
模块式镗刀的结构及选用
微信公众号


镗削是一种用刀具扩大孔或其它圆形轮廓的内径切削加工工艺,一般覆盖半粗加工到精加工。镗孔加工以刀具旋转作为主运动,特别适合加工箱体、机架等结构复杂的大型零件,主要用于航空、船舶、汽车、工程机械以及能源等行业的零部件加工。
镗孔加工刀具统称为镗刀,它有多种分类方式,一般情况下按功能将其分为粗镗刀和精镗刀两类。随着加工技术的不断发展和进步,为了更适应现代化生产制造的需要,模块式镗刀应运而生。模块式镗刀有较高的精度和较大的灵活性,可以充分发挥数控机床的加工能力。
松德刀具(长兴)科技有限公司(简称松德刀具)多年来一直专注于精密镗刀的研发和制造,品种系列齐全,因此本专题特以松德镗刀为例,介绍模块式镗刀的接口型式、粗精镗刀系列和阻尼减振镗刀系列刀具的特点和应用,供读者系统地了解镗削刀具,同时也为工作中的选用作参考。
镗孔是机械加工过程中最常见的加工方法之一。镗孔加工是以刀具的旋转作为主运动的,相对于以工件旋转为主运动的加工方式,特别适合加工箱体、机架等结构复杂的大型零件。镗孔加工最大的特点就是可以修正被加工孔的轴线偏移、歪斜等缺陷,保证孔的位置精度,同时还可以获得需要的孔径尺寸公差和表面粗糙度。
用于镗孔加工的刀具称为镗刀。镗刀有多种分类方式,按切削刃数量可分为:单刃镗刀、双刃镗刀、三刃镗刀等;按结构可分为整体式镗刀和分体式镗刀。但一般按功能将其分为两种,即粗镗刀和精镗刀。
镗刀的发展经历了一个较长的过程,随着科技的不断进步和数控加工设备的普及,为了适应现代化的生产制造需要,模块式结构的镗刀应运而生。模块式镗刀是将镗刀的各个功能部件分开,使其模块化、标准化和系列化,并根据不同的加工需要进行组合,以满足机械加工要求。
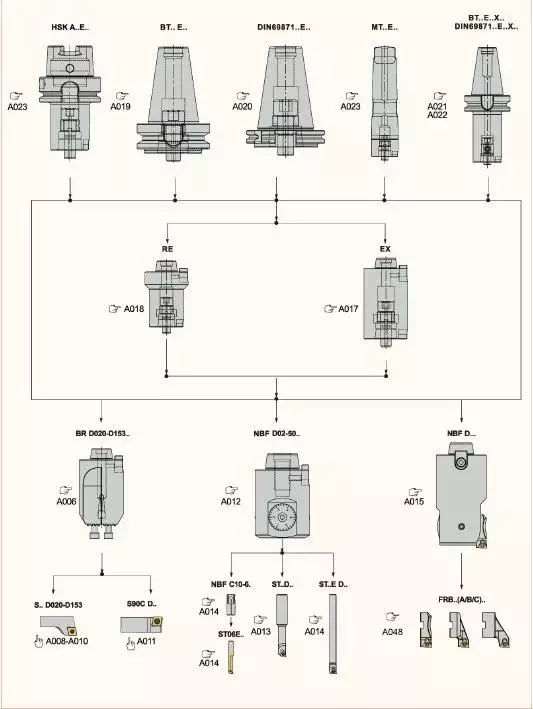
模块式镗刀结构一般可分为以下几个部分:镗刀柄、镗刀体、镗刀座、接长杆、缩径杆等。
模块式镗刀本身通过调整,可以加工一定范围内的孔,通过更换不同的刀座(或刀夹)还可以扩大加工范围或实现反镗等功能,针对不同的加工材料可以选用安装不同刀片的刀座(或刀夹),针对加工通孔、盲孔或阶梯孔还可以选择不同角度的刀座(或刀夹),针对不同的加工设备可以选择各种镗刀柄,根据加工需要可以增加接长杆、缩径杆等,还可以在镗刀体上安装倒角环,实现复合加工。
模块式镗刀的优越性是显而易见的,它可以适应不同的加工要求,从而大大减少刀具数量,便于维护管理,能显著降低刀具成本。下面以松德刀具的镗刀系列产品为例,介绍模块式镗刀的结构、选用方法及注意事项。
松德的镗刀系列产品主要分为粗镗刀系列、微调精镗刀系列、阻尼减振镗刀系列,每一个系列的镗刀产品都实现了模块化的设计。
模块式镗刀的接口
模块式镗刀的刀体与刀柄、接长杆、缩径杆之间通过“接口”实现连接。这些连接必须有一定的精度,同时还要保证镗刀具有足够的刚性。下面介绍松德镗刀的两种主要接口形式:E接口和K接口。
E接口
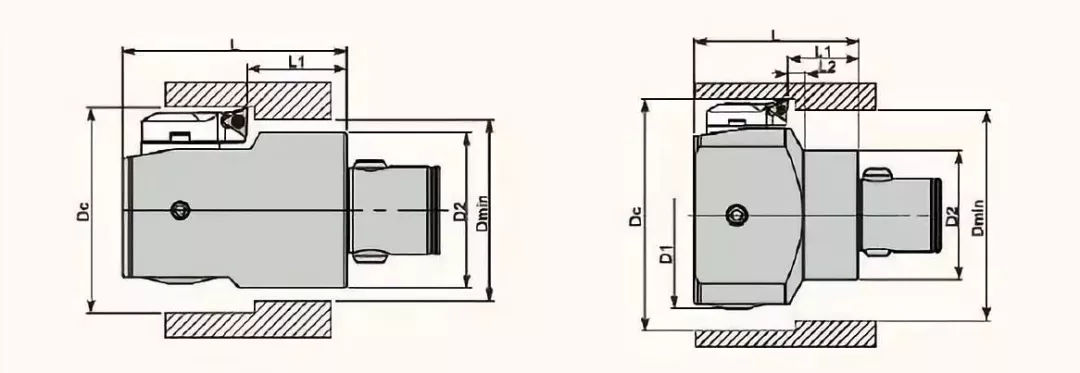
E接口是一种短锥过定位的连接方式,接口最终要达到凸锥与凹锥的锥面配合及接口端面完全贴合。自由状态时,接口的端面有一定的间隙,当轴向拉紧时,锥面会发生微量的变形,短锥小端实现过盈配合,接口端面完全贴合。接口的圆周上有端面键,可以传递足够的切削扭矩。E接口的最大特点是定位精度高,连接刚性好,可适应长径较大情况下的镗孔加工。E接口加工原理如下图所示:

K接口
K接口是一种精密圆柱配合连接方式,只需要用扳手拧紧一个锁紧螺钉就可以产生一个轴向拉力将接口的端面紧密结合在一起。接口的芯轴配有扭力栓,可以承受较大的切削扭矩。K接口的特点:操作简单,重复定位精度高。如下图所示:

粗镗刀系列
松德粗镗刀系列产品的镗孔涵盖范围从直径Φ20-Φ4200mm,分为以下两种结构:Φ20-Φ153为标准模块式结构,Φ153-Φ4200为桥式模块结构。
BR和CBR双刃粗镗刀
标准模块式结构粗镗刀有两个系列:BR系列双刃粗镗刀和CBR系列双刃粗镗刀。这两种产品的结构类似,镗孔范围均为Φ20-Φ153,主要区别是接口形式不同,另外表面颜色也不同。BR系列接口为E接口,表面镀层为白色镍磷合金,与之匹配的刀座、刀柄、接长杆、缩径杆等都是白色的;CBR系列的接口为K接口,表面是黑色的。两种粗镗刀的刀座与刀体都是矩形导轨配合,端面螺钉锁紧,连接稳定可靠,可以承受较大的切削力。
BR和CBR粗镗刀都有丰富的刀座可以选用:90°C型刀座、90°T型刀座、45°刀座、84°刀座、反镗刀座等,可以完成通孔、盲孔镗削,实现倒角、阶梯镗、反镗等不同的加工要求。

BR和CBR粗镗刀可以通过接长杆和缩径杆来实现镗刀的加长和变径,并且可以通过更换不同的主柄以安装在不同的设备上。为了适应悬伸较大同时又对刚性要求比较高的场所,还可以直接选用加长刀柄。
NLR双刃桥式粗镗刀
松德镗刀的镗孔范围大于Φ150以上都采用的是桥式模块结构。桥式粗镗刀的基本构成为镗刀主柄、刀桥、滑块和粗镗刀座。
Φ150-Φ210的桥式粗镗刀有E接口和K接口两种接口形式,可以与BR、CBR系列粗镗刀的刀柄、接长杆共用。
Φ210-Φ850的桥式粗镗刀有SNL和SEL两种接口形式,有不同形式及不同长度的刀柄可以选用。
Φ850-Φ4200大孔径桥式粗镗刀的刀桥及延伸块为高强度的铝合金材质,一般需要通过定位心轴与机床的主轴连接使用。
微调精镗刀系列
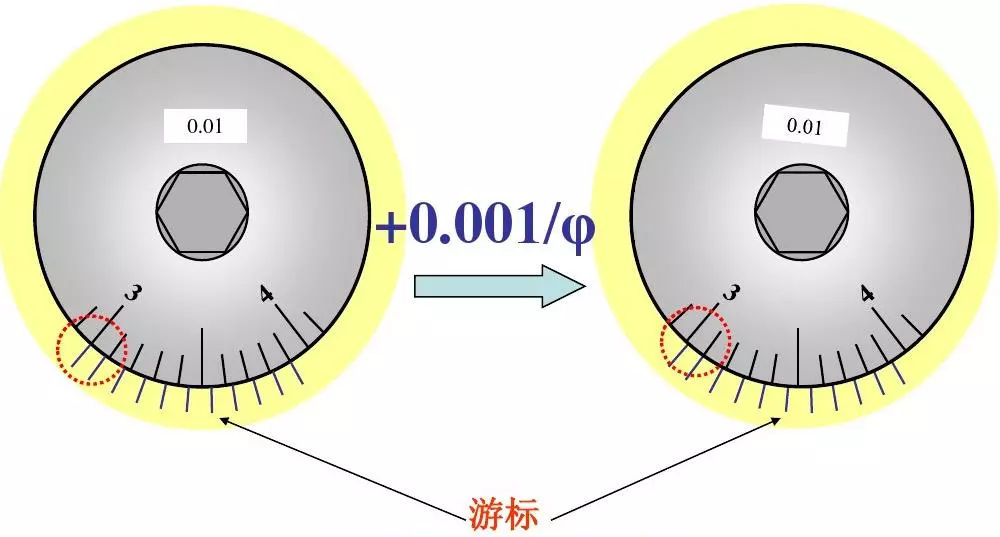
松德微调精镗刀的调整精度为Φ0.01mm/格,调整刻度盘外都有游标,借助游标可进行Φ0.001mm的微调(见下图)。
松德微调精镗刀有以下几种类型:小孔径微调精镗刀、单刃微调精镗刀和桥式微调精镗刀。
NBF和CBF小孔径微调精镗刀
镗孔范围Φ2-Φ50,有D02-22和D06-50两种规格,每种规格都有两种接口形式,NBF为E接口,CBF为K接口。小孔径精镗刀可以通过选用不同的精镗刀杆实现对不同要求的孔进行加工。
NBF和CBF单刃微调精镗刀
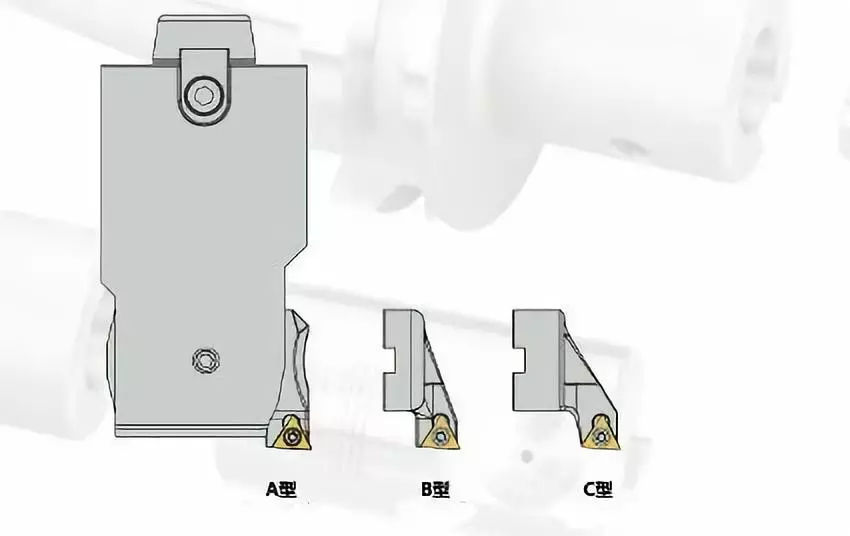
镗孔范围Φ20-Φ212,NBF精镗刀为E接口,CBF精镗刀为K接口。微调精镗刀的刀柄、接长杆和缩径杆与接口规格相同的粗镗刀通用。每一种规格的微调精镗刀都有A型、B型和C型三种适配的精镗刀夹,以扩大其镗孔范围。一般情况下,推荐采用A型刀夹。A型、B型和C型刀夹又有不同的刀片形式可以选择,以应对不同的加工材料。NBF与CBF精镗刀的刀夹通用。
单刃微调精镗刀还可以将精镗刀夹反装,以实现反精镗加工,加工范围Φ30-Φ212,但必须注意加工时刀具需要反装。
NLF单刃桥式微调精镗刀
镗孔范围Φ150-Φ4200,桥式微调精镗刀由镗刀主柄、刀桥、微调模块、配重块和精镗刀夹构成。
桥式微调精镗刀的主柄、刀桥与加工范围相同的桥式粗镗刀是通用的,精镗刀夹与单刃微调精镗刀的刀夹也是通用的。
Φ150-Φ210的单刃桥式微调精镗刀有E接口和K接口两种接口形式,刀柄、接长杆等与接口规格相同的其它镗刀共用。
Φ210-Φ850的单刃桥式微调精镗刀有SNL和SEL两种接口形式,有不同形式及不同长度的刀柄可以选用。
Φ850-Φ4200属于大孔径桥式微调精镗刀,刀桥及延伸块为高强度的铝合金材质,一般需要通过定位心轴与机床的主轴连接使用。

阻尼减振镗刀系列
在镗孔加工中,特别是在进行长悬伸加工时经常会遇到因振动产生的问题。振动会导致表面粗糙度较高、尺寸精度不够、生产效率低、刀片和机床磨损加剧以及噪音等一系列问题。如果选用阻尼减振镗刀,则这些问题可以迎刃而解。
松德的阻尼减振镗刀刀体内安装有减振系统,能有效抑制刀具在切削过程中产生的振动,尤其适用于深孔镗削。

VBR系列阻尼减振粗镗刀
镗孔范围Φ21-Φ153,双刃可调,接口形式为E接口。基本结构为镗刀主柄、阻尼减振粗镗刀体、粗镗刀座。镗刀柄与其它E接口模块式镗刀的刀柄通用,粗镗刀座与CBR粗镗刀的刀座通用。
VBF系列阻尼减振微调精镗刀
镗孔范围Φ21-Φ212,调整精度为Φ0.01mm/格,借助游标可进行Φ0.001mm的微调,接口形式为E接口。基本结构为镗刀主柄、阻尼减振精镗刀体、精镗刀夹。镗刀柄与其它E接口模块式镗刀的刀柄通用,精镗刀夹与NBF和CBF的刀夹是通用的
VBF阻尼减振精镗刀也可以通过反装精镗刀夹来实现反精镗加工,加工范围Φ30-Φ212,但必须注意加工时刀具需要反转。
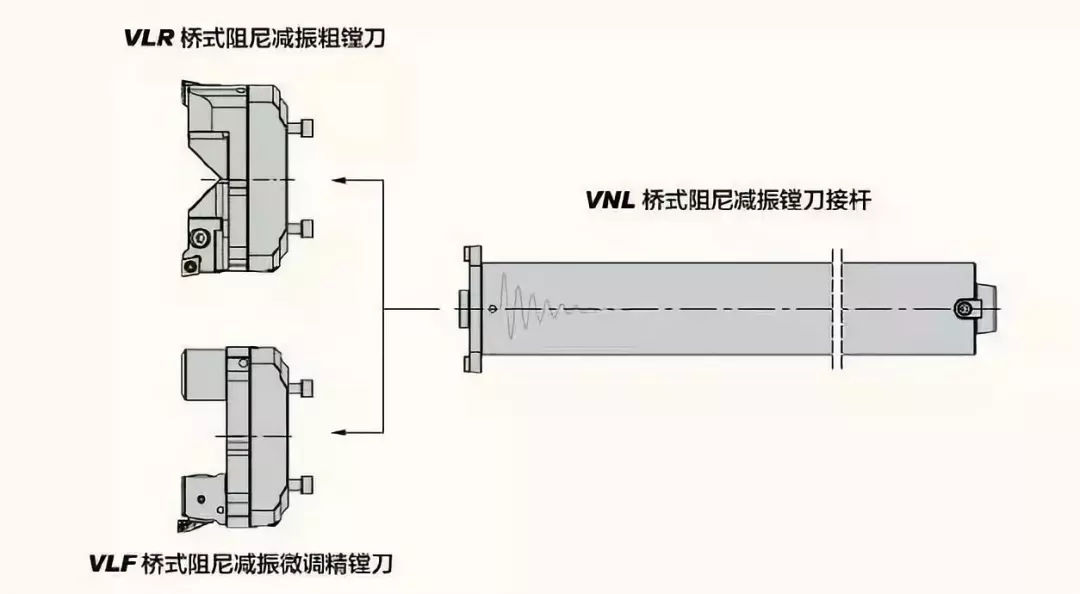
VLR桥式阻尼减振粗镗刀
镗孔范围Φ148-Φ300,双刃可调。基本结构为镗刀主柄、阻尼减振镗刀接杆、刀桥、滑块和刀座。镗刀柄与其它E接口模块式镗刀的刀柄通用,刀桥为高强度铝合金材质。
VLF桥式阻尼减振微调精镗刀
镗孔范围Φ148-φ312,调整精度为Φ0.01mm/格,借助游标可进行Φ0.001mm的微调。基本结构为镗刀主柄、阻尼减振镗刀接杆、刀桥、滑块、精镗模块、精镗刀夹和配重块。镗刀主柄、阻尼减振镗刀接杆、刀桥与VLR桥式阻尼减振粗镗刀通用。
阻尼减振镗刀一般按一定长径比进行设计,在实际使用过程中可以通过增加接长杆或使用加长刀柄来增加镗孔深度。目前松德的标准系阻尼减振镗刀按6倍长径比设计,如果不能满足要求,还可以进行非标定制,现在最大的镗孔深度可以达到镗杆直径的10倍。
小编提示:如果您对松德公司的产品感兴趣或者有镗削方面的技术难题需要咨询,可以联系松德公司,也可以关注公司的微信(微信号:songdedaoju)。
-

埃马克德国总部迎来中国社科院工业经济研究所代
2025-04-15 -

埃马克这项全新应用即将在CIMT惊艳首秀!
2025-04-15 -
![[转载] 机床巨头埃马克:百年跌宕再出发](https://img.auto-made.com/202503/31/124304211.png)
[转载] 机床巨头埃马克:百年跌宕再出发
2025-03-31 -

赋能电动未来,埃马克重庆技术日展示尖端制造技
2025-03-03
编辑推荐





最新资讯
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04