
浅谈一汽奔腾降低冲压件成本的工作方法
2018-08-13 10:50:34· 来源:锻造与冲压
微信公众号

目前,国内汽车企业众多,市场竞争日益激烈,汽车消费主力市场向二、三线城市转移,价格敏感度提高,汽车行业的运营成本提高。国内汽车市场产量稳步提高,但是价格呈现稳中下降的态势。如何在这场没有硝烟的经济战中取得胜利,在有限的市场中占据最大的份额,对任何一个车企都是至关重要的。
目前,国内汽车企业众多,市场竞争日益激烈,汽车消费主力市场向二、三线城市转移,价格敏感度提高,汽车行业的运营成本提高。国内汽车市场产量稳步提高,但是价格呈现稳中下降的态势。如何在这场没有硝烟的经济战中取得胜利,在有限的市场中占据最大的份额,对任何一个车企都是至关重要的。
对任何企业来说,生产成本都是至关重要的因素。汽车零部件中70%的金属零部件是通过冲压加工得到的,冲压件成本占汽车成本的30%以上,冲压领域里在保证零件质量的前提下降低成本,是现代汽车制造业中永恒的话题,本刊邀请了一汽奔腾事业本部、奇瑞股份有限公司和一汽解放青岛汽车有限公司的作者从冲压件材料性能、工艺优化、废料再利用和冲压同步工程等角度阐述了汽车冲压领域降本增效的方法。
汽车白车身主要是由金属冲压件组成,单个冲压件的成本降低了,整个白车身的成本就能降低。冲压件的成本是由金属材料费和加工费构成,所以提高冲压件的材料利用率,降低冲压件的消耗定额,在保证质量和性能的前提下选用价格较低的钢板,通过材料性能优化、产品设计优化、工艺设计优化来有效降低冲压成本。
材料性能优化
材料等级降低
同一钢种在抗拉强度和屈服强度相同的情况下,冲压性能高的材料比冲压性能低的材料价格高。产品设计选材时根据实际的模具调试情况和板材的适应性,可以适当的降低材料牌号,选取低性能材料,达到降低成本的目的。
通过查图纸和工艺文件,发现某零件形状较为简单,深度较浅,采用冲压性能较低的ST14材料做分析模拟没有开裂。然后在现场做进一步验证,用低性能试验材料试冲,通过简单调整模具,试冲时零件无开裂,试冲合格。后期经过大批量验证,生产过程稳定,可以更换材料。通过这次试验,我们把所有车型使用高冲压性能的零件筛选一遍,分析降低材料性能的可能性,最终有20个零件试冲成功。此项工作对后续新车型的开发有重大意义,在产品设计及生准阶段材料转化时,某些拉延深度浅的、可用压弯成形工艺生产的零件,就可以根据经验直接使用低性能等级的材料。
镀锌板转冷轧板
同一钢种在抗拉强度和屈服强度相同的情况下,镀锌的材料比不镀锌的材料价格高。某些对防腐要求不高的零件,可以采用价格低的冷轧板。同时通过改进涂装工艺,某些对防腐有要求的零件,也可以采用价格低的冷轧板。
某门锁加强板,原来使用镀锌钢板,通过与产品设计者沟通交流,认为此处对防腐性能要求不高,可以使用涂装工艺代替镀锌层的防腐。同时规定底盘处接近地面的部分,在车辆行驶时易与路面积水接触,为重点防腐区域。我们把自主车型车门总成、发动机盖总成、侧围总成、行李厢盖总成内的所有镀锌材料零件,全部转化为冷轧板,大幅度降低了车身成本。在未来新车型的产品设计阶段,对这些区域的零件直接采用冷轧板,能有效降低车身成本。
新材料应用
宝钢近年通过了解车企的需求和成本压力,不断技术创新,研发了一种GI无机膜材料,该材料是镀锌板,通过在较低性能的基板上加镀一层无机膜,增加了材料表面的润滑性,在冲压过程中,能代替性能较高的材料。该钢种的价格比高性能ST07Z材料每吨便宜500元。通过这种材料的试冲,验证其性能完全满足冲压要求,试装结果符合装车要求。零件尺寸检测和焊装全破坏结果完全合格,得出该新材料能完全替代ST07Z的结论。
材料规格合并
材料选取优化,主要是牌号归并和镀层选取。同一种材料不同卷宽之间有价格差,其中1200~1499mm范围卷宽是价格最优卷宽,小于1200mm、大于1499mm卷宽与该范围都有价格差,一般每吨差价见表1。
由于以往不同卷宽价格差别不明确,选择冲压件材料卷宽时主要从排样工艺和降低消耗定额角度出发,没有充分考虑卷宽价格因素。在与钢厂探讨后,将原来不在优化宽度范围内的零件材料卷宽,通过以下方法进行了卷宽优化:改变剪切次数,900mm÷3改为1200mm÷4,每吨降低240元;颠倒料片尺寸,800mm×1200mm改为1200mm×800mm,每吨降低240元;调整卷宽尺寸,1500mm改为1499mm,每吨降低250元。
材料厚度控制
钢卷厚度在上差或下差都是合格的,都符合使用要求,并且能冲压出合格制件。但是对于使用者来说,假如钢卷在轧制过程中通过特殊控制,使厚度始终处于下偏差,则相同重量的钢卷就能生产出更多数量的料片,从而能生产出更多的制件,使单件的消耗定额减少,提高了钢卷的材料利用率,减少了废料重量。
产品设计优化
平台化设计
设计决定质量和成本,设计人员的成本意识很重要,设计决定车身的大部分成本,因此好的设计至关重要。冲压件的成本中包含投入的模具、检具、夹具等工装费用,因此在车型设计过程中,如果能采用模块化设计理念,提高零件的通用性,尽量在同一平台下设计新的车型,多个车型使用相同的零件,这样工装成本能分散到各个车型的每一个零件。减少对模具、检具、夹具、工位器具等的投资,从而减少单个零件的成本。
表1 卷宽价格差异

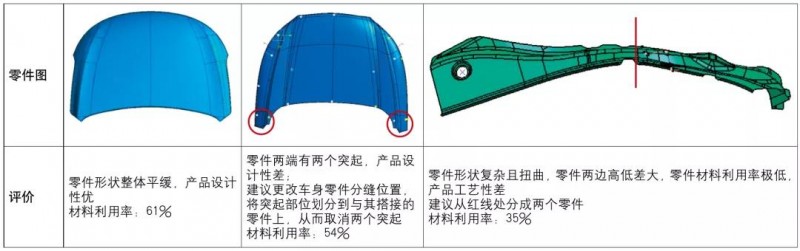
表2 零件形状优化设计的案例
我公司目前有三个车型平台,M1、M2、M3系列,在这三个平台下又开发出多款新车型,这样每个平台同时供多个车型使用,平台零件需要的数量多,有利于生产组织和降低采购成本,在极大提高了生产效率的同时,又降低了车型成本。
零件形状优化设计
在产品设计中,还要优化零件形状,尽量避免零件形状有大的突变,避免零件有突出的部位,避免零件高低差太大,以此提高零件材料利用率。表2为零件形状优化设计的案例。
冲压工艺优化
优化坯料形状
工艺设计中相似零件通过优化坯料形状,使用弧形刀,调整弧形刀的步距,可以满足多个产品毛坯料的要求。弧形刀开卷通过调整步距,可以满足多个车型发罩外板和发罩内板坯料的要求。这样就实现了工装通用,降低了工装投入成本。
余废料利用
每个车型侧围都有两个门洞,该处的废料过去在开卷落料过程中都是直接滑入废料坑,作为废料处理。现在随着生产和技术的进步,在车型生产准备阶段就开始制定余废料利用方案,通过模拟分析,合并材料牌号和料厚,使大块废料都得到充分利用。
图1为我公司某个新车型侧围余废料的利用方案,门洞和卷宽两边产生的大块废料都找到了目标零件。共有7个零件可以用废料生产,直接减少材料消耗约5kg,降成本35元/辆份,效益可观。
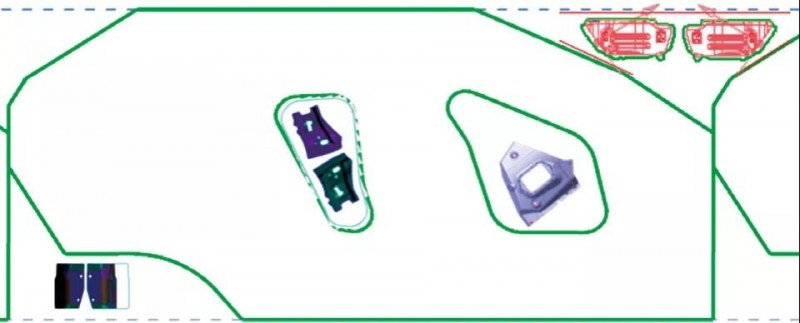
图1 某个新车型侧围余废料的利用方案
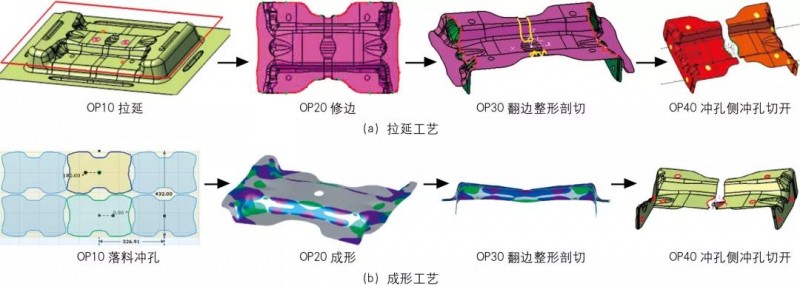
图2 拉延工艺和成形工艺对比图
需要强调的是余废料利用的方案必须在开卷落料模具设计之前就规划好,这样在模具结构设计时可以考虑废料流出状态及废料刀位置,避免出现把有用的废料切碎或者有用的废料受模具结构限制无法排出压机外的情况。
成形工艺优化
为保证冲压件质量稳定,减少回弹等缺陷,很多零件在工艺设计时首选拉延工艺。但是通过分析和试验,某些形状较浅的零件,即使有材料变形,也可以通过成形工艺生产,这样就减少了工艺补充的废料;第二种情况是某些零件在拉延深度较深的部位,可以尝试使用开口拉延方式,在保证修边量的前提下把工艺补充处打开,这样能减少工艺补充处的材料使用;第三种情况,如果零件较大,形状局部有变形,其他部位较为平缓,则可以考虑把拉延分模线设置在零件内,以零件平缓的位置作为拉延压料面,把凸起部位作为拉延凸模。图2为左右边板从拉延工艺改为成形工艺,材料利用率从45%提升到78%。
套冲和一模多件工艺
某些零件由于产品形状决定必须产生大块废料,比如门内板中间装玻璃升降器的部位,后备门内板装风窗玻璃的部位,这些部位在原来的工艺中是拉延完毕后直接切除,作为废料滑落到废料坑内,材料利用率低。为了解决这一问题,可在前期工艺评审时,有目标的选择合适零件,主要从零件形状和大小考虑,将目标零件嵌入到废料部位,使目标零件作为拉延的形状,在拉延序时一同做出,后续通过修边分离等工序将零件切割出来,这样就有效的使用了废料面积,同时提高了生产效率,如图3所示。一模多件能共用工艺补充处,有效减少单个零件工艺补充部分的大小。

图3 套冲和一模多件工艺
结束语
本文总结了我公司冲压领域降成本工作的一些基本方法和思路,通过这些能有效降低材料消耗和冲压件成本,对社会发展和环境保护意义重大。笔者抛砖引玉,希望能引发冲压方面专家更深入的思考。
对任何企业来说,生产成本都是至关重要的因素。汽车零部件中70%的金属零部件是通过冲压加工得到的,冲压件成本占汽车成本的30%以上,冲压领域里在保证零件质量的前提下降低成本,是现代汽车制造业中永恒的话题,本刊邀请了一汽奔腾事业本部、奇瑞股份有限公司和一汽解放青岛汽车有限公司的作者从冲压件材料性能、工艺优化、废料再利用和冲压同步工程等角度阐述了汽车冲压领域降本增效的方法。
汽车白车身主要是由金属冲压件组成,单个冲压件的成本降低了,整个白车身的成本就能降低。冲压件的成本是由金属材料费和加工费构成,所以提高冲压件的材料利用率,降低冲压件的消耗定额,在保证质量和性能的前提下选用价格较低的钢板,通过材料性能优化、产品设计优化、工艺设计优化来有效降低冲压成本。
材料性能优化
材料等级降低
同一钢种在抗拉强度和屈服强度相同的情况下,冲压性能高的材料比冲压性能低的材料价格高。产品设计选材时根据实际的模具调试情况和板材的适应性,可以适当的降低材料牌号,选取低性能材料,达到降低成本的目的。
通过查图纸和工艺文件,发现某零件形状较为简单,深度较浅,采用冲压性能较低的ST14材料做分析模拟没有开裂。然后在现场做进一步验证,用低性能试验材料试冲,通过简单调整模具,试冲时零件无开裂,试冲合格。后期经过大批量验证,生产过程稳定,可以更换材料。通过这次试验,我们把所有车型使用高冲压性能的零件筛选一遍,分析降低材料性能的可能性,最终有20个零件试冲成功。此项工作对后续新车型的开发有重大意义,在产品设计及生准阶段材料转化时,某些拉延深度浅的、可用压弯成形工艺生产的零件,就可以根据经验直接使用低性能等级的材料。
镀锌板转冷轧板
同一钢种在抗拉强度和屈服强度相同的情况下,镀锌的材料比不镀锌的材料价格高。某些对防腐要求不高的零件,可以采用价格低的冷轧板。同时通过改进涂装工艺,某些对防腐有要求的零件,也可以采用价格低的冷轧板。
某门锁加强板,原来使用镀锌钢板,通过与产品设计者沟通交流,认为此处对防腐性能要求不高,可以使用涂装工艺代替镀锌层的防腐。同时规定底盘处接近地面的部分,在车辆行驶时易与路面积水接触,为重点防腐区域。我们把自主车型车门总成、发动机盖总成、侧围总成、行李厢盖总成内的所有镀锌材料零件,全部转化为冷轧板,大幅度降低了车身成本。在未来新车型的产品设计阶段,对这些区域的零件直接采用冷轧板,能有效降低车身成本。
新材料应用
宝钢近年通过了解车企的需求和成本压力,不断技术创新,研发了一种GI无机膜材料,该材料是镀锌板,通过在较低性能的基板上加镀一层无机膜,增加了材料表面的润滑性,在冲压过程中,能代替性能较高的材料。该钢种的价格比高性能ST07Z材料每吨便宜500元。通过这种材料的试冲,验证其性能完全满足冲压要求,试装结果符合装车要求。零件尺寸检测和焊装全破坏结果完全合格,得出该新材料能完全替代ST07Z的结论。
材料规格合并
材料选取优化,主要是牌号归并和镀层选取。同一种材料不同卷宽之间有价格差,其中1200~1499mm范围卷宽是价格最优卷宽,小于1200mm、大于1499mm卷宽与该范围都有价格差,一般每吨差价见表1。
由于以往不同卷宽价格差别不明确,选择冲压件材料卷宽时主要从排样工艺和降低消耗定额角度出发,没有充分考虑卷宽价格因素。在与钢厂探讨后,将原来不在优化宽度范围内的零件材料卷宽,通过以下方法进行了卷宽优化:改变剪切次数,900mm÷3改为1200mm÷4,每吨降低240元;颠倒料片尺寸,800mm×1200mm改为1200mm×800mm,每吨降低240元;调整卷宽尺寸,1500mm改为1499mm,每吨降低250元。
材料厚度控制
钢卷厚度在上差或下差都是合格的,都符合使用要求,并且能冲压出合格制件。但是对于使用者来说,假如钢卷在轧制过程中通过特殊控制,使厚度始终处于下偏差,则相同重量的钢卷就能生产出更多数量的料片,从而能生产出更多的制件,使单件的消耗定额减少,提高了钢卷的材料利用率,减少了废料重量。
产品设计优化
平台化设计
设计决定质量和成本,设计人员的成本意识很重要,设计决定车身的大部分成本,因此好的设计至关重要。冲压件的成本中包含投入的模具、检具、夹具等工装费用,因此在车型设计过程中,如果能采用模块化设计理念,提高零件的通用性,尽量在同一平台下设计新的车型,多个车型使用相同的零件,这样工装成本能分散到各个车型的每一个零件。减少对模具、检具、夹具、工位器具等的投资,从而减少单个零件的成本。
表1 卷宽价格差异
表2 零件形状优化设计的案例
我公司目前有三个车型平台,M1、M2、M3系列,在这三个平台下又开发出多款新车型,这样每个平台同时供多个车型使用,平台零件需要的数量多,有利于生产组织和降低采购成本,在极大提高了生产效率的同时,又降低了车型成本。
零件形状优化设计
在产品设计中,还要优化零件形状,尽量避免零件形状有大的突变,避免零件有突出的部位,避免零件高低差太大,以此提高零件材料利用率。表2为零件形状优化设计的案例。
冲压工艺优化
优化坯料形状
工艺设计中相似零件通过优化坯料形状,使用弧形刀,调整弧形刀的步距,可以满足多个产品毛坯料的要求。弧形刀开卷通过调整步距,可以满足多个车型发罩外板和发罩内板坯料的要求。这样就实现了工装通用,降低了工装投入成本。
余废料利用
每个车型侧围都有两个门洞,该处的废料过去在开卷落料过程中都是直接滑入废料坑,作为废料处理。现在随着生产和技术的进步,在车型生产准备阶段就开始制定余废料利用方案,通过模拟分析,合并材料牌号和料厚,使大块废料都得到充分利用。
图1为我公司某个新车型侧围余废料的利用方案,门洞和卷宽两边产生的大块废料都找到了目标零件。共有7个零件可以用废料生产,直接减少材料消耗约5kg,降成本35元/辆份,效益可观。
图1 某个新车型侧围余废料的利用方案
图2 拉延工艺和成形工艺对比图
需要强调的是余废料利用的方案必须在开卷落料模具设计之前就规划好,这样在模具结构设计时可以考虑废料流出状态及废料刀位置,避免出现把有用的废料切碎或者有用的废料受模具结构限制无法排出压机外的情况。
成形工艺优化
为保证冲压件质量稳定,减少回弹等缺陷,很多零件在工艺设计时首选拉延工艺。但是通过分析和试验,某些形状较浅的零件,即使有材料变形,也可以通过成形工艺生产,这样就减少了工艺补充的废料;第二种情况是某些零件在拉延深度较深的部位,可以尝试使用开口拉延方式,在保证修边量的前提下把工艺补充处打开,这样能减少工艺补充处的材料使用;第三种情况,如果零件较大,形状局部有变形,其他部位较为平缓,则可以考虑把拉延分模线设置在零件内,以零件平缓的位置作为拉延压料面,把凸起部位作为拉延凸模。图2为左右边板从拉延工艺改为成形工艺,材料利用率从45%提升到78%。
套冲和一模多件工艺
某些零件由于产品形状决定必须产生大块废料,比如门内板中间装玻璃升降器的部位,后备门内板装风窗玻璃的部位,这些部位在原来的工艺中是拉延完毕后直接切除,作为废料滑落到废料坑内,材料利用率低。为了解决这一问题,可在前期工艺评审时,有目标的选择合适零件,主要从零件形状和大小考虑,将目标零件嵌入到废料部位,使目标零件作为拉延的形状,在拉延序时一同做出,后续通过修边分离等工序将零件切割出来,这样就有效的使用了废料面积,同时提高了生产效率,如图3所示。一模多件能共用工艺补充处,有效减少单个零件工艺补充部分的大小。
图3 套冲和一模多件工艺
结束语
本文总结了我公司冲压领域降成本工作的一些基本方法和思路,通过这些能有效降低材料消耗和冲压件成本,对社会发展和环境保护意义重大。笔者抛砖引玉,希望能引发冲压方面专家更深入的思考。
举报 0
收藏 0
分享 96
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37