
零件去毛刺工艺概览
2018-07-18 17:07:36· 来源:工具技术
微信公众号

毛刺的产生是切削加工的一种副作用,困扰着所有的机加车间。人们一直在寻求一种单一解决方案来预防或去除毛刺。但不幸的是,没有一种方法能做到这点。但是,遵循以下简单的基本要求,对去毛刺会有很大改进:使毛刺尽量小;让毛刺出现在容易去除的地方;了解去毛刺工艺的经济性。
毛刺的产生是切削加工的一种副作用,困扰着所有的机加车间。人们一直在寻求一种单一解决方案来预防或去除毛刺。但不幸的是,没有一种方法能做到这点。但是,遵循以下简单的基本要求,对去毛刺会有很大改进:使毛刺尽量小;让毛刺出现在容易去除的地方;了解去毛刺工艺的经济性。

安川工业机器人可对直径20″、高度10″的齿轮去毛刺
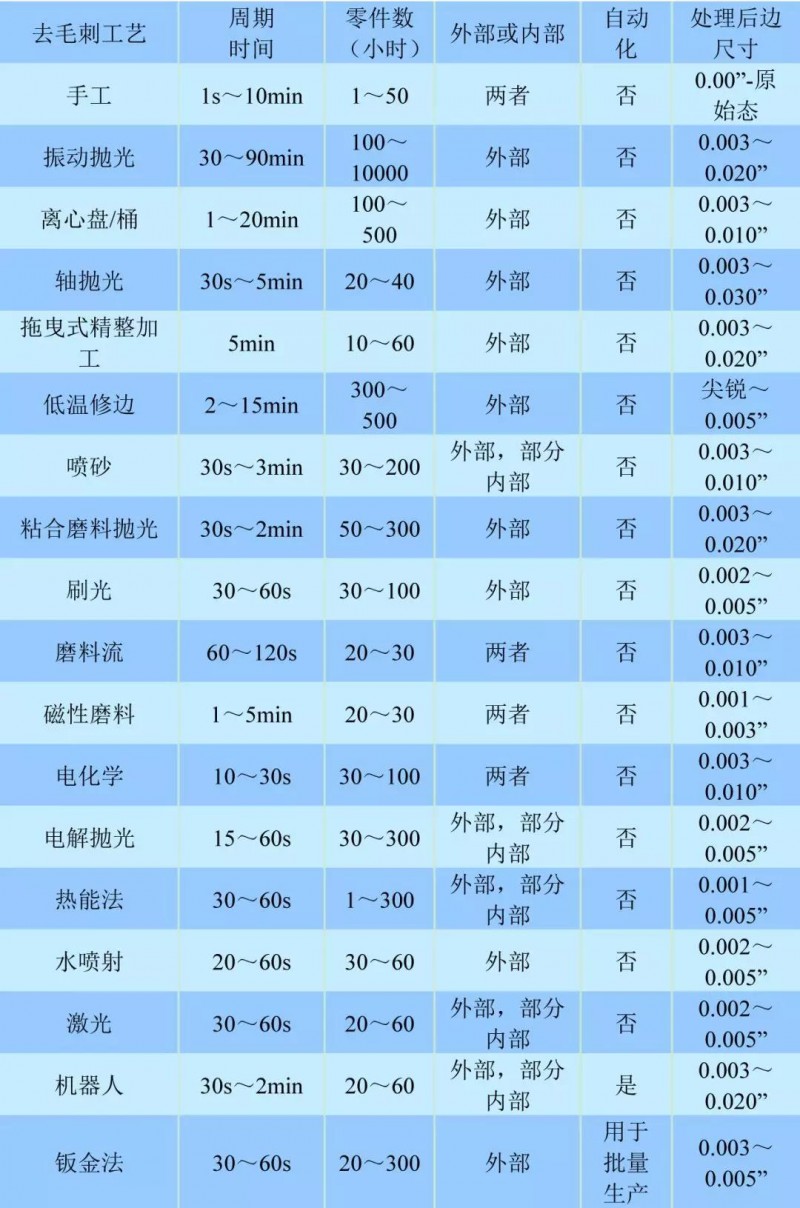
表1总结出18种去毛刺工艺的关键指标数据,可用于选择去毛刺工艺时参考。总共有124种去毛刺工艺,但大多都是这18种工艺的变种。表中工艺并不都适用于一些具有挑战性的去毛刺场合,例如小微零件或特征去毛刺,但对这些特殊场合具有指导意义;表中去毛刺的周期时间通常不包括去毛刺后的零件清理或完成其他操作的时间。
表1 常用去毛刺工艺的特性
去毛刺工艺的选择取决于以下因素:毛刺尺寸、零件边要求、生产率、零件批量和种类、不同零件的质量要求和经济性考虑。例如,对于小批量多品种的零件制造车间,选择去毛刺工艺要考虑其适应不同零件去毛刺要求的灵活性,这与单一批量零件的考虑完全不同。但有时这两种情况会使用同一种去毛刺工艺。生产车间应采用多种不同的去毛刺工艺来满足单一零件或多品种零件的需求。大多数车间同时采用了手工去毛刺、振动抛光、磨料喷砂以及使用砂纸去毛刺的工具。
自动化
所有去毛刺工艺都可实现不同程度的自动化。但实际上大多数去毛刺工艺并不需要采用自动方式,特别是当零件批量较小时。
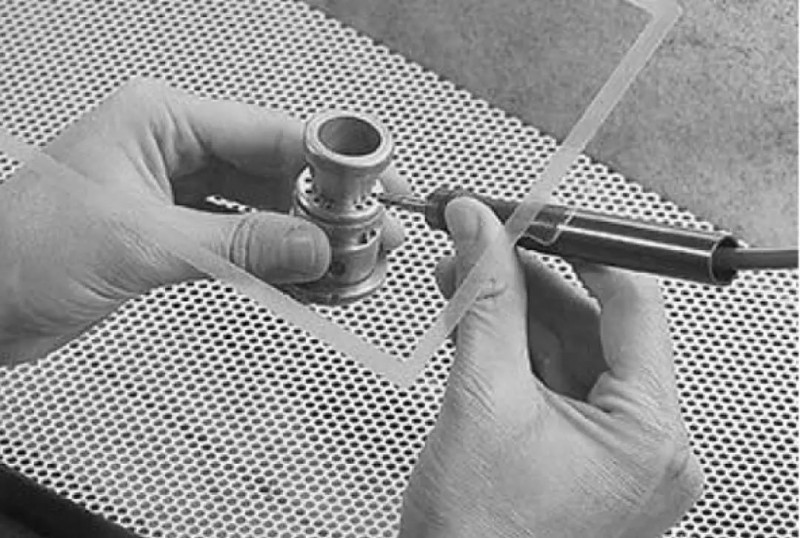
用微小磨料喷砂方法手动去除铜质零件内部交叉孔的毛刺,可防止空气动力学性能的改变
通过从连续传送机构抓取零件,去毛刺完工后将干净零件放入包装或其他作业线,很容易实现振动抛光自动化。手工去毛刺可与零件的自动放置相结合。平面沙磨有3种方式:手动方法、手动辅助方式和全自动方式。这3种方式均可去除零件两端面的毛刺。去毛刺的周期时间取决于被去边的数量、毛刺厚度、边的公差和去毛刺介质或工具。每小时去毛刺的零件数量取决于去毛刺机器的工位数以及零件的装卸时间和周期时间。
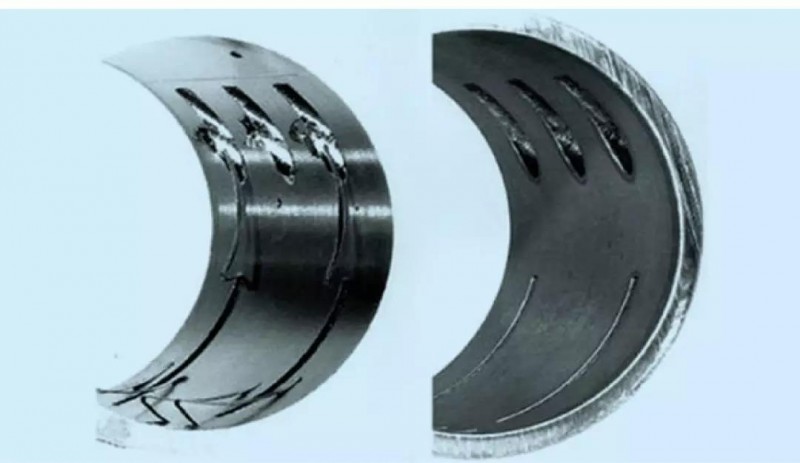
钻削和铣削零件的毛刺(左)与热能法去毛刺后零件(右)
手动、刷光、磁性磨料、磨料流、水喷射、激光和机器人方式通常只能一次去除一个零件的毛刺。而批量抛光工艺(如振动法)可同时处理100个甚至更多的零件。将长筒形零件如凸轮轴连接在旋转轴的端部并置于桶内的振动介质中,一次可抛光一个零件。零件制造商通常用多台机器同时工作来满足生产需求。一些机器拥有双轴或四轴以提高生产效率。低温修边和一些喷砂方法可在桶内进行,一次可完成很多零件的去毛刺。然而,这两种工艺也可用于一次处理一个零件或特征。
电化学工艺
通过夹具设计,电化学抛光去毛刺易于一次处理多个零件。电解抛光去毛刺,通常一次处理一个或多个零件,并已实现自动化。一个连续运动的传送机构将其上面的零件浸入弱酸溶液如缓冲磷酸,然后进入中和剂,即可实现自动去毛刺。

陶瓷纤维刷可在CNC机器和手动机器上去毛刺和表面抛光
热能法将一小篮零件暴露在2482 ~3482°C (4500~6300°F)的温度中约2~3微秒。零件的外露部分(包括毛刺)都被高温气体所包围,然后气体被点燃,毛刺瞬间被蒸发。有时候钣金件边上的毛刺可被滚压入母体金属。当钣金件平展特别是零件形状为长条形时,一些工艺方法可理想地去除钣金边上的毛刺。为满足特定的去毛刺要求,可告诉去毛刺设备制造商或经销商开发出不同于常规的、具有创新性的去毛刺工艺。他们可将两种工艺以经济有效的方式组合起来,或采用相同的工具或材料来节约成本。只有告诉需求,问题才会被解决。
零件制造商都有去毛刺的需求。在几乎所有情况下,制造车间的人员能够降低去毛刺的成本和时间,并生产出更一致的产品。
安川工业机器人可对直径20″、高度10″的齿轮去毛刺
表1总结出18种去毛刺工艺的关键指标数据,可用于选择去毛刺工艺时参考。总共有124种去毛刺工艺,但大多都是这18种工艺的变种。表中工艺并不都适用于一些具有挑战性的去毛刺场合,例如小微零件或特征去毛刺,但对这些特殊场合具有指导意义;表中去毛刺的周期时间通常不包括去毛刺后的零件清理或完成其他操作的时间。
表1 常用去毛刺工艺的特性
去毛刺工艺的选择取决于以下因素:毛刺尺寸、零件边要求、生产率、零件批量和种类、不同零件的质量要求和经济性考虑。例如,对于小批量多品种的零件制造车间,选择去毛刺工艺要考虑其适应不同零件去毛刺要求的灵活性,这与单一批量零件的考虑完全不同。但有时这两种情况会使用同一种去毛刺工艺。生产车间应采用多种不同的去毛刺工艺来满足单一零件或多品种零件的需求。大多数车间同时采用了手工去毛刺、振动抛光、磨料喷砂以及使用砂纸去毛刺的工具。
自动化
所有去毛刺工艺都可实现不同程度的自动化。但实际上大多数去毛刺工艺并不需要采用自动方式,特别是当零件批量较小时。
用微小磨料喷砂方法手动去除铜质零件内部交叉孔的毛刺,可防止空气动力学性能的改变
通过从连续传送机构抓取零件,去毛刺完工后将干净零件放入包装或其他作业线,很容易实现振动抛光自动化。手工去毛刺可与零件的自动放置相结合。平面沙磨有3种方式:手动方法、手动辅助方式和全自动方式。这3种方式均可去除零件两端面的毛刺。去毛刺的周期时间取决于被去边的数量、毛刺厚度、边的公差和去毛刺介质或工具。每小时去毛刺的零件数量取决于去毛刺机器的工位数以及零件的装卸时间和周期时间。
钻削和铣削零件的毛刺(左)与热能法去毛刺后零件(右)
手动、刷光、磁性磨料、磨料流、水喷射、激光和机器人方式通常只能一次去除一个零件的毛刺。而批量抛光工艺(如振动法)可同时处理100个甚至更多的零件。将长筒形零件如凸轮轴连接在旋转轴的端部并置于桶内的振动介质中,一次可抛光一个零件。零件制造商通常用多台机器同时工作来满足生产需求。一些机器拥有双轴或四轴以提高生产效率。低温修边和一些喷砂方法可在桶内进行,一次可完成很多零件的去毛刺。然而,这两种工艺也可用于一次处理一个零件或特征。
电化学工艺
通过夹具设计,电化学抛光去毛刺易于一次处理多个零件。电解抛光去毛刺,通常一次处理一个或多个零件,并已实现自动化。一个连续运动的传送机构将其上面的零件浸入弱酸溶液如缓冲磷酸,然后进入中和剂,即可实现自动去毛刺。
陶瓷纤维刷可在CNC机器和手动机器上去毛刺和表面抛光
热能法将一小篮零件暴露在2482 ~3482°C (4500~6300°F)的温度中约2~3微秒。零件的外露部分(包括毛刺)都被高温气体所包围,然后气体被点燃,毛刺瞬间被蒸发。有时候钣金件边上的毛刺可被滚压入母体金属。当钣金件平展特别是零件形状为长条形时,一些工艺方法可理想地去除钣金边上的毛刺。为满足特定的去毛刺要求,可告诉去毛刺设备制造商或经销商开发出不同于常规的、具有创新性的去毛刺工艺。他们可将两种工艺以经济有效的方式组合起来,或采用相同的工具或材料来节约成本。只有告诉需求,问题才会被解决。
零件制造商都有去毛刺的需求。在几乎所有情况下,制造车间的人员能够降低去毛刺的成本和时间,并生产出更一致的产品。




编辑推荐





最新资讯
-
乘势而上,北汽极狐2025将继续极速前
2025-01-26 11:21
-
北汽蓝谷稳健前行,蓄势新一轮高质量
2025-01-26 10:52
-
叉车就在身边,大家都说好才是真的好
2025-01-17 10:10
-
昕特玛中国创新中心正式启用,加速本
2025-01-16 11:33
-
思看科技成功登陆上交所科创板!成为
2025-01-16 08:52