
轿车白车身冲压件VAVE降本方案的策略研究
2018-09-13 10:20:20· 来源:高硕遥 锻造与冲压
微信公众号

弧形落料常用于行李厢盖内外板、发动机罩内外板、顶盖横梁和前风窗横梁等。弧形落料形式如图9 所示,圆弧部分可以共用,提高了材料利用率。当开卷的弧形相似时,可以通过调整开卷步距实现不同制件弧形落料模的共用,这不仅有利于提高材料利用率,而且降低了工装投入。

优化排样图
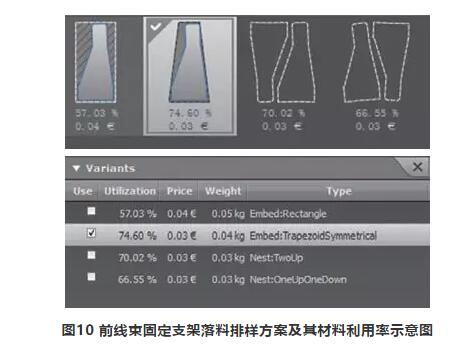
制件的落料形状多种多样,落料工序的排样思路也是“条条大路通罗马”,如何选取最优的排样方案是提高落料工序材料利用率的关键。如图10 所示,前线束固定支架的落料方案有四种,材料利用率从57% ~ 74% 不等,梯形料方案最优为74.6%。可见,借助AutoForm 分析软件获得最优的排样方案能大大提高材料利用率。
材料管理
材质和料厚
在满足产品、工艺要求的前提下,选择现有车型所用的材质、料厚,形成材料平台,为后续采购、库存管理提供便利。如普通冷轧板的关键性能要求就是其拉延性,所以在符合产品质量要求的前提下尽量选择低牌号的材料。而对于料厚的选择,除了要考虑车身成形后的强度、重量外,还要注意料厚的大众化。
卷宽的选择
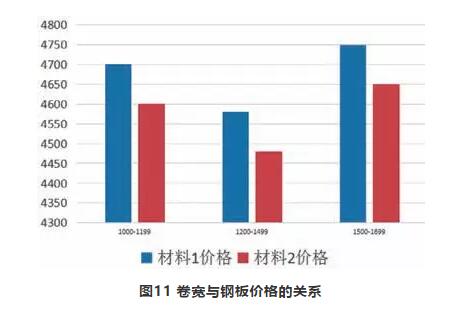
在钢板规格种类中,不管是定尺板还是卷板,同种材质、料厚的材料,卷宽不同售价不同。要想降低成本,就要从采购卷宽的制定上下功夫,图11 是卷宽和钢板价格的关系图,在保证材料利用率的前提下选取不加价的卷宽区间。
料厚偏差选择
板材的料厚存在偏差要求,通常在偏差允许的范围内,应首先选用下偏差的板材,以保证订购的卷料能多出板材,从而节约采购成本。材料采购随车型产量适时调整规划车型时,注意生产车型数量与采购批量相匹配。对于产量较小的车型,设计时应注意减少此车型专用材料规格,进行规格合并,避免新订购卷料使用时间过长而造成材料性能下降。对于产量较大的车型,可适当增加材料采购品种。
结束语
本文从优化零件设计、创新冲压工艺和材料管理角度详细介绍了轿车白车身冲压件VAVE 降本方案。对于缩短模具制造周期,降低白车身冲压件成本,具有良好的经济效益。轿车公司不断完善VAVE 降本方案的策略,最终达到缩短产品开发周期、实现降低白车身成本的目的,使产品在合适的时机,以优惠顾客的价格推向市场,实现良性产品线循环的终极目标。
——本文选自《锻造与冲压》2018年第18期
优化排样图
制件的落料形状多种多样,落料工序的排样思路也是“条条大路通罗马”,如何选取最优的排样方案是提高落料工序材料利用率的关键。如图10 所示,前线束固定支架的落料方案有四种,材料利用率从57% ~ 74% 不等,梯形料方案最优为74.6%。可见,借助AutoForm 分析软件获得最优的排样方案能大大提高材料利用率。
材料管理
材质和料厚
在满足产品、工艺要求的前提下,选择现有车型所用的材质、料厚,形成材料平台,为后续采购、库存管理提供便利。如普通冷轧板的关键性能要求就是其拉延性,所以在符合产品质量要求的前提下尽量选择低牌号的材料。而对于料厚的选择,除了要考虑车身成形后的强度、重量外,还要注意料厚的大众化。
卷宽的选择
在钢板规格种类中,不管是定尺板还是卷板,同种材质、料厚的材料,卷宽不同售价不同。要想降低成本,就要从采购卷宽的制定上下功夫,图11 是卷宽和钢板价格的关系图,在保证材料利用率的前提下选取不加价的卷宽区间。
料厚偏差选择
板材的料厚存在偏差要求,通常在偏差允许的范围内,应首先选用下偏差的板材,以保证订购的卷料能多出板材,从而节约采购成本。材料采购随车型产量适时调整规划车型时,注意生产车型数量与采购批量相匹配。对于产量较小的车型,设计时应注意减少此车型专用材料规格,进行规格合并,避免新订购卷料使用时间过长而造成材料性能下降。对于产量较大的车型,可适当增加材料采购品种。
结束语
本文从优化零件设计、创新冲压工艺和材料管理角度详细介绍了轿车白车身冲压件VAVE 降本方案。对于缩短模具制造周期,降低白车身冲压件成本,具有良好的经济效益。轿车公司不断完善VAVE 降本方案的策略,最终达到缩短产品开发周期、实现降低白车身成本的目的,使产品在合适的时机,以优惠顾客的价格推向市场,实现良性产品线循环的终极目标。
——本文选自《锻造与冲压》2018年第18期
举报 0
收藏 0
分享 129
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
“锂”想万家——比亚迪叉车在家电行
2025-04-28 10:02
-
全球工业数字化领袖齐聚申城,共绘智
2025-04-28 08:28
-
思看科技受邀出席第三届联合国教科文
2025-04-27 13:29
-
聚势谋远,智领新程——五菱柳机以硬
2025-04-27 13:22
-
聚势求新、智驱未来——五菱工业底盘
2025-04-27 13:22