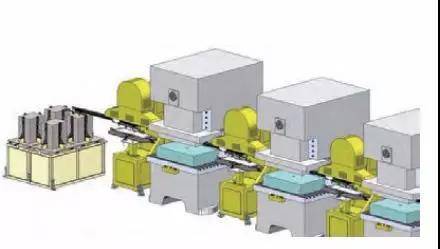
图5 瓦背智能冲压流水线线首上料
冲压流水线所配冲床之间均采用机械手传递料片,最后由一台下料机械手将料片送到收料输送线,最终传递到料框进行装箱。当第1台冲床完成冲压后,第1台机械手拾料器将模具内已冲完第一工序的工件抓取出送到系统的对中台,通过第2台机械手对中后将工件抓取送往第2台冲床。无论多少台冲床连机,中间机械手均做相同动作,把上一台冲床工件抓取送到对中台,然后送到下一台冲床,系统拾料器应做到调节方便,易于更换,以便快速实现不同规格型号的产品转换。
机械手设有掉料检测、冲床模具入口位置检测、料垛缺料警示、机械手漏取料警示、机械手异常停机警示等安全保护功能。尾部收料采用输送线方式。当需要单机多工位生产时,各个相应机械手回到原位,让出模具工作台面以实现模具的更换及人工操作。瓦背智能冲压流水线线尾收料示意如图6所示。
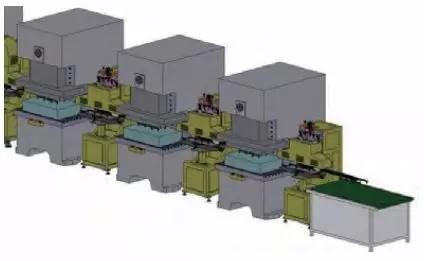
图6 瓦背智能冲压流水线线尾收料
控制系统采用PLC进行集中控制,依托具有友好可视界面的触摸屏进行人机对话。相关参数的设置,可以采用调用原储存方案,或采用实时手工输入的方式,可对各种工件的程序进行实时储存,以便在后序生产时直接调用。实时输入的设定参数可以进行文件储存,或覆盖原有设置文件,满足生产过程中自动化系统的精确控制,实现整个生产过程中系统的故障诊断及安全保护。
对于设备中存储的数据应具有自动记忆的保护功能,以防突然断电时系统失效。登录访问及更改数据时,设有身份确认功能,并能自动形成更改记录,以备查访。系统能直观、实时、正确地显示整个生产线被监控对象的工作状态及运行参数,并进行相应的调控操作,保证自动化设备和冲床交互同步协调运行。
结语
柔性化制造技术组合了当今机床技术、监控技术、检测技术、传输技术、电子技术和计算机技术的优点,较好地解决了高效率与柔性的矛盾,特别是相对于大批量冲压生产流水线而言,优势更为明显,具体表现在以几个方面:
(1)系统稳定、可靠、适应性强。通过调整模具及系统程序,可快速实现不同规格、型号产品的智能化快速生产,以适应瞬息万变的市场需求。
(2)安全可靠、生产效率高。由于省去了人工传输产品的流程,生产节拍得以提升,同时节省了人工成本,减轻了工人的劳动强度,安全文明生产得到保证。
(3)生产作业现场干净、整洁,便于实现精益化生产管理。物料传输及工件周转实现自动衔接和故障诊断,为创建智慧化制造工厂创造了极为有利的条件。




编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37