
浅谈激光切割在钣金行业的运用
微信公众号

不同材料的可加工性
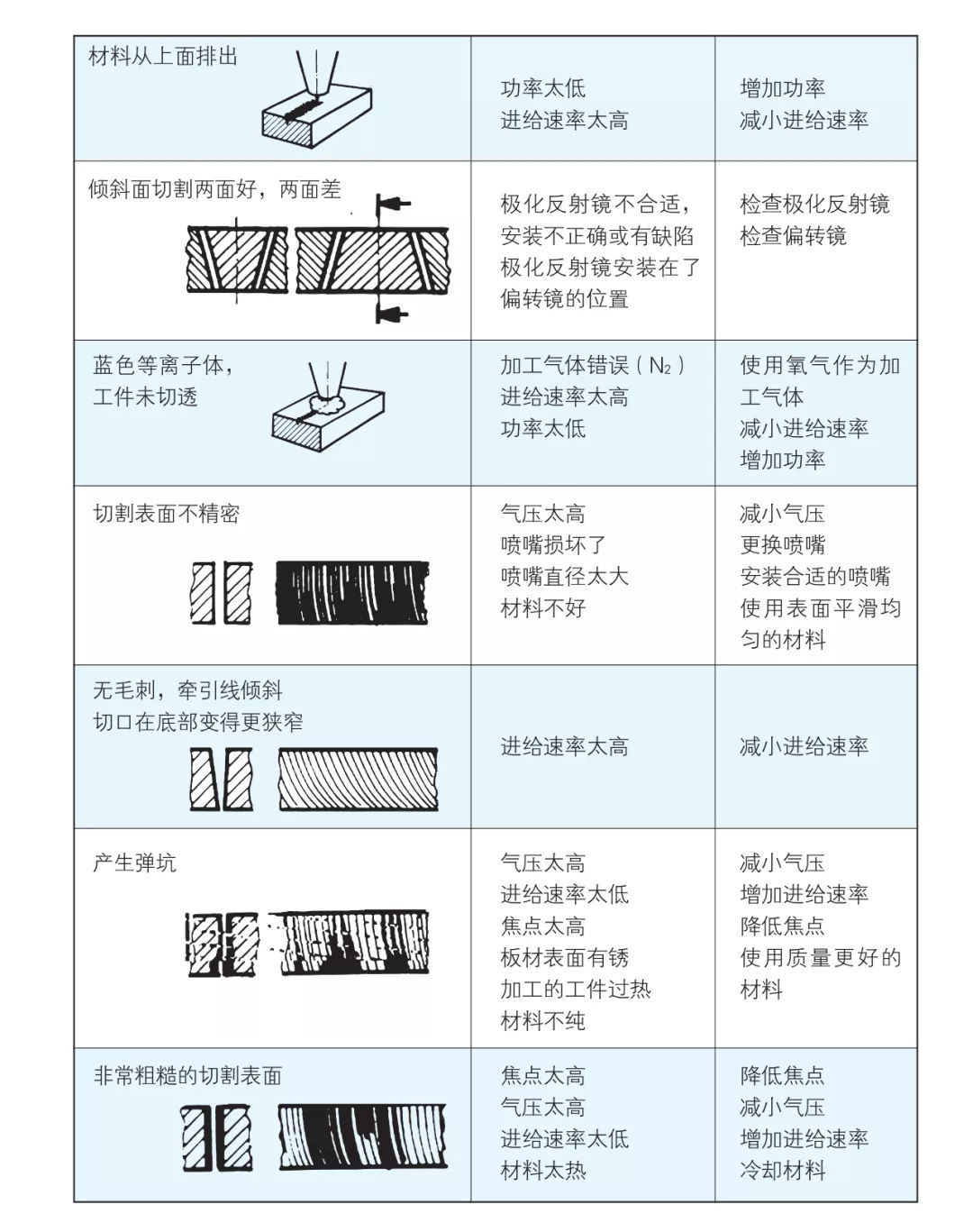
(1)结构钢。
可采用氧气切割的方式,但切割边缘会发生轻微氧化。而对于厚度达到4mm的板材,适宜采用氮气作为加工气体进行高压切割。当加工复杂轮廓和小孔(直径小于材料厚度)时,应采用脉冲模式进行加工,这样可以避免切掉尖角。
对于切割结构钢,还需注意:
1)碳含量越高,切割边缘越易淬火,拐角越易过烧。
2)合金含量高的板材比低的更难切割。
3)氧化或喷砂处理过的表面会得到更差的切割质量。
4)板材表面的余热对切割结果有负面影响。
5)加工厚度10mm以上的板材,对激光器使用特殊极板并且在加工过程中给工件表面涂油可以得到较好的效果。
6)为了消除张力,只切割经过二次处理的钢板。
7)为了得到切割表面洁净的结构钢,须遵循:
Si≤0.04%:首选激光加工;
Si <0.25%:某些情况下切口质量较差;
Si >0.25%:不适合激光切割。
影响工艺的几个关键参数
N1气体参数
气体类型:氮气、氧气、压缩空气气体纯度:一般在99.99%~99.999%之间气压:低压切割时最高气压为5 bar,高压切割时最高气压为20 bar喷嘴与板材间距:喷嘴口与工件表面的间距必须尽可能小。间距越小,实际进入切口的气流量便越大。间隙通常介于0.5~ 1.5 mm之间。
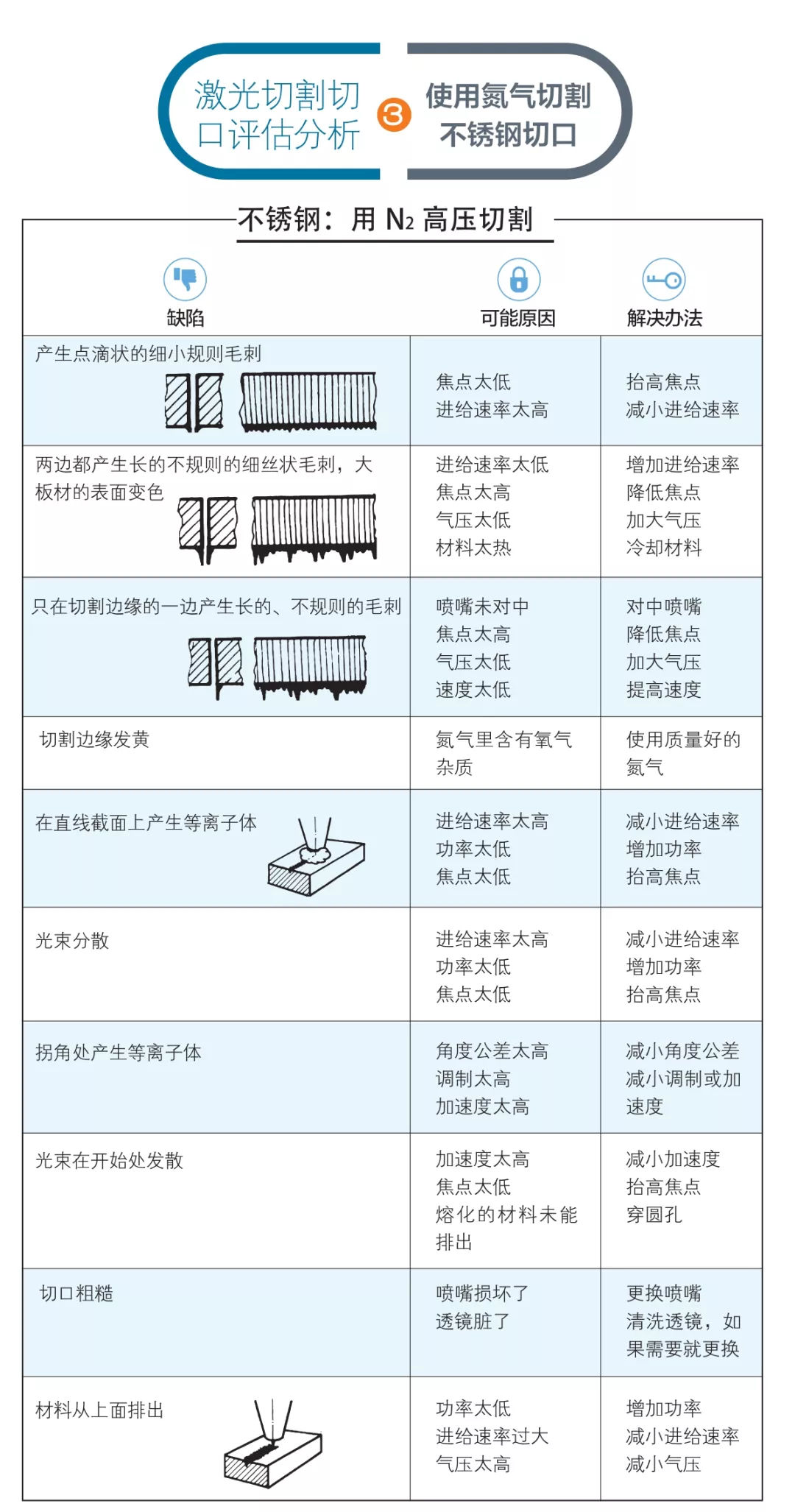
(2)不锈钢。
1)在边缘氧化可忽略的情况下,使用氧气切割的方式。
2)采用高功率和高压氮搭配的方式,可得到与氧气切割相当或更高的切割速度。
3)使用氮气加工4mm以上的不锈钢时,需重设焦点位置并降低速度,可降低毛刺的出现。
4)对于5mm以上的厚板材,适宜采用氧气切割;同时降低进给速度,并采用激光脉冲模式。
5)对于穿孔需和切割采用同样的喷嘴高度。
(3)铝。
铝及其合金更适宜用连续模式进行切割。
-

柯马签订具有约束力的协议收购 Automha
2025-04-17 -

高效协同新范式:比亚迪叉车领创智能搬运革新
2025-04-17 -

高歌猛进,奔赴“双碳”——比亚迪叉车助力轮胎
2025-04-10 -
果栗智造磁悬浮技术赋能汽车制造:破解行业痛点
2025-04-03

编辑推荐





最新资讯
-
2025上海国际汽车成形制造产业对话会
2025-04-26 19:14
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01