
一种铝合金轮毂的闭式锻造工艺方案
2018-09-03 10:33:52· 来源:锻造与冲压
微信公众号

汽车轻量化实质上就是零部件的轻量化。采用锻造铝合金轮毂,可以很大程度上减轻车身的自重。比如,一辆拖挂40吨的重卡和半挂车运输系统,一共有22个轮毂,加上前后备胎共有24个。以目前我们经常用的钢质轮毂计算,如果换成铝合金锻造轮毂,重量可减轻近600kg。不仅如此,铝合金材料散热好,能在一定程度上减缓轮胎橡胶的老化速度,装上锻造铝合金轮毂的卡车、客车、挂车可节省26%的轮胎消耗。
汽车轻量化实质上就是零部件的轻量化。采用锻造铝合金轮毂,可以很大程度上减轻车身的自重。比如,一辆拖挂40吨的重卡和半挂车运输系统,一共有22个轮毂,加上前后备胎共有24个。以目前我们经常用的钢质轮毂计算,如果换成铝合金锻造轮毂,重量可减轻近600kg。不仅如此,铝合金材料散热好,能在一定程度上减缓轮胎橡胶的老化速度,装上锻造铝合金轮毂的卡车、客车、挂车可节省26%的轮胎消耗。
在美国和加拿大,大量商用车都配装了铝合金锻造轮毂。欧洲、南非、澳大利亚大量采用的也是铝合金锻造轮毂。随着我国汽车轻量化技术的发展,加上最近几年燃油价格的上涨,铝合金轮毂代替传统汽车轮毂成为一种发展趋势。
本文通过阐述一种比较实用的铝合金轮毂闭式锻造工艺,利用UG三维造型,设计出锻件,然后设计出轮毂闭式工装模架。随后再将三维模型导入Deform模拟分析软件中,进行锻造成形模拟。通过对模拟过程、坯料的位移、材料的填充程度、温度分布等数据进行分析,初步得到锻造成形的大致过程。
锻造工艺流程
关于铝合金轮毂的生产方法,特别是外径超过350mm的铝合金轮毂,目前的生产工艺主要有压铸和锻造旋压两种方法。本文着重分析另外一种外径大于350mm铝合金轮毂的闭式模锻工艺及其锻造模具的设计方法和锻造工艺流程。本文按照轮毂锻件的开发流程来进行设计,方便读者理解。
铝合金轮毂的整个生产工艺流程为:锻件图设计→6082圆棒下料→锻造用模具设计→网带炉加热→1600t螺旋压力机终锻→有限元数值模拟→固溶(时效热处理)→精加工→组装。其中锻造工艺流程不包括最后三项。
锻件图设计
锻件在设计的时候,外拔模角度大于3°,底部圆角大于R2mm,单边的余量放大到2mm,如图1所示。材料为6082T6,经过三维计算,锻件重约17.0kg。
圆棒下料
闭式下料系数一般为1.05~1.1。所以,下料的重量(W下)=(W重)×(1.05~1.1)=17.86kg。锻件外径φ350mm。为了防止坯料在模具中偏心,坯料外径设计成φ345mm,计算下料长度约70mm。
铝合金轮毂的锻造模具设计
考虑到材料的利用率问题,首选方案是采用闭式锻造进行。图2是锻造模具的组装图。上模圈通过装配方式与上模套进行配合。冲头与上模套进行装配。1、2、3固定在螺旋压力机的上模板上,随着压力机滑块做上下往复运动。4、5、9采用同样的方式配合,固定在下模上。为了防止下模镶块的转动,采用定位键进行止动。顶杆采用分体式,螺纹连接。顶出块的顶出面尽量越大越好,防止锻件中心被顶穿。
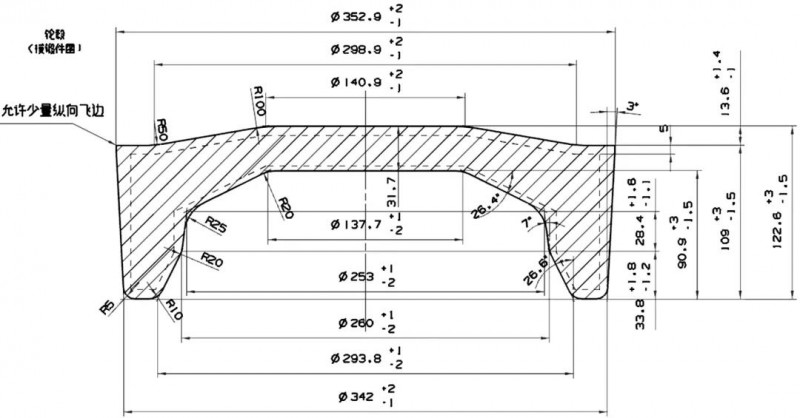
图1 锻件图设计
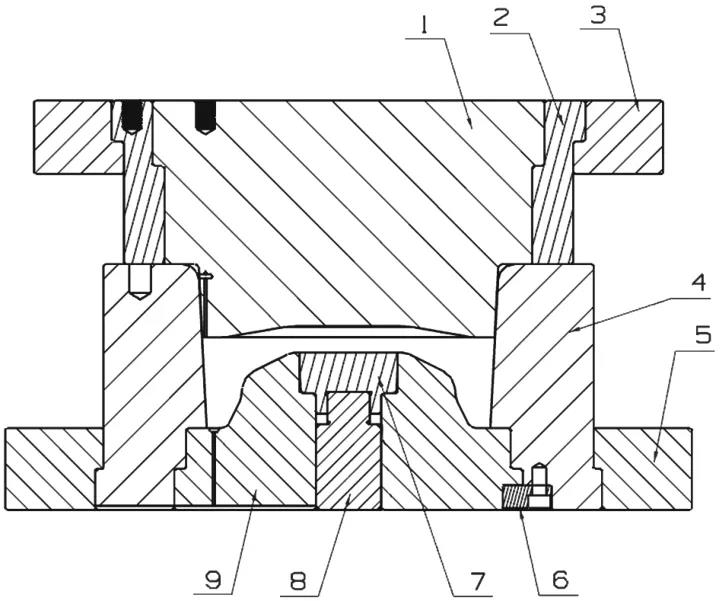
图2 锻造模具的组装图
1-冲头 2-上模套 3-上模圈 4-下模 5-下模圈 6-定位键7-顶出块 8-顶杆 9-下模镶块
上模冲头为了方便排气,排气结构设计成侧向排气。下模设计余块,防止有些位置余量不足,加工不出导致报废。下模镶块和下模设计成分体式,防止出现应力集中后断裂。设计成分体式,模具的更换成本小,单件使用损坏,需要更换时方便。
坯料锯切成片,加热温度480~500℃,将坯料放置于终锻下模型腔中。压力机采用1600t电动螺旋压力机,或者1600t摩擦压机。终锻两下或者三下,待尺寸到位后,利用下顶出系统,将锻件顶出,利用铁钳将锻件取出后,规范放置于料筐。锻造模具三维剖视图如图3所示。锻造模具三维图如图4所示。
网带炉加热
网带炉设置温度480~500℃,保温时间约2~3h。出炉检测料温,待料温满足要求后,将料段放置于模具型腔中,进行锻造。
螺旋压力机终锻
将加热合格的坯料放置于终锻模具下模型腔中。锻造模具的运动原理参照第三步锻模设计的运动。终锻工序保证满足产品设计图纸标注的尺寸,尺寸合格流转到下一工序。
有限元数值模拟分析
数值模拟可以很直观的观察材料在模具中的流动变化,产品在模具中的流动方式(图5),决定了产品的成形结果。通过分析,可以直观的观察填充效果。通过模拟,可以发现产品在模具中流动很流畅。模拟出来的产品填充很饱满如图6(a)所示,没有出现折叠、叠层等缺陷,满足设计要求。锻件成品造型流畅,无折叠裂纹,温度均匀,填充饱满,满足设计要求,如图6(b)所示。

图3 锻造模具三维剖视图
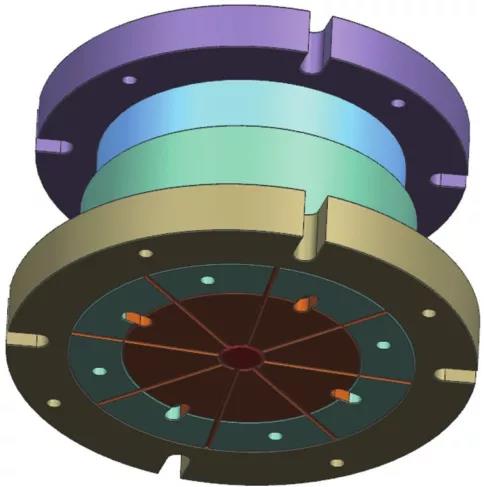
图4 锻造模具三维图

图5 产品在模具中的流动方式
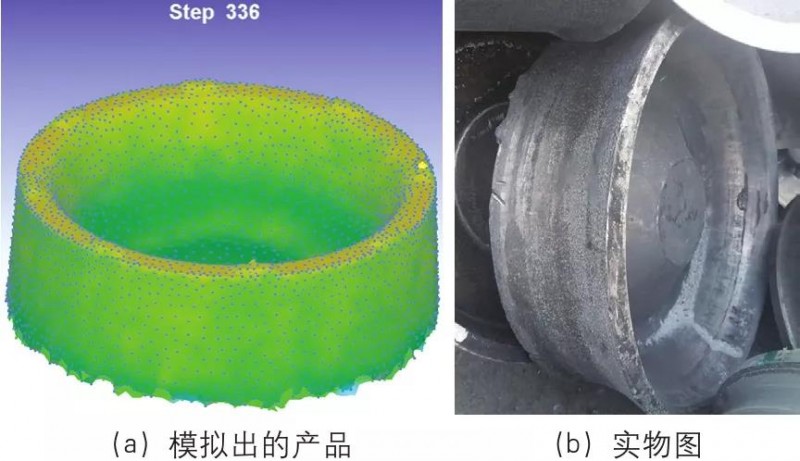
图6 合格产品
结束语
通过对铝合金锻件和闭式锻造用模具的设计,对锻件进行有限元数值分析,可以直观的把理论和实践相结合,为以后闭式锻造提供经验和方法。此铝合金轮毂模架在生产使用的过程中非常实用,提升了每班次生产效率,提高了模具的寿命,更换模具更加便捷,节省了人工换模时间。而且通过连续生产的验证,此工艺所生产的产品,稳定性大大提升,得到客户的一致好评。此类的闭式锻造模具结构稍做更改,也可以应用到其他产品中,通用性极强,给使用螺旋压力机进行闭式锻造的企业带来一定的参考。
在美国和加拿大,大量商用车都配装了铝合金锻造轮毂。欧洲、南非、澳大利亚大量采用的也是铝合金锻造轮毂。随着我国汽车轻量化技术的发展,加上最近几年燃油价格的上涨,铝合金轮毂代替传统汽车轮毂成为一种发展趋势。
本文通过阐述一种比较实用的铝合金轮毂闭式锻造工艺,利用UG三维造型,设计出锻件,然后设计出轮毂闭式工装模架。随后再将三维模型导入Deform模拟分析软件中,进行锻造成形模拟。通过对模拟过程、坯料的位移、材料的填充程度、温度分布等数据进行分析,初步得到锻造成形的大致过程。
锻造工艺流程
关于铝合金轮毂的生产方法,特别是外径超过350mm的铝合金轮毂,目前的生产工艺主要有压铸和锻造旋压两种方法。本文着重分析另外一种外径大于350mm铝合金轮毂的闭式模锻工艺及其锻造模具的设计方法和锻造工艺流程。本文按照轮毂锻件的开发流程来进行设计,方便读者理解。
铝合金轮毂的整个生产工艺流程为:锻件图设计→6082圆棒下料→锻造用模具设计→网带炉加热→1600t螺旋压力机终锻→有限元数值模拟→固溶(时效热处理)→精加工→组装。其中锻造工艺流程不包括最后三项。
锻件图设计
锻件在设计的时候,外拔模角度大于3°,底部圆角大于R2mm,单边的余量放大到2mm,如图1所示。材料为6082T6,经过三维计算,锻件重约17.0kg。
圆棒下料
闭式下料系数一般为1.05~1.1。所以,下料的重量(W下)=(W重)×(1.05~1.1)=17.86kg。锻件外径φ350mm。为了防止坯料在模具中偏心,坯料外径设计成φ345mm,计算下料长度约70mm。
铝合金轮毂的锻造模具设计
考虑到材料的利用率问题,首选方案是采用闭式锻造进行。图2是锻造模具的组装图。上模圈通过装配方式与上模套进行配合。冲头与上模套进行装配。1、2、3固定在螺旋压力机的上模板上,随着压力机滑块做上下往复运动。4、5、9采用同样的方式配合,固定在下模上。为了防止下模镶块的转动,采用定位键进行止动。顶杆采用分体式,螺纹连接。顶出块的顶出面尽量越大越好,防止锻件中心被顶穿。
图1 锻件图设计
图2 锻造模具的组装图
1-冲头 2-上模套 3-上模圈 4-下模 5-下模圈 6-定位键7-顶出块 8-顶杆 9-下模镶块
上模冲头为了方便排气,排气结构设计成侧向排气。下模设计余块,防止有些位置余量不足,加工不出导致报废。下模镶块和下模设计成分体式,防止出现应力集中后断裂。设计成分体式,模具的更换成本小,单件使用损坏,需要更换时方便。
坯料锯切成片,加热温度480~500℃,将坯料放置于终锻下模型腔中。压力机采用1600t电动螺旋压力机,或者1600t摩擦压机。终锻两下或者三下,待尺寸到位后,利用下顶出系统,将锻件顶出,利用铁钳将锻件取出后,规范放置于料筐。锻造模具三维剖视图如图3所示。锻造模具三维图如图4所示。
网带炉加热
网带炉设置温度480~500℃,保温时间约2~3h。出炉检测料温,待料温满足要求后,将料段放置于模具型腔中,进行锻造。
螺旋压力机终锻
将加热合格的坯料放置于终锻模具下模型腔中。锻造模具的运动原理参照第三步锻模设计的运动。终锻工序保证满足产品设计图纸标注的尺寸,尺寸合格流转到下一工序。
有限元数值模拟分析
数值模拟可以很直观的观察材料在模具中的流动变化,产品在模具中的流动方式(图5),决定了产品的成形结果。通过分析,可以直观的观察填充效果。通过模拟,可以发现产品在模具中流动很流畅。模拟出来的产品填充很饱满如图6(a)所示,没有出现折叠、叠层等缺陷,满足设计要求。锻件成品造型流畅,无折叠裂纹,温度均匀,填充饱满,满足设计要求,如图6(b)所示。
图3 锻造模具三维剖视图
图4 锻造模具三维图
图5 产品在模具中的流动方式
图6 合格产品
结束语
通过对铝合金锻件和闭式锻造用模具的设计,对锻件进行有限元数值分析,可以直观的把理论和实践相结合,为以后闭式锻造提供经验和方法。此铝合金轮毂模架在生产使用的过程中非常实用,提升了每班次生产效率,提高了模具的寿命,更换模具更加便捷,节省了人工换模时间。而且通过连续生产的验证,此工艺所生产的产品,稳定性大大提升,得到客户的一致好评。此类的闭式锻造模具结构稍做更改,也可以应用到其他产品中,通用性极强,给使用螺旋压力机进行闭式锻造的企业带来一定的参考。







最新资讯
-
果栗智造磁悬浮技术赋能汽车制造:破
2025-04-03 19:27
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42