
山高BIFIX精铰刀有效克服变形 变速器箱体加工必备利器
2018-08-28 15:26:34· 来源:山高刀具
微信公众号

目前,乘用车使用的变速箱以铝合金材料为主。此类箱体零件壁厚小,加工时容易产生变形,因此对于夹具和刀具有较高的要求。
目前,乘用车使用的变速箱以铝合金材料为主。此类箱体零件壁厚小,加工时容易产生变形,因此对于夹具和刀具有较高的要求。
铝合金零件的铣面加工是占用加工节拍较多的工步。山高刀具研发的PCD精加工面铣刀采用整体可调式刀夹设计,不仅可以消除刀尖的跳动误差,而且可以采用密齿结构。既提高了加工表面的质量,又提高了加工效率。同时,配合特殊设计的刀尖还可以在精加工时一次性把网纹面加工出来。
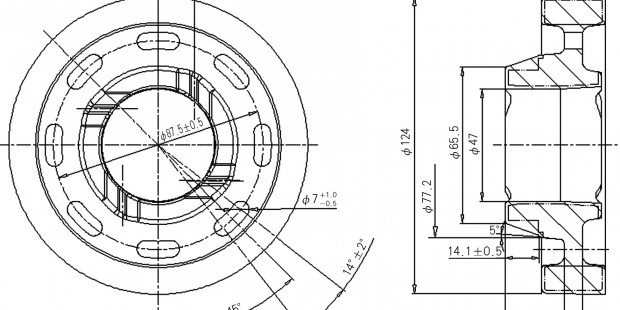
而山高BIFIX精铰刀在加工一些精度要求高的轴承孔方面有很大的优势,得益于导条式的结构设计,以及冷却孔的合理分布,这款刀具既能保证良好的尺寸精度、圆柱度和表面质量,又能保证非常高的刀具寿命。

对于铝合金零件的高速高效加工来说,一款好的夹持刀柄不仅需要提供良好的夹持精度和重复定位精度,而且需要提供强大的夹持力,同时还需要保证刀具系统在高速旋转的情况下有良好的动平衡性。
山高刀具的热胀刀柄完全满足上述的使用要求,选用经过严格性能测试的耐热钢作为刀柄材料,在严苛的质量管控体系下制造出的刀柄,3XD悬伸长度处的刀具跳动控制在3微米以内。刀柄在精密预动平衡的基础上又增加了四个动平衡调整螺钉,在安装完刃具后可以做进一步的动平衡调整,从而保证了整个刀具系统的加工稳定性。配合山高刀具的热胀仪,可以选择最合适的温度对刀柄进行加热,保证了刀柄的使用寿命和精度稳定性。


加工实例
PCD精铣刀:直径Φ63,Z=9
刀片材质:PCD20
切削参数:Vc= 3500 m/min;
ap=0.5-2.0 mm;
Fz= 0.12 mm;
优点:实现良好的表面光洁度和刀具寿命。

加工实例
BIFIX精铰刀:直径Φ62,公差要求+0.04/+0.01
PCD铰刀刀片:PV4-EN254-06-DI
切削参数:Vc= 487 m/min; ap=0.1-0.15 mm; Fz= 0.07 mm;
孔径尺寸稳定,圆度0.008mm。

铝合金零件的铣面加工是占用加工节拍较多的工步。山高刀具研发的PCD精加工面铣刀采用整体可调式刀夹设计,不仅可以消除刀尖的跳动误差,而且可以采用密齿结构。既提高了加工表面的质量,又提高了加工效率。同时,配合特殊设计的刀尖还可以在精加工时一次性把网纹面加工出来。
而山高BIFIX精铰刀在加工一些精度要求高的轴承孔方面有很大的优势,得益于导条式的结构设计,以及冷却孔的合理分布,这款刀具既能保证良好的尺寸精度、圆柱度和表面质量,又能保证非常高的刀具寿命。
对于铝合金零件的高速高效加工来说,一款好的夹持刀柄不仅需要提供良好的夹持精度和重复定位精度,而且需要提供强大的夹持力,同时还需要保证刀具系统在高速旋转的情况下有良好的动平衡性。
山高刀具的热胀刀柄完全满足上述的使用要求,选用经过严格性能测试的耐热钢作为刀柄材料,在严苛的质量管控体系下制造出的刀柄,3XD悬伸长度处的刀具跳动控制在3微米以内。刀柄在精密预动平衡的基础上又增加了四个动平衡调整螺钉,在安装完刃具后可以做进一步的动平衡调整,从而保证了整个刀具系统的加工稳定性。配合山高刀具的热胀仪,可以选择最合适的温度对刀柄进行加热,保证了刀柄的使用寿命和精度稳定性。
加工实例
PCD精铣刀:直径Φ63,Z=9
刀片材质:PCD20
切削参数:Vc= 3500 m/min;
ap=0.5-2.0 mm;
Fz= 0.12 mm;
优点:实现良好的表面光洁度和刀具寿命。
加工实例
BIFIX精铰刀:直径Φ62,公差要求+0.04/+0.01
PCD铰刀刀片:PV4-EN254-06-DI
切削参数:Vc= 487 m/min; ap=0.1-0.15 mm; Fz= 0.07 mm;
孔径尺寸稳定,圆度0.008mm。
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37