
表面镀铬在汽车冷冲压模具上的应用
2018-08-23 14:55:57·
微信公众号

新车型冷冲压模具批量生产后, 由于拉延模具材料大多数为HT300, 耐磨度有限。根据新模具维护要求, 为提升模具表面硬度, 耐磨性及使用寿命, 同时提高零件质量, 减少了维修成本。需对外板零件以及拉延深度较大的内板零件模具的拉延模进行表面强化镀铬处理。
摘要
新车型冷冲压模具批量生产后, 由于拉延模具材料大多数为HT300, 耐磨度有限。根据新模具维护要求, 为提升模具表面硬度, 耐磨性及使用寿命, 同时提高零件质量, 减少了维修成本。需对外板零件以及拉延深度较大的内板零件模具的拉延模进行表面强化镀铬处理。
一、镀铬
镀铬泛指电镀铬, 是在各种基体表面镀一层较厚的铬镀层, 它的厚度一般在20μm以上, 硬度在HV800 (HRC60°) 以上, 利用铬的特性提高零件的硬度、耐磨、耐温和耐蚀等性能。被广泛运用于冷冲压模具表面电镀, 主要是冲压拉延模具的上模, 下模及压边圈。
镀铬中使用的铬是一种微带天蓝色的银白色金属。电极电位虽位很负, 但它有很强的钝化性能, 大气中很快钝化, 显示出具有贵金属的性质, 所以模具镀铬层是阴极镀层。铬层在大气中很稳定, 能长期保持其光泽, 在碱、硝酸、硫化物、碳酸盐以及有机酸等腐蚀介质中非常稳定, 但可溶于盐酸等氢卤酸和热的浓硫酸中。
二、冷冲压模具镀铬的好处
(1)使模具表面平整, 光洁, 减少灰尘, 保证产品的光洁, 减少外板零件凹凸及拉伤, 稳定产品质量, 提高生产效率。
(2)模具材质以HT300和球墨铸铁为主, 表面镀铬后, 减缓氧化, 生锈。
(3)模具镀铬后可增强其表面硬度 (≥HR65) , 耐高温达500℃, 耐腐蚀, 防酸, 耐磨损, 耐高温。
(4)降低模具维修频率和制件的返修数量, 节约维修工时, 节约成本。
三、冷冲压模具镀铬的原理
冷冲压模具镀铬技术是一种用电化学方法在机体表面沉积金属或金属化处理的一种技术。它能使均匀溶解在溶液中的金属离子, 有序的在镀液中或机体表面接触获得电子, 还原成金属原子并沉积在机体表面形成一层金属镀层。电镀时, 镀层金属做阳极, 被氧化成阳离子, 进入电镀液待电镀的模具做阴极, 镀层金属的阳离子在模具表面被还原成镀层。
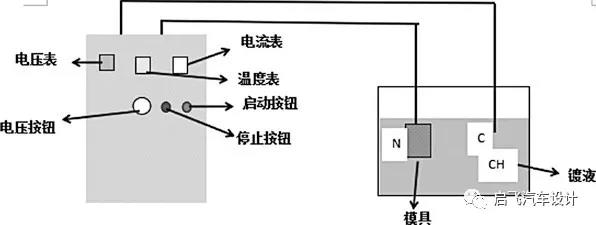
图1 电镀原理图
四、模具镀铬技术指标
(1)镀层厚度:模具镀铬层厚度为 (10~30u) , 平面镀层厚度为 (10~15u) , R角度层厚度为 (20~30u) , 需保证型面镀层厚度均匀, 使用电镀膜厚计测量。
(2)镀层硬度:HV850以上 (JIS规格为HV750) , 使用电子硬度计测量。
(3)镀层质量:模具表面光洁度应达汽车冲压成型行业标准 (表面粗糙度0.8以下执行) 。
(4)镀层附着力及使用寿命:镀层应具有足够的附着力, 保证在使用过程中只可以出现由模具修理及生产磨损引起的正常变薄, 不能出现成片镀层脱落。
(5)镀层覆盖所有型面, 电镀后模具外观颜色需恢复到镀前颜色。
五、模具电镀工艺流程
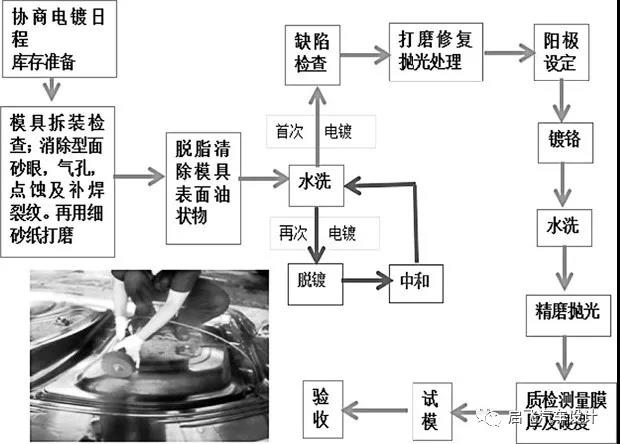
图2
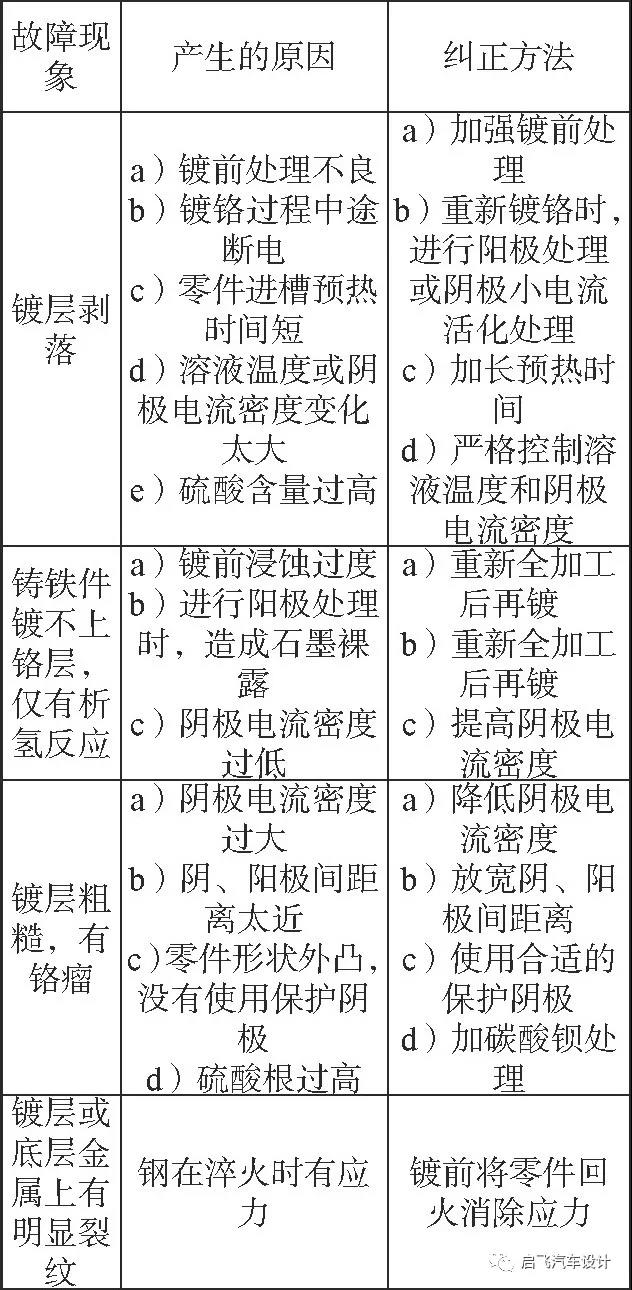
六、冲压模具镀铬常见故障及纠正方法
七、结语
冲压模具镀铬针对新车型模具量产2万次左右后, 模具性能基本稳定, 为保证模具表面硬度和强度, 减少零件拉伤, 确保制件的质量及精度, 提出的一种维护模具的工艺。对已经量产已久的模具, 若型面有拉伤也可以进行电镀处理。
作者:赵应多 来源:中国高新区
备注:文章来源网络,如果有侵权行为,请立即留言
新车型冷冲压模具批量生产后, 由于拉延模具材料大多数为HT300, 耐磨度有限。根据新模具维护要求, 为提升模具表面硬度, 耐磨性及使用寿命, 同时提高零件质量, 减少了维修成本。需对外板零件以及拉延深度较大的内板零件模具的拉延模进行表面强化镀铬处理。
一、镀铬
镀铬泛指电镀铬, 是在各种基体表面镀一层较厚的铬镀层, 它的厚度一般在20μm以上, 硬度在HV800 (HRC60°) 以上, 利用铬的特性提高零件的硬度、耐磨、耐温和耐蚀等性能。被广泛运用于冷冲压模具表面电镀, 主要是冲压拉延模具的上模, 下模及压边圈。
镀铬中使用的铬是一种微带天蓝色的银白色金属。电极电位虽位很负, 但它有很强的钝化性能, 大气中很快钝化, 显示出具有贵金属的性质, 所以模具镀铬层是阴极镀层。铬层在大气中很稳定, 能长期保持其光泽, 在碱、硝酸、硫化物、碳酸盐以及有机酸等腐蚀介质中非常稳定, 但可溶于盐酸等氢卤酸和热的浓硫酸中。
二、冷冲压模具镀铬的好处
(1)使模具表面平整, 光洁, 减少灰尘, 保证产品的光洁, 减少外板零件凹凸及拉伤, 稳定产品质量, 提高生产效率。
(2)模具材质以HT300和球墨铸铁为主, 表面镀铬后, 减缓氧化, 生锈。
(3)模具镀铬后可增强其表面硬度 (≥HR65) , 耐高温达500℃, 耐腐蚀, 防酸, 耐磨损, 耐高温。
(4)降低模具维修频率和制件的返修数量, 节约维修工时, 节约成本。
三、冷冲压模具镀铬的原理
冷冲压模具镀铬技术是一种用电化学方法在机体表面沉积金属或金属化处理的一种技术。它能使均匀溶解在溶液中的金属离子, 有序的在镀液中或机体表面接触获得电子, 还原成金属原子并沉积在机体表面形成一层金属镀层。电镀时, 镀层金属做阳极, 被氧化成阳离子, 进入电镀液待电镀的模具做阴极, 镀层金属的阳离子在模具表面被还原成镀层。
图1 电镀原理图
四、模具镀铬技术指标
(1)镀层厚度:模具镀铬层厚度为 (10~30u) , 平面镀层厚度为 (10~15u) , R角度层厚度为 (20~30u) , 需保证型面镀层厚度均匀, 使用电镀膜厚计测量。
(2)镀层硬度:HV850以上 (JIS规格为HV750) , 使用电子硬度计测量。
(3)镀层质量:模具表面光洁度应达汽车冲压成型行业标准 (表面粗糙度0.8以下执行) 。
(4)镀层附着力及使用寿命:镀层应具有足够的附着力, 保证在使用过程中只可以出现由模具修理及生产磨损引起的正常变薄, 不能出现成片镀层脱落。
(5)镀层覆盖所有型面, 电镀后模具外观颜色需恢复到镀前颜色。
五、模具电镀工艺流程
图2
六、冲压模具镀铬常见故障及纠正方法
七、结语
冲压模具镀铬针对新车型模具量产2万次左右后, 模具性能基本稳定, 为保证模具表面硬度和强度, 减少零件拉伤, 确保制件的质量及精度, 提出的一种维护模具的工艺。对已经量产已久的模具, 若型面有拉伤也可以进行电镀处理。
作者:赵应多 来源:中国高新区
备注:文章来源网络,如果有侵权行为,请立即留言






最新资讯
-
2025上海国际汽车成形制造产业对话会
2025-04-26 19:14
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01