
断刀检测系统在发动机缸盖线中的应用
微信公众号

发动机缸盖加工所需加工孔系极为复杂且生产线使用的刀具越来越昂贵,加工过程中如不能预防断刀并及时发现,会造成产品工件批量不合格,影响产品合格率,造成生产浪费。严重的断刀会影响设备的主轴及夹具精度,刀具折断后恢复机床各功能时也较为复杂,大大影响生产效率。
断刀检测系统的原理
随着新产品的投入,人们对缸盖加工的精度要求越来越高,机床加工处理越来越快速和多样化,因此靠人员技能来保证对机床的监控就显得十分复杂。
为了实现现场生产效率的最大化,需要具有操作简单、灵活性高、能够管理大批量同种类加工、参数设定完成后无需维护以及在机床上的改造无需进行机械更改等特点的断刀检测管理系统。
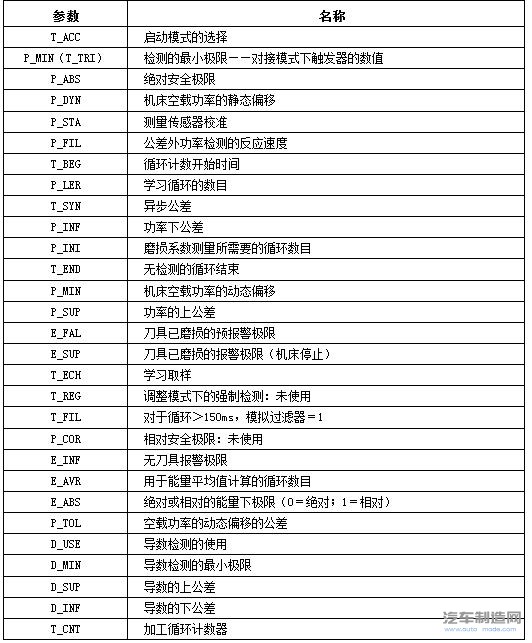
由于缸盖线机床在现场使用主轴夹持刀具,即在机床切屑加工时切削力被传递到刀具主轴的驱动电动机上。由换能器在输电网络上测量由驱动电动机的每个阶段吸收的有效电压和电流,换能器计算瞬时有功功率并将其传送给监测器,通过监测器处理功率值,瞬时功率和功率导数的处理将可以检测到刀具的断裂。对于一个加工循环,被吸收的能量的处理将可以检测到刀具的磨损。通过由机床厂家研发中心的试验部门进行的客观比较性试验,选择了DigitalWay公司的WattPilote产品,其参数如表1所示。
加工的检测建立在学习和比较的原理上。
1.学习阶段
在用正常的加工条件进行一个学习循环时,一个基准加工被存储下来。
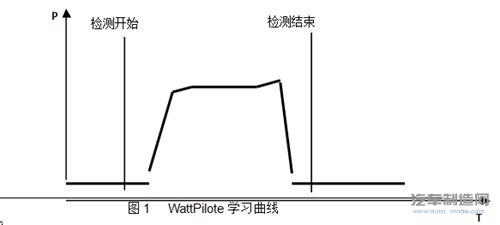
具体现场学习模式:当在学习模式下时,所有被机床检测和执行的加工循环均被存储并被看成是第一条学习曲线(见图1)。仅当系统被置于加工监测模式下时,下一个加工的循环被存储以结束学习曲线。
(1)功率曲线的学习方法:使用一把新刀具通过CNC软件申请对相应的曲线进行学习后加工一个零件,形成一条监控曲线。监控曲线形成后,需设定检测监控曲线,便于后期比较。
(2)设定检测监控曲线的方法:设定的目的是获得合理的上下限公差曲线。因缸盖加工条件(铝合金制品在加工中刀具相对磨损较轻),对监控的下公差曲线更为重要,因为最频繁出现故障的是功率曲线穿过下极限而不是上极限。
(3)调整完成时需连续加工几个零件,然后检查各加工曲线相对于公差曲线的差异。如果需要的话,则重新调整上下限曲线。确认设定结束后以激活监控进行比较。
2.比较阶段
对于下面的每个加工循环,我们进行了多种类型的检测。
在每次测量换能器时将瞬时功率与已经学习的加工功率做比较,并将瞬时功率的导数与已经学习的加工功率的导数进行可选比较。在每个加工循环结束时将被吸收的能量与学习能量相比较;超出机床设定的数据后将自动报警,机床停止加工。具体现场加工监测模式:这是该系统的正常运行模式,系统同时测量功率、能量和每个加工的导数,并将它们与学习曲线上相应的值相比较。这个模式是在仪器通电时被默认选择的,且只要其他模式没有被激活该模式就持续有效。加工监测模式下进行的检测如图2所示。
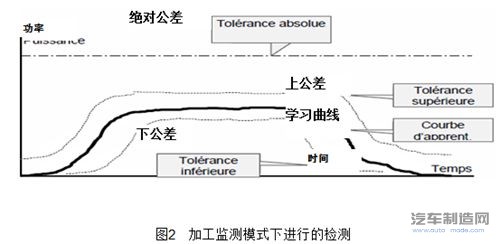
检测对刀具断裂、双重加工进行瞬时探测。导数检测对刀具和刀片的断裂以及零件定位错误进行瞬时探测。能量检测在加工循环结束时对刀具的磨损情况进行探测,但是也能检测无刀具或无零件的情况。
断刀检测系统的应用
根据目前现场使用情况,以下为刀具在加工期间报警现象及具体解决方法。
1.刀具已磨损的预报警处置方法
这个错误出现在工作循环结束时,当系统检测到加工循环期间消耗的能量超过了计划能量的首个公差,这个故障使WRN输出生效但不使系统停止。操作员要准备备用刀具及时更换,后恢复生产。
2.刀具断裂的处置方法
这个错误出现在工作循环过程中,当检测装置检测到功率超过了功率上限或最大绝对极限。如果导数检测被激活,导数公差范围之外的测量将触发同样的故障,这个故障使输出生效并取消输出。因此系统被停止,并等待清除故障。机床会停止加工,操作员需更换新刀具,取出断刀工件后,恢复加工。
3.刀具已磨损的处置方法
这个错误出现在工作循环结束时,当检测装置检测到能量消耗超过了能量最大极限。这个故障使WRN输出生效,并取消ALR输出。因此系统被停止,并等待清除故障。操作员要更换刀具,后恢复生产。如在刀具已磨损预报警时进行了更换,该报警不会发生。
4.双重加工的处置方法
这个错误出现在工作循环过程中,当检测装置检测到功率在功率的下极限之下;或出现在工作循环结束时,当检测装置检测到能量消耗在能量下极限之下。这个故障使NOT输出生效,并取消ALR输出。因此系统被停止,并等待清除故障。该故障均发生为操作者疏忽造成加工的工件二次加工,需排出二次加工工件后恢复正常加工。
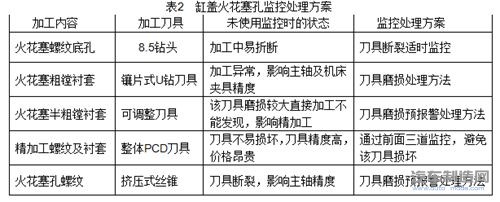
缸盖火花塞孔监控处理方案如表2所示。
结语
为了保证优良的工作效率并预防批量不合格件的产生,各生产厂家均尝试着利用刀具转矩适时监控来控制刀具磨损及加工中断刀的发生。
在缸盖线规划初期与机床厂家进行技术交流后,现场经过了断刀检测的使用:通过刀具已磨损的预报警可避免刀具异常磨损导致生产线不合格件的产生。双重加工的报警通过现场操作员的检查可避免双重加工工件流出的风险,刀具断裂报警及刀具已磨损报警可及时发现加工中出现的异常断刀,从而使机床及时停止加工,通过人工干预进行刀具异常的处理,避免不合格件的产生及流出,提高生产线的加工品质、避免设备异常损坏、保证设备使用精度并延长了设备使用寿命。
- 下一篇:汽车凸轮轴制造工艺大全
- 上一篇:基于机舱罩开裂问题的仿真分析与研究
-

展会预告 | 2025CIMT中国国际机床展,思看科技
2025-04-11 -

航空发动机维修工装精准建模,3D扫描让工装定制
2025-04-11 -

3D扫描仪新品 | KSCAN-X 重新定义工业大范围扫
2025-03-20 -

三维扫描仪新品 | NimbleTrack-CR 极致细节,灵
2025-03-20
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37