
总装车间模块化物流输送线的设计与应用
微信公众号

模块化物流输送系统的优势
模块化物流输送系统能大幅度提高物品搬运效率,其输送线具有灵活性、智能化和自动化等特点,是展示总装车间高产能及自动化水平的重要依据之一。没有模块化就不可能有大规模的制造,无法保证产品品质稳定,模块化是进一步实现产品智能化、稳定性和设计优化的基础,所以,对模块化物流输送系统进行研究十分必要。
总装车间内常采用模块化的零部件主要包括座椅总成、保险杠总成、仪表板模块总成、前端模块总成、前后悬架总成、动力总成(发动机与变速器总成)和轮胎总成等,这些总成产品往往利用托盘及倍速链输送线、升降机、顶升移载机和旋转台等设备实现从库区或卸货卡车至总装生产线的装配工位的模块化输送,配合助力机械手或机器人,按照工艺流程装配到汽车上。
目前汽车厂的整车零部件配送大致分为两种形式,一种是车间外采用物流车输送,车间内采用输送线;另一种是车间内、外均采用物流车配送。举例说明,某汽车厂的整车座椅配送,车间外采用物流卡车输送,利用卡车与线体对接,将座椅直接卸在输送线上,实现车间内模块化物流输送,如果日产量为600台,则物流卡车达到每天60车次(每车装10套座椅)。另一汽车厂的整车座椅车间外采用物流卡车输送(每车10套),车间内采用AGV小车配送(每次配送3套),按照日产量1000台计算,物流卡车达到每天100车次,而AGV将达到每天334车次。由此可见,模块化物流输送不仅能缓解物流配送的压力,还能节省不少物流通道,从而降低工厂建设面积。
工艺方案
工件由物流卡车输送至输送线的端头,利用对接装置实现与线体的平稳对接,按照生产顺序将工件输送至模块化物流输送线上。工件被输送至升降机入口处,当升降机上无积放工件时,停止器打开(打开时间结合生产节拍进行设计,由装在升降机上的信号进行控制),放行最前面的工件,同时停止器关闭组织下一组工件,如此,实现了工件在升降机上的输送。进入升降机后,升降机自动将工件一次性运送至空中输送线,通过停止器的作用,实现工件的积放和放行。在90°转弯处,利用顶升移载机或90°旋转台实现工件的移载,从而输送至另一方向的输送线,如此,输送线将工件送至下件升降机入口处积放,当下件升降机中无工件时,停止器打开,放行最前面的工件,同时组织下一个工件。工件进入升降机到位后,升降机自动将工件连续地输送至地面装配段,在装配工位配合机械手或机器人进行取件。取件完成后,升降台将空托盘输送至下层输送线,空托盘按照原路返回,倍速链输送线将空托盘输送至物流卡车内。
方案设计
按照工艺规划,总装车间内的模块化物流输送线包括升降机、倍速输送链、停止器、顶升移载机和电控系统等主要部件。
1.倍速输送链系统
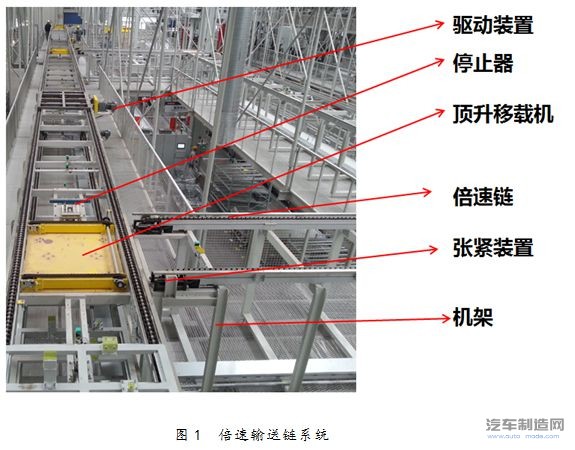
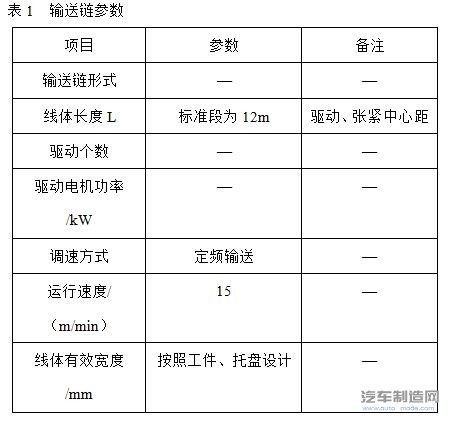
倍速输送链系统包含倍速链、轨道、机架、驱动装置、张紧装置、机架和控制系统等(见图1)。总装车间内常用的倍速链型号有BS25-C216A,它代表着节距为50.8mm的2.5倍速的输送链。某输送链的主要参数如表1所示。
(1)倍速链原理
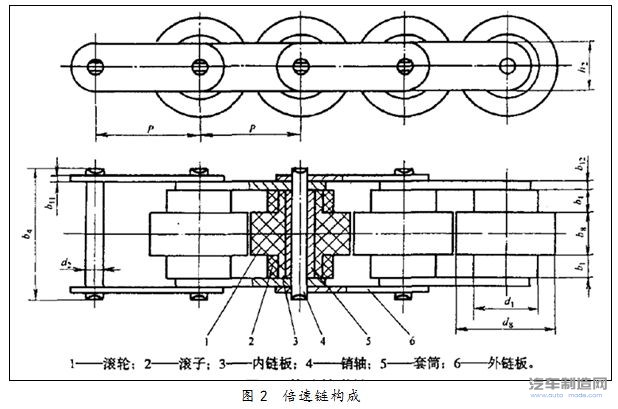
倍速链由滚动部分(滚轮、滚子和套筒等)及止锁部分(内/外链板和轴销等)组成(见图2)。滚轮与轨道及工装底板接触,滚子与链轮的链齿接触。
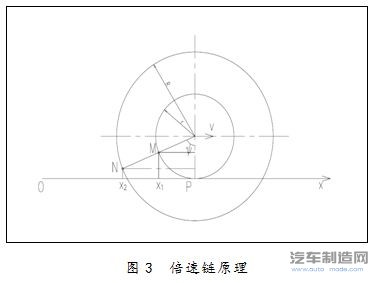
倍速链原理(见图3)利用数学几何方程式进行推算,已知:圆心处速度v(倍速链线体驱动链轮的线速度)、小轮半径r(即滚子的半径)和大轮半径R(即滚轮的半径)。计算:t=0时,M位于O点,M的运动方程为X1=OP-rsinψ,N的运动方程为X2=OP-Rsinψ,其中OP=vt,ψ=vt/r,所以N的运动方程为X2=vt-Rsin(vt/r),N的运动速度V2=X2/t=v-(R/t)sin(vt/r),当倍速链的运行速度ψ=π的角度值时(180°),所以V2=【(R+r)/r】×v,倍速倍数V2/v=(R+r)/r,即滚轮与滚子的半径之和与滚子的半径的比值是倍速倍数。
- 2)倍速链选型
首先粗略地计算一下链条的极限拉伸载荷。极限拉伸载荷是根据链条的工作载荷进行计算的,一般极限拉伸载荷是工作载荷的7~10倍,也就是链条的安全系数。
例如:标准段长度为12m,工件及托盘重量为1200kg,满积放时工件数量为3个,工作载荷为3×1200×10×0.10=3600N,极限载荷为3600×10=36000N,因为这是粗略计算,未考虑链条自重,所以根据链条样本可选择极限载荷大于36kN的倍速链,BS25-C216A极限载荷为56.7kN(再上一个型号的极限载荷为31.8kN,偏小),满足条件。
下一步即是对所选链条进行校核,已知:标准段长度约为12m,质量为4.06kg/m;工件和托盘单套为1200kg,共3个;托盘与链条之间的摩擦系数选择0.1,链条与轨道间的摩擦系数选择0.16。计算:链条与托盘间的摩擦力F1=0.1×(1200×3×10)=3600N,链条与轨道间的摩擦力F2=0.16×(1200×3×10)=5760N,链条自重产生的摩擦力F3=2×4.06×10×12×0.16=155.9N,单根链条所受拉力F=(F1+F2+F3)/2=4.76kN,安全系数=56.7/4.76=12,所以满足使用要求。
由于链条长度未考虑驱动、张紧链轮链齿处的链条长度,而此长度较小,故忽略不计,安全系数选大些即可满足。
(3)倍速链注意事项
倍速链较其他的输送形式(如输送带、辊道等)成本较低;使用前必须涂抹润滑油(一般供应商会在出厂前将润滑剂添加好);测量链条长度应在涂抹润滑油之前,所以甲方进场检验时可不对长度进行测量,校对其链条合格证即可;使用过程中,应定期给链条涂抹润滑油,按照严格要求,应将润滑剂涂抹在轴销处,现实中一般将链条整体涂抹,容易造成托盘打滑;链条上应标注制作商或商标,并且标注国标要求的链号。
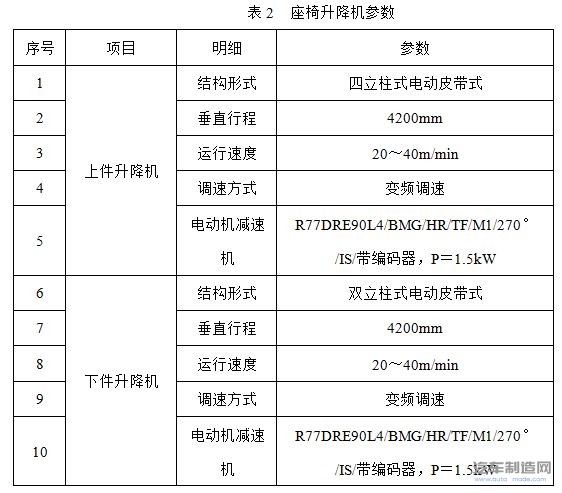
2.升降机
升降机均采用电动皮带式往复升降机,由立柱、皮带、驱动、驱动连接轴、滑架、底座、维修平台和导向轮等部件组成。
当检测开关检测到升降机一个空位时,入口处的停止器打开,输送链将工件输送至升降机内,工件到位后,升降机构得到到位信号,进行提升或下降,实现工件从地面至空中平台(或从空中平台至地面)间的高度变化。另外,升降机滑架出口与输送链联锁,当出口处工件堆积时,升降机自动停止动作;当出口处输送链存在空位时,升降机再次自动运行。
升降机旁设置升降机控制台,设置手动/自动/维护开关,方便进行调整和设置,控制柜内设置了变频器,可以实现升降速度的快慢调节。座椅输送升降机主要参数如表2所示。
3.顶升移载机
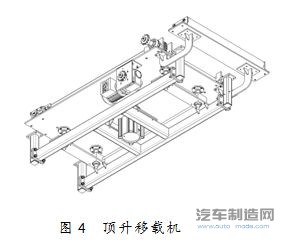
顶升移载机(见图4)主要由机架、同步升降器、气动组件、履带式链条、驱动装置和张紧装置等部件组成,实现工件在两条相互垂直的输送链上的转载。设计时,这两条相互垂直的输送链的工作面高度应存在高度差,顶升移载机通过弥补线体间的高度差实现托盘工件的移载。
安装时,安装高度比所处位置的输送链工作面低10mm,同步升降器作用使履带式链条工作高度与另一条输送链工作面高度一致,通过电动机带动履带式链条运行,实现工件在两条相互垂直的输送链上的转载。座椅输送线顶升移载机主要参数如表3所示。

结语
利用模块化物流输送线,能够简单、快速并省力地将货物从一个地方运到另一个地方。本文结合总装车间常采用的倍速链输送形式对其主要部件的设计选型进行了简要介绍,倍速链输送线是实现模块化物流配送常用方式。此外,倍速链输送线的各零部件均易采购,维修起来快速、简单,能够很好地满足产能及使用需求。
- 下一篇:艾弗特公司推出开创性的蜗杆动力切削技术
- 上一篇:白车身涂胶应用浅析
-

推动汽车行业转型的引领者——面向未来的总装NE
2024-12-03 -

总装工艺成本优化实践案例
2024-08-05 -
如何提高螺栓连接的强度?
2024-07-30 -

案例分析:螺栓“跑丢了”!
2024-07-29
编辑推荐





最新资讯
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04