
冲压自动化-KUKA WaveLine
2017-02-08 18:27:50·
微信公众号

未来都是这样的自动化冲压工厂机器人冲压自动化生产线的构成?典型的机器人冲压自动化生产线包含以下部分:机器人、电控系统、拆垛装置、过渡皮带、板料清洗机、板料涂油机、对中台、线尾码垛系统、安全防护系统及机器人端拾器。具体布置方式可以根据生产车间的面积进行调整,如拆垛车的开出方式既可以与冲压线平行也可以与
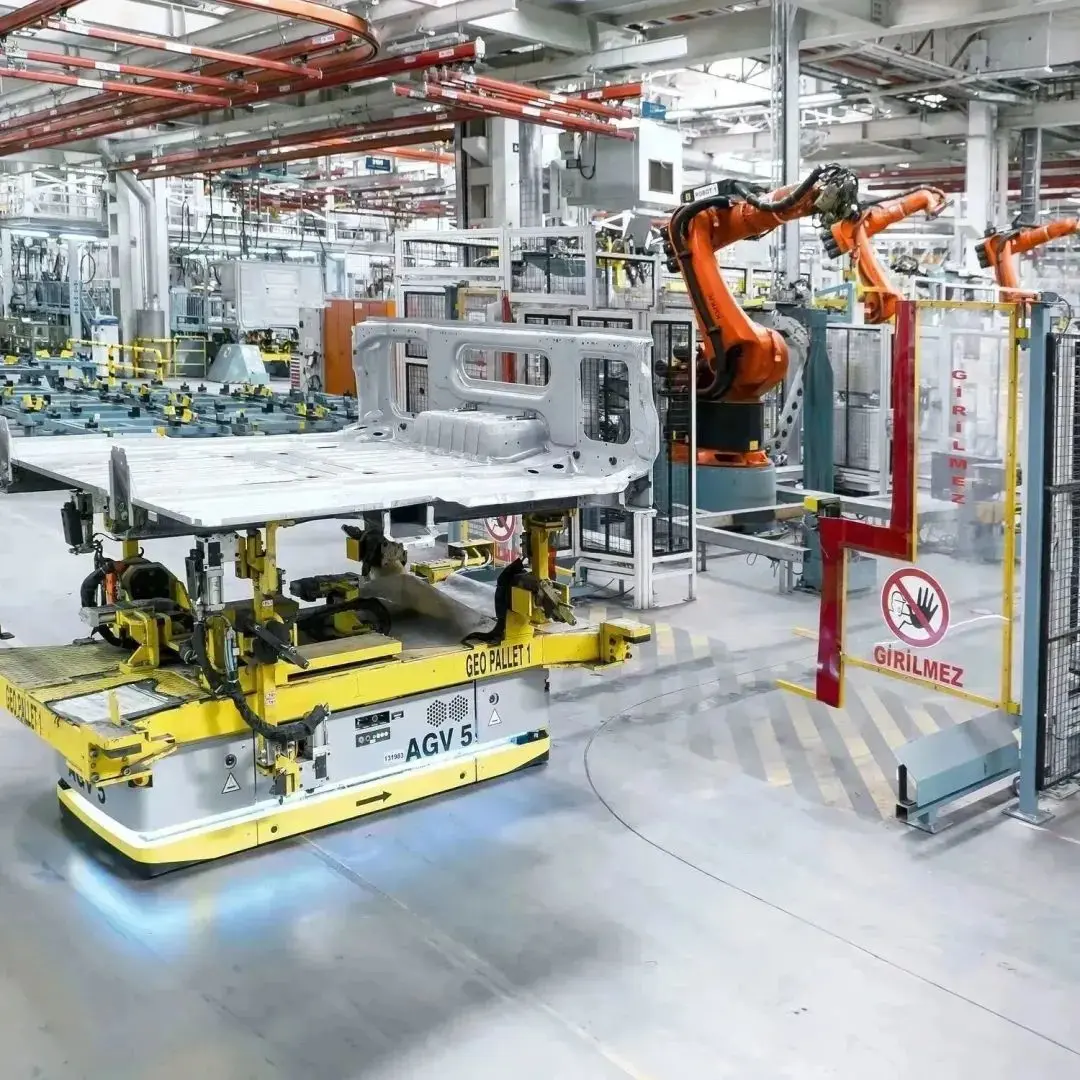
未来都是这样的自动化冲压工厂

机器人冲压自动化生产线的构成?
典型的机器人冲压自动化生产线包含以下部分:机器人、电控系统、拆垛装置、过渡皮带、板料清洗机、板料涂油机、对中台、线尾码垛系统、安全防护系统及机器人端拾器。具体布置方式可以根据生产车间的面积进行调整,如拆垛车的开出方式既可以与冲压线平行也可以与冲压线垂直。

1. 冲压机器人
冲压生产用机器人除了要求负载大、运行轨迹精确及性能稳定可靠等搬运机器人所共有的特性,还要满足频繁起/制动、作业范围大、工件尺寸及回转面积大等特点。各个厂家的冲压机器人都在普通搬运机器人的基础上加大了电动机功率及减速机规格,加长了手臂,并广泛采用棚架式安装结构。
2. 机器人冲压自动化线控制系统
机器人冲压自动化系统需要集成压力机、机器人、拆垛机、清洗机、涂油机、对中台、双料检测装置、视觉识别系统、各种皮带、同步控制系统、安全防护系统及大屏幕显示,并具有无缝集成进工厂MES系统的能力。为了把如此多的智能控制系统有效集成,一般采用以太网与工业现场总线二级网络系统,其中现场总线系统可能同时搭载安全总线。
3. 拆垛系统
目前常见的拆垛系统有三种,分别是专用拆垛机/机器人+拆垛小车/桁架式机械手+拆垛小车。
(1)专用拆垛机 其结构特点是垛料放置在可移动液压升降台车上;垛料高度依靠与光电传感器与液压系统控制,保持恒定;磁力分张器依靠气动或电动驱动自动贴近垛料;采用气缸驱动、矩阵布置的真空吸盘组进行拆垛,真空吸盘组垂直运动;拆成单张的板料采用磁性皮带传输。
(2)机器人+拆垛小车 其结构特点是垛料放置在可移动的拆垛小车上;垛料高度不控制,拆垛时依靠计算的板料厚度自动调整机器人吸料高度;磁力分张器支架安装在拆垛小车上,支架可平移并具有多个可自由旋转的调整关节,更换垛料时人工将磁力分张器靠在垛料周边;拆垛用真空吸盘组及双料检测传感器安装在机器人端拾器上;拆成单张的板料由机器人放置在可伸缩过渡皮带上进行传输。
(3)桁架式机械手+拆垛小车 其结构特点是垛料放置在可移动的拆垛小车上;垛料高度不控制,拆垛时依靠计算的板料厚度自动调整机械手吸料高度;磁力分张器支架安装在拆垛小车上,支架可平移并具有多个可自由旋转的调整关节,更换垛料时人工将磁力分张器靠在垛料周边;拆垛用真空吸盘组及双料检测传感器安装在桁架式机械手端拾器上;拆成单张的板料由机械手放置在可伸缩过渡皮带上进行传输。
(4)可伸缩皮带机 可伸缩皮带机用于拆垛完成后单张板料的传输,它可以为板料提供穿过清洗机所需的移动速度。皮带机的速度一般为变频控制,以保证与后续清洗机、涂油机的同步。皮带长度可调整,以填补不进行板料清洗、清洗机离线时的空间。
(5)板料清洗机 可伸缩皮带机用于拆垛完成后单张板料的传输,它可以为板料提供穿过清洗机所需的移动速度。皮带机的速度一般为变频控制,以保证与后续清洗机、涂油机的同步。皮带长度可调整,以填补不进行板料清洗、清洗机离线时的空间。
随着客户对汽车表面质量的要求越来越高,在冲压成形前对覆盖件板料进行清洗已经成为汽车厂的标准工艺。根据产量大小,板料清洗可以分为在线清洗和离线清洗两种工艺:离线清洗适用于投产初期,单车型产量较低的企业,一条板料清洗线可以供应2~3条冲压线,离线清洗机的规格一般宽度为2m;在线清洗适用于批量较大的企业,为适应轿车整体侧围的尺寸,在线清洗机的规格一般宽度为4.2m。
清洗机由引料辊、毛刷辊及挤干辊组合的辊系,动力及传动系统、液压调整机构,清洗过滤系统,集束喷管组件,油雾收集器,润滑系统,行走机构,以及电气控制系统等组成。主要用于标准板材、未涂层、镀锌板以及铝板等板料、卷料的清洗。清洗机具有自行走机构,在不需要清洗工序时,整机可沿地面轨道开出。
引料辊、毛刷辊、挤干辊各自具有独立的压力调整与变频驱动机构,通过精确调整压力与速度,可以保证磨损、维修后的辊系与生产线保持同步。挤干辊采用无纺布层压布辊,以提供良好的挤干和张紧性能,并具有防擦伤和自愈功能。清洗油箱具有加热系统,可以使清洗介质在不同环境温度下使用并达到最佳涂油效果。电气系统采用具有现场总线通信功能的PLC控制,通过触摸屏人机界面可以进行参数设定、故障诊断。
(6) 板料涂油机 为了保证板料在较高速度下拉延成形时的质量,在冲压成形前对板料进行局部涂抹拉延油是汽车厂常用的工艺手段,适用于自动化冲压线的涂油机。
涂油机主要用于板材拉延前的涂油工序,由喷枪单元、供油及油液保温单元、**供气单元、板料输送单元、油雾收集单元、电气控制单元及机身等组成。涂油机具有行走机构,在不需要涂油时可以移动离线。喷嘴采用数字化控制,保证板料上油膜位置的准确和油膜厚度的均匀。不管环境温度如何变化,供油及油液保温单元均处于等待**状态,油液温度恒定,保证**效果。
(7)板料对中台 为了保证板料被准确地放置在模具内,在机器人拾取板料前需要对板料进行对中。常用的对中台有重力对中台、机械对中台及光学对中台三种。
1.重力对中台
板料在装满滚珠的斜面上依靠重力自由滑向一角进行定位,台上具有板料到位检测及双料检测。重力对中台适用于机器人直接放置板料,不适用于具有清洗机、涂油机的自动线。
2.机械对中台
板料依靠磁性皮袋移动至挡块,再由另外三侧的气缸驱动打料器向中心推,从而实现精确定位。所有打料器的位置可示教编程,对中台具有板料到位检测及双料检测。机械对中台能够满足各种异性料的高速对中。另外,可采用双中心设计,以满足同时处理一模两件或双模双件的要求。台上具有板料到位检测及双料检测。
3.光学对中台
这是最近几年发展的技术,其原理是利用拍照获得的板料位置图像经视频处理软件后自动调整机器人的轨迹,从而既满足最终将板料精确置入模具内的要求,又避免了机械对中台的复杂机构。光学对中台本质上是一个具有板料到位检测及双料检测的磁性皮带机,相比机械对中台,光学对中台能够显著降低成本。
4. 机器人七轴与端拾器
标准六轴机器人用于冲压生产能够达到8件/min的生产节拍,为了进一步提高生产率,近年来机器人制造厂家与系统集成商纷纷研发附加七轴。采用七轴后,机器人冲压自动化生产线的生产节拍可以进一步提高到12件/min,使得机器人自动化冲压线的生产率能够与昂贵的专用机械手高速线一较高下。
5. 线尾码垛系统
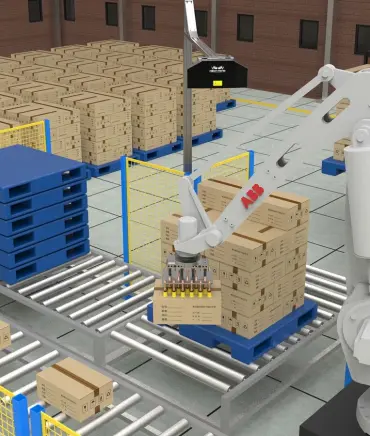
自动化冲压线的生产节拍能够超过10件/min,这时线尾码垛工位的负荷就超过劳动极限,为了适应这种高节奏的产出,需要先对冲压件成品进行分流,然后由人工或机器人将其码入料架,最后由铲车将料架运走。
机器人冲压自动化生产线的构成?
典型的机器人冲压自动化生产线包含以下部分:机器人、电控系统、拆垛装置、过渡皮带、板料清洗机、板料涂油机、对中台、线尾码垛系统、安全防护系统及机器人端拾器。具体布置方式可以根据生产车间的面积进行调整,如拆垛车的开出方式既可以与冲压线平行也可以与冲压线垂直。
1. 冲压机器人
冲压生产用机器人除了要求负载大、运行轨迹精确及性能稳定可靠等搬运机器人所共有的特性,还要满足频繁起/制动、作业范围大、工件尺寸及回转面积大等特点。各个厂家的冲压机器人都在普通搬运机器人的基础上加大了电动机功率及减速机规格,加长了手臂,并广泛采用棚架式安装结构。
2. 机器人冲压自动化线控制系统
机器人冲压自动化系统需要集成压力机、机器人、拆垛机、清洗机、涂油机、对中台、双料检测装置、视觉识别系统、各种皮带、同步控制系统、安全防护系统及大屏幕显示,并具有无缝集成进工厂MES系统的能力。为了把如此多的智能控制系统有效集成,一般采用以太网与工业现场总线二级网络系统,其中现场总线系统可能同时搭载安全总线。
3. 拆垛系统
目前常见的拆垛系统有三种,分别是专用拆垛机/机器人+拆垛小车/桁架式机械手+拆垛小车。
(1)专用拆垛机 其结构特点是垛料放置在可移动液压升降台车上;垛料高度依靠与光电传感器与液压系统控制,保持恒定;磁力分张器依靠气动或电动驱动自动贴近垛料;采用气缸驱动、矩阵布置的真空吸盘组进行拆垛,真空吸盘组垂直运动;拆成单张的板料采用磁性皮带传输。
(2)机器人+拆垛小车 其结构特点是垛料放置在可移动的拆垛小车上;垛料高度不控制,拆垛时依靠计算的板料厚度自动调整机器人吸料高度;磁力分张器支架安装在拆垛小车上,支架可平移并具有多个可自由旋转的调整关节,更换垛料时人工将磁力分张器靠在垛料周边;拆垛用真空吸盘组及双料检测传感器安装在机器人端拾器上;拆成单张的板料由机器人放置在可伸缩过渡皮带上进行传输。
(3)桁架式机械手+拆垛小车 其结构特点是垛料放置在可移动的拆垛小车上;垛料高度不控制,拆垛时依靠计算的板料厚度自动调整机械手吸料高度;磁力分张器支架安装在拆垛小车上,支架可平移并具有多个可自由旋转的调整关节,更换垛料时人工将磁力分张器靠在垛料周边;拆垛用真空吸盘组及双料检测传感器安装在桁架式机械手端拾器上;拆成单张的板料由机械手放置在可伸缩过渡皮带上进行传输。
(4)可伸缩皮带机 可伸缩皮带机用于拆垛完成后单张板料的传输,它可以为板料提供穿过清洗机所需的移动速度。皮带机的速度一般为变频控制,以保证与后续清洗机、涂油机的同步。皮带长度可调整,以填补不进行板料清洗、清洗机离线时的空间。
(5)板料清洗机 可伸缩皮带机用于拆垛完成后单张板料的传输,它可以为板料提供穿过清洗机所需的移动速度。皮带机的速度一般为变频控制,以保证与后续清洗机、涂油机的同步。皮带长度可调整,以填补不进行板料清洗、清洗机离线时的空间。
随着客户对汽车表面质量的要求越来越高,在冲压成形前对覆盖件板料进行清洗已经成为汽车厂的标准工艺。根据产量大小,板料清洗可以分为在线清洗和离线清洗两种工艺:离线清洗适用于投产初期,单车型产量较低的企业,一条板料清洗线可以供应2~3条冲压线,离线清洗机的规格一般宽度为2m;在线清洗适用于批量较大的企业,为适应轿车整体侧围的尺寸,在线清洗机的规格一般宽度为4.2m。
清洗机由引料辊、毛刷辊及挤干辊组合的辊系,动力及传动系统、液压调整机构,清洗过滤系统,集束喷管组件,油雾收集器,润滑系统,行走机构,以及电气控制系统等组成。主要用于标准板材、未涂层、镀锌板以及铝板等板料、卷料的清洗。清洗机具有自行走机构,在不需要清洗工序时,整机可沿地面轨道开出。
引料辊、毛刷辊、挤干辊各自具有独立的压力调整与变频驱动机构,通过精确调整压力与速度,可以保证磨损、维修后的辊系与生产线保持同步。挤干辊采用无纺布层压布辊,以提供良好的挤干和张紧性能,并具有防擦伤和自愈功能。清洗油箱具有加热系统,可以使清洗介质在不同环境温度下使用并达到最佳涂油效果。电气系统采用具有现场总线通信功能的PLC控制,通过触摸屏人机界面可以进行参数设定、故障诊断。
(6) 板料涂油机 为了保证板料在较高速度下拉延成形时的质量,在冲压成形前对板料进行局部涂抹拉延油是汽车厂常用的工艺手段,适用于自动化冲压线的涂油机。
涂油机主要用于板材拉延前的涂油工序,由喷枪单元、供油及油液保温单元、**供气单元、板料输送单元、油雾收集单元、电气控制单元及机身等组成。涂油机具有行走机构,在不需要涂油时可以移动离线。喷嘴采用数字化控制,保证板料上油膜位置的准确和油膜厚度的均匀。不管环境温度如何变化,供油及油液保温单元均处于等待**状态,油液温度恒定,保证**效果。
(7)板料对中台 为了保证板料被准确地放置在模具内,在机器人拾取板料前需要对板料进行对中。常用的对中台有重力对中台、机械对中台及光学对中台三种。
1.重力对中台
板料在装满滚珠的斜面上依靠重力自由滑向一角进行定位,台上具有板料到位检测及双料检测。重力对中台适用于机器人直接放置板料,不适用于具有清洗机、涂油机的自动线。
2.机械对中台
板料依靠磁性皮袋移动至挡块,再由另外三侧的气缸驱动打料器向中心推,从而实现精确定位。所有打料器的位置可示教编程,对中台具有板料到位检测及双料检测。机械对中台能够满足各种异性料的高速对中。另外,可采用双中心设计,以满足同时处理一模两件或双模双件的要求。台上具有板料到位检测及双料检测。
3.光学对中台
这是最近几年发展的技术,其原理是利用拍照获得的板料位置图像经视频处理软件后自动调整机器人的轨迹,从而既满足最终将板料精确置入模具内的要求,又避免了机械对中台的复杂机构。光学对中台本质上是一个具有板料到位检测及双料检测的磁性皮带机,相比机械对中台,光学对中台能够显著降低成本。
4. 机器人七轴与端拾器
标准六轴机器人用于冲压生产能够达到8件/min的生产节拍,为了进一步提高生产率,近年来机器人制造厂家与系统集成商纷纷研发附加七轴。采用七轴后,机器人冲压自动化生产线的生产节拍可以进一步提高到12件/min,使得机器人自动化冲压线的生产率能够与昂贵的专用机械手高速线一较高下。
5. 线尾码垛系统
自动化冲压线的生产节拍能够超过10件/min,这时线尾码垛工位的负荷就超过劳动极限,为了适应这种高节奏的产出,需要先对冲压件成品进行分流,然后由人工或机器人将其码入料架,最后由铲车将料架运走。
举报 0
收藏 0
分享 110
-

2024海康机器人行业解决方案系列发布会
2024-10-14 -
2024年机器人行业5大发展趋势
2024-07-29 -

AMTS | 以智驭新,协作创造汽车行业新质生产力
2025-02-17 -
汽车制造新范式,AMR赋能汽车工业智造新蓝图
2024-06-20
编辑推荐





最新资讯
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04