
动态无功补偿在汽车焊接车间工程应用的研究
微信公众号

摘要
本文讨论了用于汽车焊接车间的动态无功补偿的接线方式以及指标要求,针对实际工程应用中的多变压器多母线环接法也进行了研究,并给出了焊接车间动态补偿的实际测试效果,为工程应用中的动态补偿设计、选型提供了一些参考。
关键词
动态无功补偿;汽车焊接车间;电压波动和闪变;晶闸管过零投切
引言
随着我国汽车制造业的迅速发展,汽车整车工厂的规模也越来越大,汽车厂的四大工艺流程冲压、焊装、涂装、总装对配电系统都提出了很高的要求。其中焊接车间对电压稳定的要求更高,汽车焊接车间的点焊机负载变化极为快速,其负荷特点是工作时间很短,一般只有几百毫秒,功率因数很低,一般只有0.4-0.6,是典型的非线性冲击性负荷。因为近乎实时的无功能量的消耗而产生了大的电流变化,导致电压的大幅度波动,这些波动会降低焊接质量、降低焊接生产线的能力。

近年来动态无功补偿在汽车焊接车间被越来越多地采用,采用动态补偿不仅仅可以提高功率因数、提高变压器的利用率,同时达到稳定电压、消除闪变的作用,能明显地提高生产效率和焊接质量,充分地利用现有的设备、减少基本费用开支。
本文从汽车焊接车间的实际需求出发,对动态无功补偿的一些技术特点和工程应用进行了讨论。
1、汽车焊接车间动态无功补偿接线方式的选择
不同的电容器接线方法会影响到动态无功补偿的补偿效果,动态无功补偿的接线方式大致分为4 种类型(图1):星型无中性线接法、星型有中性线接法、三角型外接法、三角型内接法。
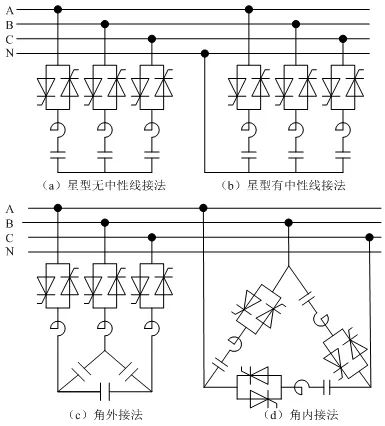
图1 动态无功补偿的4种接线方式
① 星型无中性线接法的接线简单,但由于没有中线起到电位固定的作用,可能产生电压漂移,会造成某相电压过高,超过器件耐压值,或者某相电压过低,负载无法正常工作,同时也不能进行分相补偿。
② 星型有中性线接法中晶闸管两端电压为相电压,每相间互不影响,这种接线方式可以实现三相分补。由于有中线,当负载不平衡时会产生较大的中线电流,流过晶闸管的电流较大,3次谐波电流会流过电容器。
③ 三角型外接法由于采用三相电抗器,相对于角内接法体积更小,但是投切暂态过程长,这种接法应用于三相对称负载时,可有效抑制3 倍次的谐波,但是该接线方式只能适合于三相共补,不能进行分相补偿。
④ 三角型内接法中电容器和晶闸管一起构成了三角型回路,这种接线方式流过晶闸管的电流较小。因为是采用了单相电抗器,三相负载不平衡时分别投入该相电容电抗器组,所以能进行不平衡负载的分相补偿。
汽车工业采用的焊接设备不管是单相焊机还是三相焊机,都是使用三角型接法即跨接在相间接入电网,选用动态无功补偿要和负载的接法相一致,也应该使用三角型的接法即跨接在相间,根据检测到的负载无功需求进行每相的补偿,这样从能量流动和补偿效果来讲最为合理,也有利于谐波的抵消,而且补偿前后均无中性点电流,电容器两端电压不会产生漂移,所以汽车焊接车间的动态补偿应该采用三角型接法。
汽车工业焊接设备绝大多数是用380V电源,由二相供电(L1-L2、L2-L3或L3-L1),通常三相负载的平衡问题在工厂供电设计时就已经考虑,把点焊机的供电布局接近平衡,避免因三相不平衡而出现零序电流,所以在这种情况下通常采用三相共补就可以了。参看欧美几个大汽车公司的有关资料,点焊机的供电不平衡度为20%以下时,采用平衡三相共补无大碍,在不平衡度超过20%时,就应该考虑选用不平衡分相补偿。
在实际应用中,还要考虑晶闸管的散热设计,如果流过晶闸管电流较大、温度较高,晶闸管容易烧坏,综合以上的考虑应该选择能进行分相补偿、流过电流小的三角型内接法。
如果采用星型接法的三相不平衡补偿,补偿电容器组分别连接在L1-N、L2-N、L3-N。首先由于电容器运行电压低,电容量为三角型接法的1/3,选取单只数量增多,导致安装困难、安全性降低;负载点焊机分别连接的是L1-L2、L2-L3、L3-L1,由于补偿时负载不平衡,极易造成中性点电位偏移,致使某相电压升高、某相电压降低,此时电容器的容量发生变化,补偿精度受到影响,尤其在出现严重不平衡时,电容器运行极不安全,如出现某一相过补偿或欠补偿,将使零线电流太大导致保护开关误动作,影响配电系统的安全可靠性。
2、汽车焊接车间动态无功补偿的指标要求
2.1 动态无功补偿的响应时间
动态无功补偿的响应时间,是补偿装置最重要的指标之一,尤其在汽车工业的点焊机工况下,响应时间的快慢直接影响到焊接质量。补偿装置从网络检测、运算(控制器部分)到触发晶闸管模块、直至投切全部电容器组,总的响应时间应该≤20ms。
如果是80ms~100ms每次只投切一步的响应过程,不能起到稳定电压、消除闪变的作用,反而会加剧电压波动,导致焊接效果差并影响产品质量。投入时——因为响应时间的不够,补偿电容是逐步加入会造成欠补;切除时——因为电容器逐步切除会造成过补,使得系统电压的抬高、电流的抬升,加剧电压的波动和闪变。
使用于汽车工业的动态无功补偿,晶闸管阀一般采用2只晶闸管反并联的方法,达到2只晶闸管轮流触发的效果,起到了接通和断开补偿回路的作用。这种反并联的方式可靠性高,即使某相损坏1只晶闸管,也不会致电容器误投入,晶闸管阀承受的最大反相电压为电源电压的峰值。这种方式在快速响应方面有优势,电容器切除在半个周波内即不大于10ms完成。
出于经济性和操控简便的考虑,也有采用1只晶闸管和1只二极管反并联的接线方式构成晶闸管阀。这种结构可有效避免冲击电流和过电压对供电系统及设备的影响,晶闸管阀所承受的最大反向电压为电源电压峰值的2倍。由于反并联二极管的不可控性,通常要经过半个周波到一个周波才能彻底关断将电容器切除,这种方式在响应时间上有欠缺。
2.2 晶闸管过零投切和防止浪涌产生
为了防止和减小在电容器投入时产生的浪涌电流(浪涌电流过大会影响电容器的寿命),电容器的投切暂态过程和串联电抗器的选择是很重要的。
晶闸管投切电容进行无功补偿要求具有零电压导通、零电流关断的特点,以实现快速无涌流冲击的投切电容。电容器的投入是在晶闸管两端电压为零,即电网电压与电容器预充电电压相等的时刻,在投入过程中没有冲击电流和过电压,电容器的投入是在晶闸管两端电压为零的瞬间完成。电容器的切除是在去掉触发脉冲信号后,晶闸管在电流过零时完成。这样电容器可以任意频繁的投切,不会产生浪涌电流,不会对电容器及电子开关等器件造成损伤,延长了电容器、晶闸管模块的使用寿命。
根据国标GB50227-2017<<并联电容器装置设计规范>> 用于抑制涌流和抑制谐波的电抗器,当并联电容器装置接入电网处的背景谐波为5次及以上时,电抗率宜采用5%;当并联电容器装置接入电网处的背景谐波为3次及以上时,电抗率宜采用12%……因为一旦发生谐振,谐振电流将达到数倍的电容器额定电流,足以损坏电容器,严重时甚至导致低压配电系统的崩溃。在常规的电容补偿柜中没有安装解调电抗器,电容器的使用寿命短甚至发生爆裂与其都有一定的关系。
汽车焊接车间选用的大部分是单相焊机,会产生大量的3次谐波,应该串联12%~14%的电抗器防止3次谐波的放大,以防止电容器组与电网产生的3次谐波并联谐振。

3
汽车焊接车间多变压器多母线环的接法
现在汽车焊接车间多采用多个变压器多个母线环的配电方式,在工程实践中我们需要确定的是:
- 动态补偿的位置,在变压器侧的集中补偿还是在负载侧的补偿;
- 动态补偿CT的采样点,是在变压器下面还是从负载母线上;
- 动态补偿容量的确定,特别是汽车焊接的无功需求比较大。
动态无功补偿的主要作用是稳定电压、消除闪变,汽车焊接车间尤其是如此,因此动态补偿最好的方式是对于负载进行快速跟踪,但是汽车焊接车间焊机的数量多、单台容量都比较小,很难分成这么多小容量的动态补偿并联在每一个焊机侧。因此一般工程案例都是在变压器侧进行电流信号采集,CT的采样点都是接在变压器的出线柜,动态无功补偿的位置也在变压器出线柜的旁边,图2所示这个工厂是3变压器3母线环。
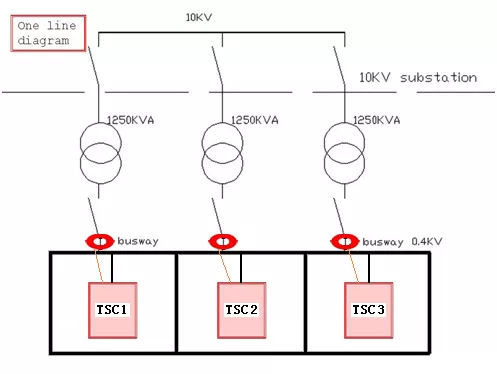
图2 焊接车间3变压器3母线环的接线
也有工程案例采用在焊接母线环内采集负载电流的方式,图3所示这个工厂是3变压器2母线环,在每个环中放了一套动态无功补偿,在每一个母线环中间割断分别取两组CT的电流信号,并通过一个合CT连接到控制器,在工程实践中要求2个CT的采样点尽量靠近环的电源侧,以能够采集到更多焊机的电流,动态无功补偿的位置也可以在车间平台上。
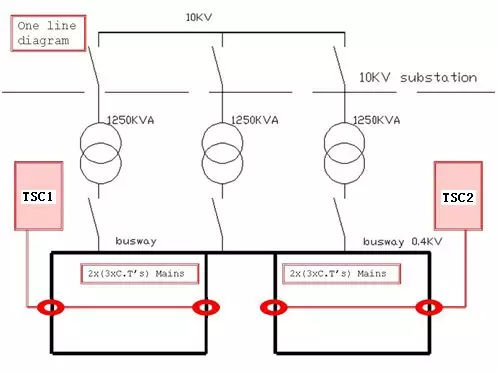
图3 焊接车间3变压器2母线环的接线
汽车焊接车间的设备是短时工作制,安装的全部焊机容量和瞬时工作的焊机容量之间也有一个百分比的关系,目前依据《工业与民用配电设计手册》,点焊机选用的负荷需要系数是0.35,但是在不同的生产流水线、不同的同时焊接时间,焊机的冲击电流是不一样的,因此动态补偿容量的设计要考虑到生产线输送方式的影响。
汽车焊接会导致很大的电压波动和跌落,动态补偿的容量又和电压成平方关系,比如电压跌到0.9、动态补偿的容量就跌到了0.81,考虑到电压跌落的影响动态补偿的容量设计要大一点,我们一般也会考虑到最大尖峰时刻的无功容量需求,再考虑到焊接无功需求一般是瞬间同时发生,电容器的分组也可不必追求过细。在本文也提供了一个现场的测试案例,可以看到汽车焊接车间节拍工作制下对无功容量的需求。
有的汽车工厂随着产量的提高,在原有的生产线上不断增加焊接设备,希望通过提高变压器的使用率和加装动态无功补偿来提高带负荷能力。我们的建议是应该在焊接车间的工艺设计、特别是生产线的设备平衡进行协调,如果有功电流的加大用变压器的过载来解决、无功电流的加大用动态无功补偿来解决,变压器和动态补偿一直处于高负荷的使用状态,设备有了故障或需要检修,反过来会影响车间的生产。
汽车焊接车间因为是多个变压器并联、变压器下的各个环都是连在一起的,根据在现场经验在某一个变压器的环下加装动态补偿,其电流也可以流到其他变压器的环,未加动态补偿的变压器的测试功率因数也有所抬高,这也提供了一个根据电流的流向来放置动态补偿柜的思路。
同时对于大容量的动态补偿系统,按容量分为主柜、辅柜几个柜子,应该由一个控制器来控制。在一条母线上安装几套补偿系统(每个柜子一个控制器)的话,会造成控制的不同步,导致实时补偿精度的降低,甚至会加剧电压波动。
4、汽车焊接车间动态无功补偿的效果测试
2013年5月我们对某中外合资汽车公司的焊接车间进行测试分析,他们的变压器是1250kVA,由于不断地加焊机负载,可以看到尖峰无功需求达到了1500kVar,现在选择的动态补偿是1000kVar,可以看到1000kVar的补偿容量还是有欠缺的,至少还要扩容400kVar-500kVar。
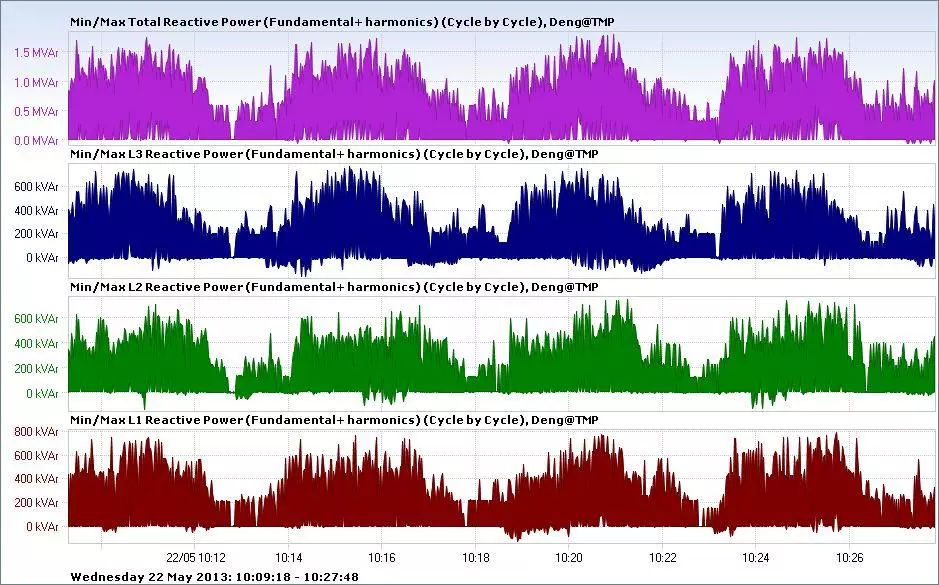
图4
不投入动态无功补偿的测试,无功需求的尖峰值比较大
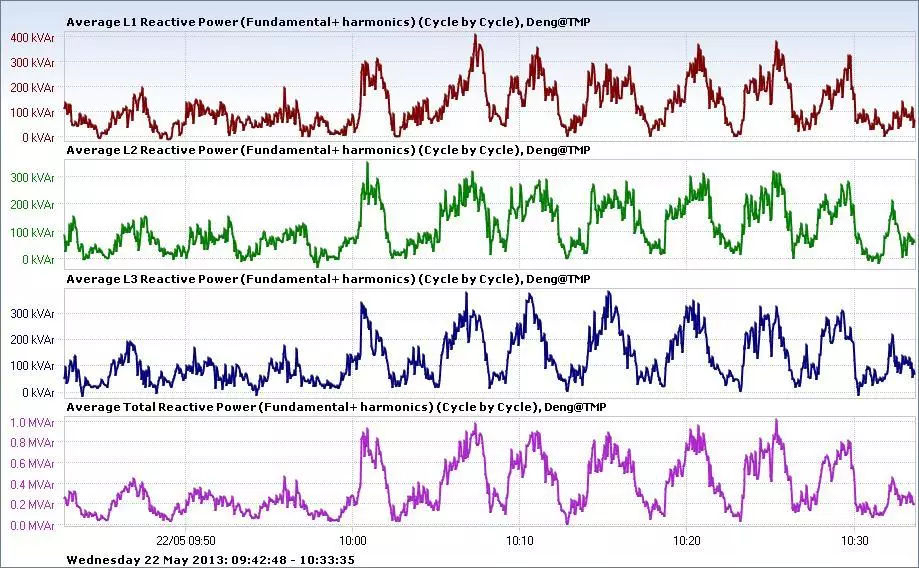
图5
使用正确的动态无功补偿,投入补偿—切除补偿—投入补偿
从现场测试来看,采用本文所讨论的动态无功补偿系统,稳定电压、消除闪变的效果是非常明显的,动态无功补偿能够明显地降低无功电流、提高功率因数,进而提高变压器的带负载的能力。从测试效果来看,因为后来增加的焊机数量比较多,无功补偿的容量也是需要进一步加大。
5、结束语
汽车焊接车间的动态无功补偿可以提高配电系统的电能质量水平,选用三角型内接法的动态无功补偿进行5-20ms投切全部电容器组,采用晶闸管过零投切和串联合适的电抗器以减少浪涌电流,对于稳定电压、消除闪变、提高功率因数,提高生产效率和焊接质量都是有很大的帮助。
参考文献
[1] 戴朝波,雷林绪,林海雪,晶闸管投切电容无功补偿角型接线方案的研究,电工技术杂志,2001(3):5-7
[2] 邓剑琪,“电能质量+能源管理”解决方案在Donghee汽车的应用,第六届电能质量高峰论坛论文集,2012年
[3] 凌华,汽车工厂焊接车间供配电方案研究,机电信息,2014年第18期
[4] APQI解决方案工作组,低压有源型滤波与补偿方案典型设计与应用指南,2016年

作者: 邓剑琪
上海交通大学自动化系硕士学位,以色列Elspec公司中国业务经理,上海以华电气技术有限公司总经理,从事功率电力电子、电气自动化工程、电能质量监测和治理、能源管理系统等方面的工作。
- 下一篇:新能源空调压缩机轴承座成形工艺研究
- 上一篇:技术帖 | 汽车轻量化先进工艺技术
-

熟背铝合金焊接口诀,秒杀一切焊接难题
2024-07-25 -

激光焊接技术
2024-07-10 -

创想焊缝跟踪系统适配研华宝元机器人自动化焊接
2024-05-23 -

焊装生产线规划及布置概述
2024-05-22
编辑推荐





最新资讯
-
果栗智造磁悬浮技术赋能汽车制造:破
2025-04-03 19:27
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42