
基于机舱罩开裂问题的仿真分析与研究
微信公众号

汽车机舱罩在整车的布置中位于车身的前段,其主要作用包括对机舱内各零部件进行防护、隔离发动机噪声和行人保护等,同时为车辆的维修与保养提供便利。机舱罩通常由一个外板及一个附加有加强筋结构的内板组成,在进行机舱罩结构的设计时,一般需要遵循以下几个要求:为了使机舱罩的整体刚度提升,一般都需要在内板上压制凸筋,防止其由于自身刚度不足而容易发生变形,进而影响整车品质;从行人保护方面考虑,机舱罩前部强度不能太强;机舱罩的造型与两侧翼子板平齐,以达到增强车辆造型整体感的目的,提高顾客对其的认可及满意度。
由上述设计要求可知,机舱罩设计的成功与否对整车的设计与开发起着至关重要的作用。近年来,随着计算机技术与CAE仿真行业的不断发展进步,大量有限元仿真软件纷纷推陈出新,Nastran、Abaqus、Hyperworks和nCode等有限元分析软件在航空航天、汽车、机械和风电等行业取得了长足的发展,被广泛应用于零部件结构的前期设计过程中。有限元方法在汽车领域的应用也已经展现出了突出的优势:它不需要先制造样车,可以在概念设计阶段实现设计与分析并行,是一种高效、低耗的分析方法。大量实践已证明,利用有限元法的静动态分析对整车结构的承载特性和振动特性进行评价是极为有效的,也可以使工程师在设计前期对车身的应力分布及应变分布状态有全面的了解,指导各零部件总成的结构设计过程。
本文基于有限元法对某车型机舱罩开闭耐久试验开裂问题进行仿真分析与探讨,提出了优化修改方案,为问题的整改及该车型机舱罩的设计与开发提供了有价值的参考。
问题及开裂原因分析
在机舱罩总成开闭耐久试验过程中,机舱罩总成内板在开闭耐久试验后发生左右对称的、共4处(每侧2处)焊点开裂现象,开裂的具体形式为沿着点焊位置周圈钣金被撕裂,如图1所示。

图1 焊点开裂
机舱罩总成是一个较为复杂的结构系统,总体来说,其左右两侧的结构特征是基本对称的,该问题所表现出的两侧相同位置、相同数量的焊点出现开裂也很好地体现了这一点。但由于开裂焊点的位置均分布于铰链加强板附近,处于机舱罩总成与车身连接的特殊位置,故在原因分析时,除了要考虑焊接质量等基础性因素,还应进一步从结构形式上来进行考察。经初步分析,造成该开裂问题出现的可能原因有3个:机舱罩缓冲块与内板之间间隙过大,起不到支撑与缓冲作用,从而造成焊点开裂;点焊时过烧,焊接质量差;开裂位置处于载荷的传递路径上,自身结构存在不足。
经沟通排查与实车检验,缓冲块与内板间隙适宜,不存在缓冲失效现象,且未发现焊接质量差的问题。最终,该问题归结为自身结构强度不足而诱发焊点失效现象。同时,由于开裂的形式为沿着焊点周圈撕裂,我们经综合考虑,从焊点疲劳失效的角度进行分析和研究。
有限元仿真分析
1.有限元模型的建立
以Hypermesh软件为工具,搭建该机舱罩总成的有限元模型,钣金件采用壳单元模拟并赋予其对应的厚度值;机舱罩内外饰质量均布在各个安装部位的节点上。搭建完成的机舱罩总成有限元模型如图2所示。
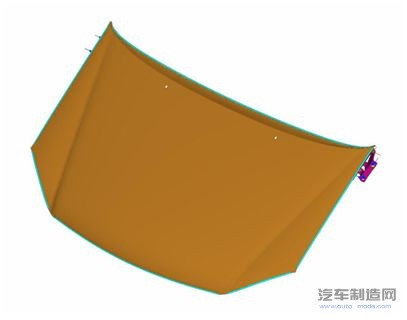
图2 机舱罩总成有限元模型
2.工况加载与边界条件
(1)工况加载
利用能量守恒定律计算开闭耐久试验中机舱罩与缓冲块撞击瞬间的角速度,并以此角速度为仿真分析的载荷输入。撞击瞬间角速度的计算方法如公式(1)和(2)所示。

其中,h为开闭耐久试验时机舱罩最前端在开启和关闭两个位置时的高度差;L为机舱罩最前端到铰链旋转轴轴线的最大距离。
(2)边界条件
约束铰链与车身安装点6个方向的自由度,约束所有缓冲块底面节点3个方向的平动自由度。
3.计算与结果
(1)模型计算
利用Abaqus软件中的动态显式求解模块进行计算,设置时长。实时查看模型整体的动能曲线,如图3所示。进行计算,并以此ODB结果文件作为焊点疲劳分析时的有限元结果输入。
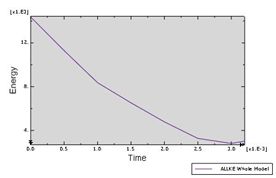
图3 动能曲线
在nCode软件的DesignLife工作台中搭建焊点疲劳分析流程(见图4);设置材料属性以及焊点S-N曲线;载荷属性设置中选择Time step作为焊点疲劳寿命计算的载荷输入。
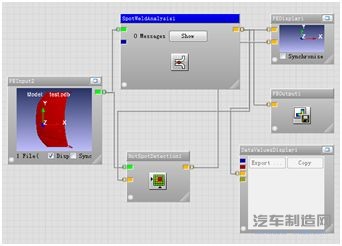
图4 焊点疲劳分析流程
(2)焊点疲劳分析结果
焊点疲劳仿真分析结果如图5所示:两处开裂位置(同一侧)焊点寿命较其他位置的焊点寿命偏低,仿真结果与开裂问题较为符合,说明该位置结构确实存在焊点撕裂的风险,需要进行结构优化。
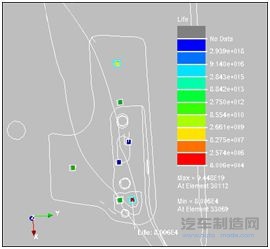
图5 开裂问题仿真复现
4.问题整改
综合开裂问题复现分析的结果,认为该开裂位置处于机舱罩关闭撞击瞬间冲击载荷经由铰链向车身传递的路径上,而铰链加强板与内板之间仅由数个焊点进行连接,传力截面过窄,从而导致焊点周圈撕裂。以此为出发点,考虑从两个方面进行优化:增加铰链加强板料厚,从而起到加强作用;铰链加强板与内板间涂抹点焊结构胶,以增大传力面积,降低焊点撕裂风险。
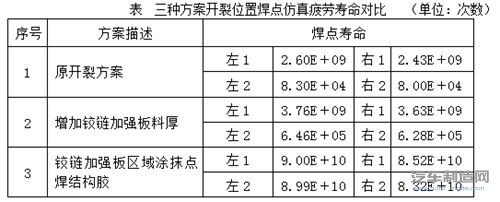
文中表汇总了“原开裂方案、增加料厚和涂抹点焊结构胶”3种方案开裂位置焊点的仿真疲劳寿命。对比3种方案的计算结果可知:与原开裂方案相比较而言,增加铰链加强板料厚对该区域强度有提升作用,焊点寿命略有提高;而涂抹点焊结构胶方案则可以有效地扩大载荷的传递面积,降低零部件钣金对焊点的撕扯作用,焊点疲劳寿命有大幅的改善。另外,综合成本和工艺方面的因素,增加料厚将导致车重增加,成本也相应提高;而涂胶工艺操作简单且成本低廉,故在铰链加强板区域涂抹点焊结构胶方案为最优方案。
经试验验证,按照涂抹点焊结构胶方案重新制件,机舱罩总成开闭耐久试验后无开裂复发,问题得以整改。
结语
通过焊点疲劳耐久仿真分析,机舱罩开裂位置焊点疲劳寿命较其他位置焊点寿命偏低,存在开裂风险,问题得以较好地仿真复现。综合3种方案的仿真分析结果,铰链加强板区域涂抹点焊结构胶为最优方案,且后期开闭耐久试验验证无开裂复发,问题顺利整改。本文基于实际开裂问题开展有限元仿真分析工作,找出了机舱罩焊点开裂的原因并支持问题整改,为机舱罩的设计与生产提供了思路与方法,进一步体现了CAE仿真分析工作对解决实际工程问题的有效性和显著的实践指导意义。
- 下一篇:断刀检测系统在发动机缸盖线中的应用
- 上一篇:碳纤维复合材料钻削加工分层缺陷研究进展
-

比亚迪发布2024年ESG报告 以技术创新驱动可持续
2025-03-26 -

旭化成精细化工(南通)新工厂竣工
2025-03-18 -

新品上市|FLIR Si2x系列防爆声学成像仪,引领
2025-03-13 -

Spectrum推出可由以太网控制的超高速GHz数字化
2025-03-12
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37