
变摩擦系数下的铝合金板材冲压成形无网格法数值模拟
微信公众号

随着全球能源危机日益加剧,汽车轻量化已经成为汽车行业发展的共同目标和趋势。相对于传统钢材而言,铝合金材料有着质轻、比强度高、耐腐蚀等一系列优良性能。在兼顾汽车性能、质量、强度、安全的同时,还能有效减轻汽车重量,是目前最佳的汽车轻量化材料,广泛用于汽车行业。
冲压成形工艺是生产铝合金汽车零部件主要方法之一。由于汽车零部件结果复杂,在冲压成形过程中,铝合金板料处于大变形状态,相对变形较大的区域容易产生拉裂、起皱、回弹等缺陷,造成铝合金汽车零部件成形性能较差,成形精度难以控制。因此,研究汽车用铝合金板材的冲压成形工艺显得尤为重要。
随着计算机技术及有限元理论的不断发展,使用数值仿真技术研究铝合金板材的冲压成形工艺越来越广泛。在冲压成形过程的数值仿真中,摩擦系数作为铝合金板料和模具之间的接触边界条件,对板料变形及成形性能有着重要影响。目前,许多学者采用平均摩擦系数或经验摩擦系数模拟铝合金板材的冲压成形过程。然而有学者研究指出,在铝合金冲压成形过程中,摩擦系数随着成形速度及接触压力的变化而变化,不再是简单的固定值。基于此,采用变摩擦系数模拟铝合金板材的冲压成形过程更符合实际。
近年来,无网格理论和技术日渐成熟,LS_DYNA、ABAQUS等大型商业软件均加入无网格计算板块,其计算精度高于有限元法,在分析材料大变形及断裂方面有着显著优势。因此,以变摩擦系数作为铝合金板材和冲压模具的接触边界条件,并选择无网格耦合有限元的方法对铝合金零部件的冲压过程进行仿真分析是一个更为有效的方法和途径,而此类方法的相关研究较少见于文献报道中。
本文以6016铝合金作为研究对象,通过标准拉伸及高速拉伸试验得到了铝合金板材的准静态及动态力学性能;考虑成形速度及接触压力对铝合金板材摩擦系数的影响,使用摩擦系数测试系统测试,得到了成形速度和接触压力介于0~900mm/s及0~26.2MPa时的变摩擦系数。基于LS_DYNA中的MAT_36各向异性材料本构模型、有限元及无网格算法,以变摩擦系数作为铝合金板材与模具的接触边界条件,对铝合金发动机罩内板零件冲压过程进行了数值模拟研究,并对数值模拟结果进行了试验验证。验证结果表明:铝合金板材在主要成形区域成形性能较好,在边角部相同位置出现了波纹状起皱。研究结果表明使用变摩擦系数及无网格法计算能准确的预测铝合金板材的成形性能,本文研究结果及方法能为提升铝合金板材冲压成形性能的预测精度提供一定意义的参考。
表1 6016铝合金屈服强度及塑性应变比
铝合金板材力学性能测试
铝合金板在冲压成形过程中,应变率范围在0~102s-1之间,需要进行准静态与动态力学性能测试,以准确表征铝合金板材在冲压成形过程中的力学响应。
准静态单向拉伸试验
按照GB/T 228标准,以轧制方向为参照,分别沿0°、45°和90°方向取拉伸试样进行测试,得到铝合金板材在三个方向上的屈服强度及塑性应变比(表1)。从表中可知,在0°、45°和90°方向上的塑性应变比分别为0.741、0.609和0.897,说明铝合金板材的力学性能存在各向异性。
高速拉伸试验
依据铝合金板材在冲压成形中应变速率的范围,在0.1/s、1/s、10/s、100/s、500/s共5个应变速率条件下进行高速拉伸试验,得到了不同应变速率下的铝合金板材应力应变曲线(图1)。
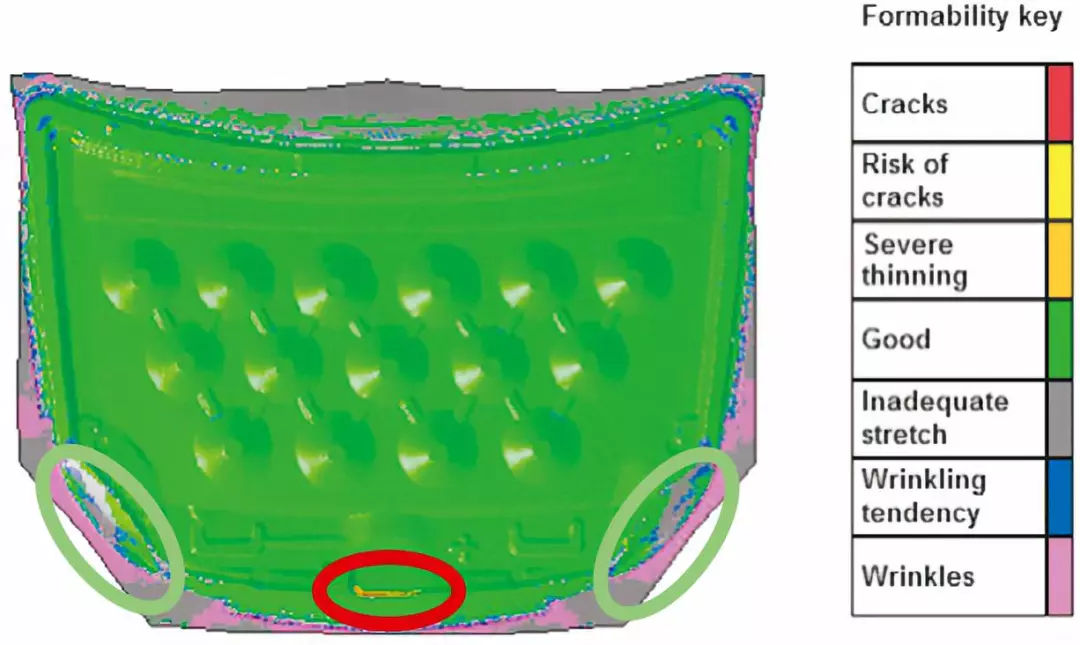
图1 6016铝合金不同应变速率下的应力-应变曲线
从图中可知,随着应变速率的增加,铝合金板材的应力-应变曲线存在波动。当应变速率达到500/s时,波动最为明显,此时应力波峰波谷之间差值为25MPa,其应力值波动范围小于10%,完全满足相关标准的规定要求。
变摩擦系数测试
冲压成形速度及接触压力范围的确定
由于现有设备制约,无法准确测量铝合金板材在冲压成形过程中不同部位的成形速度范围及与模具之间接触压力的范围。为得到较为准确的冲压成形速度及接触压力范围,建立铝合金发动机罩内板零件冲压成形有限元数值模型,采用LS_DYNA作为求解器进行计算。图2所示为发动机罩内板零件冲压模型,铝合金板料尺寸为1610mm×1195mm×1.2mm。考虑铝合金板材的各向异性及应变速率影响,选取LS_DYNA中的MAT_36模型作为铝合金板料的本构模型,模型中输入材料的各向异性指数γ(塑性应变比)及不同应变速率下的真应力-真应变曲线(图1)。模型中假设铝合金板材与模具间的摩擦系数不受成形速度及接触压力影响,设为固定值0.1。成形过程中,凹模静止,压边圈以1000mm/s速度快速向下运动,并与凹模将发动机罩内板坯料四周压住,压边力为600kN;之后凸模以300mm/s的速度冲击铝合金板材直到成形,整个冲压过程为0.205s。
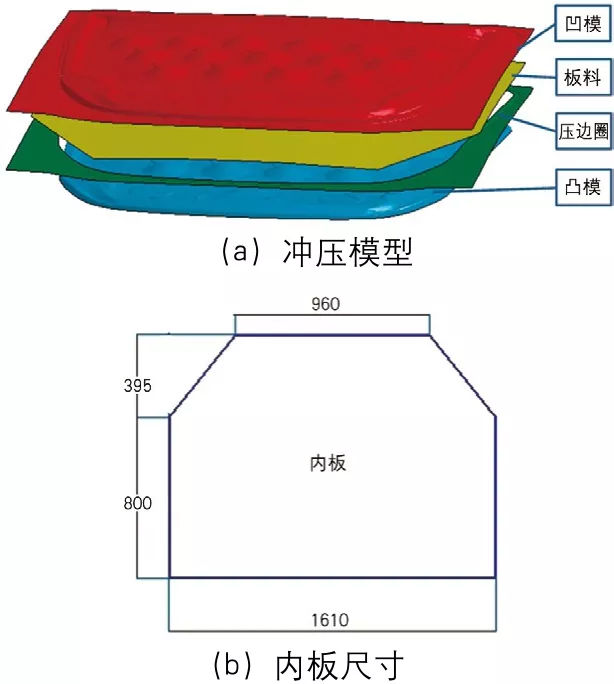
图2 发动机罩内板零件冲压模型
分别提取铝合金板材在主要成形区域及边角部区域节点305849和314719的速度变化曲线(图3)。从图中可知,在整个冲压成形过程中,铝合金板材主要成形区域及边角区域节点的速度均是变化的。冲压前期,模具以较大速度与铝合金板料接触,节点速度波动较大,节点305849的瞬态速度最大达7000mm/s,节点314719的瞬态速度最大达6500mm/s,进入冲压中后期后,冲压速度相对稳定,在0~900mm/s之间波动。
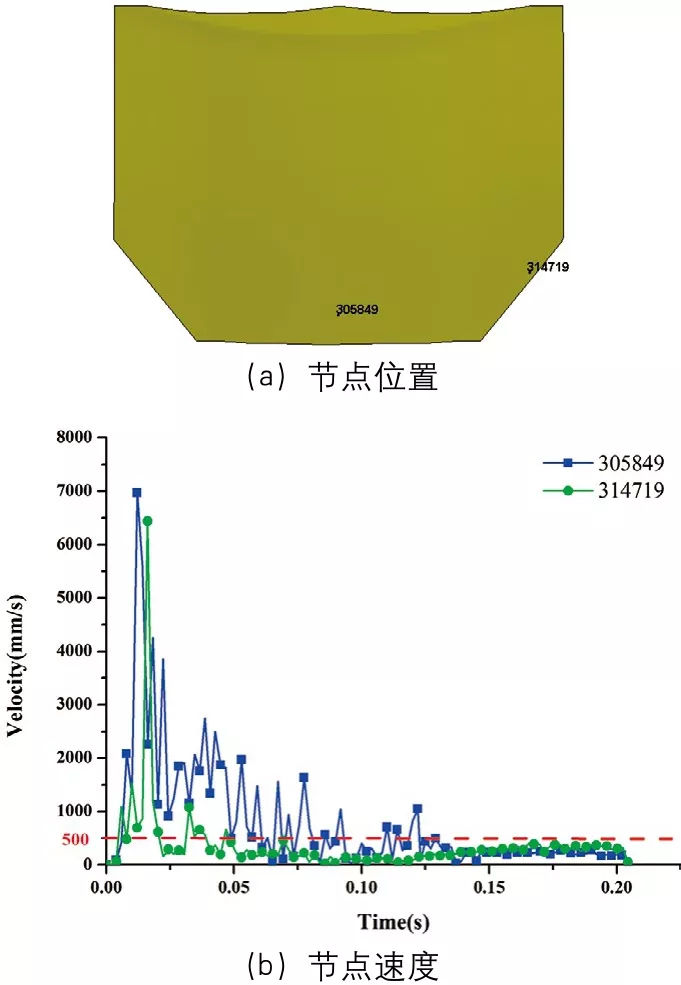
图3 节点速度随时间的变化曲线图
冲压过程中,铝合金板材不同位置的接触压力如图4所示。随着冲压过程的进行,铝合金板材不同区域接触压力不同,其中主要变形区域的接触压力较大,最大达到26.2MPa。在整个冲压成形过程中,铝合金板材的接触压力在0~26.2MPa之间变化。
通过上述分析,确定了铝合金板材在冲压成形中的速度范围为0~900mm/s(稳定成形后),板料和模具之间的接触压力范围为0~26.2MPa。
铝合金板材摩擦系数测试
选取铝合金板材条状试样,使用摩擦系数测试系统对铝合金板材的摩擦系数进行测试。长条试样及摩擦系数测试系统如图5所示,试验过程中,板材以一定的速度通过测试机的压头,机器将读取压头的压力和板材的拉伸力,通过库伦摩擦力计算公式计算出摩擦系数值。
基于上述有限元计算中确定的板料成形速度范围为0~900mm/s(稳定成形后)及板料和模具之间的接触压力范围为0~26.2MPa。为了兼顾时间和试验成本,在成形速度范围和压力范围内,摩擦系数测试条件分别为不同压力条件下进行摩擦系数测试:5MPa、7.5MPa、10MPa、13.5MPa、15MPa; 在 不 同速度条件下进行摩擦系数测试:10mm/s、30mm/s、50mm/s、70mm/s、90mm/s、110mm/s。

图5 摩擦系数测试试验
通过测试,得到不同速度、不同压力下的铝合金板材变摩擦系数(表2)。基于试验数据,采用幂指数模拟得到成形速度在0~900mm/s变化、接触压力在0~26.2 MPa变化时的摩擦系数(图6)。从表2及图6可知,铝合金板材冲压成形过程中,在成形速度及接触压力共同影响下,铝合金板材与模具间的摩擦系数是变化值。在各个接触压力下,随着成形速度的增加,变摩擦系数整体有下降趋势,最终趋于稳定。变形速度达到900mm/s时,2.5MPa接触压力时对应的稳定摩擦系数最小,为0.029;35MPa接触压力对应的稳定摩擦系数最大,为0.135。

图6 变摩擦系数曲线
表2 试验测得变摩擦系数

冲压成形无网格法数值模拟
为验证试验测试所得铝合金板材冲压成形过程中变摩擦系数是否适用,需建立数值模型将变摩擦系数进行应用分析。铝合金板材成形过程中,由于模具形状复杂,铝合金板材主要成形区域处于大变形状态,为得到更为准确的模拟结果,选取LS_DYNA中的无网格伽辽金法(EFG)进行计算。
无网格伽辽金法简介
无网格伽辽金法是基于有限元提出来的,其求解思路为:将求解域和边界离散为有限个节点,对求解域中任一点处的场用该点支撑域中的节点函数值进行局部近似,然后根据不同离散方法形成无网格离散方程,最后把基于点的离散方程组装为总体方程并进行求解。无网格方法只要节点信息而不要单元信息,与传统有限元计算方法相比,无网格方法计算精度更高,在分析大变形和裂纹扩展方面有显著的优势。
目前,LS_DYNA中引进了EFG模块,主要包括41号EFG壳单元、使用全局映射的42号EFG壳单元、4节点四面体单元和6/8节点单元。使用EFG时,通 过 *SECTION_SHELL_EFG、*SECTION_SOLID_EFG、*CONTROL_EFG关键字定义EFG单元的参数和求解设置。可根据具体的求解模型,选取EFG法耦合有限元法计算。
铝合金板材汽车引擎盖内板数值模拟
建立的引擎盖内板数值模型与图2相同,模型中凹模、凸模和压边圈均选择刚体材料本构模型*Mat_20_Rigid,铝合金板材选择各向异性材料的本构模型*Mat_36_3_Parameter_Barlat,并输入图1所示的不同应变速率下的真应力-真应变曲线。铝合金板材与模具间接触类型为Contact_Forming_Surface_to_Surface,接触摩擦系数设为图6所示的变摩擦系数,选取EFG耦合有限算法对模型进行计算。其中铝合金板材算法设置为SHELL_EFG,凹模、凸模和压边圈算法设置为有限元(SHELL_FEM)。
冲压成形后,得到铝合金板材的塑性应变及厚度减薄率云图(图7)。从图中可知,冲压成形后,铝合金板材主要成形区域应变及厚度减薄率均较大,其他区域较小。内板中间靠前锁扣位置形状复杂,整个冲压过程中容易形成应力集中,冲压成形后应变最大(红色线框内),达到0.595,厚度减薄率达到33.36%。
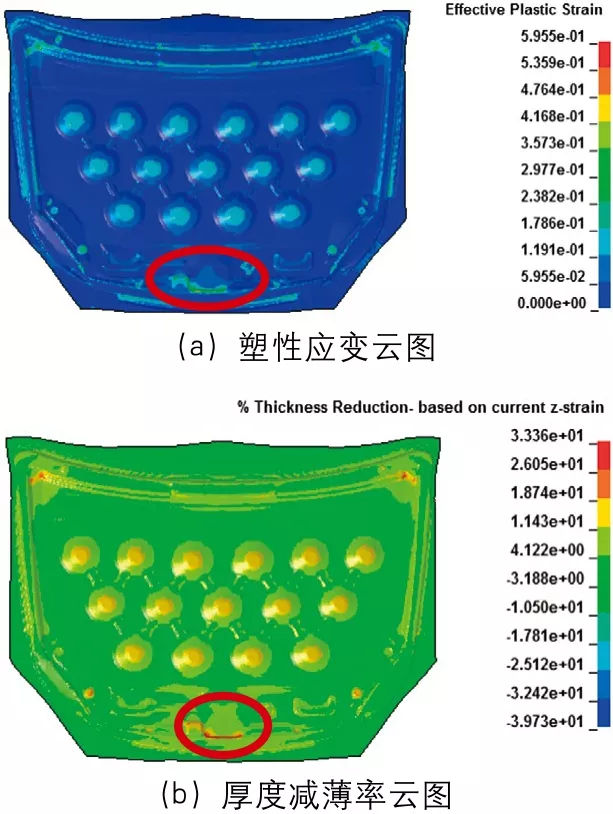
图7 汽车发动机罩内板应变及厚度减薄率云图
图8 汽车发动机罩内板成形极限图
图8所示为汽车发动机罩内板成形极限图。从图中可知,冲压成形后,铝合金板材主要成形区域呈现很好的成形状态。内板中间靠前锁扣位置由于形状复杂,成形后应变及厚度减薄率较大,冲压成形后呈现出开裂趋势(图中红色线框);板材边角部(图中浅绿色线框)等区域为紫色,发生起皱现象。从开裂区域及起皱区域的放大图(图9),可看出开裂区域中仅有少许单元有开裂趋势(呈现红色),起皱区域呈明显的波纹状。
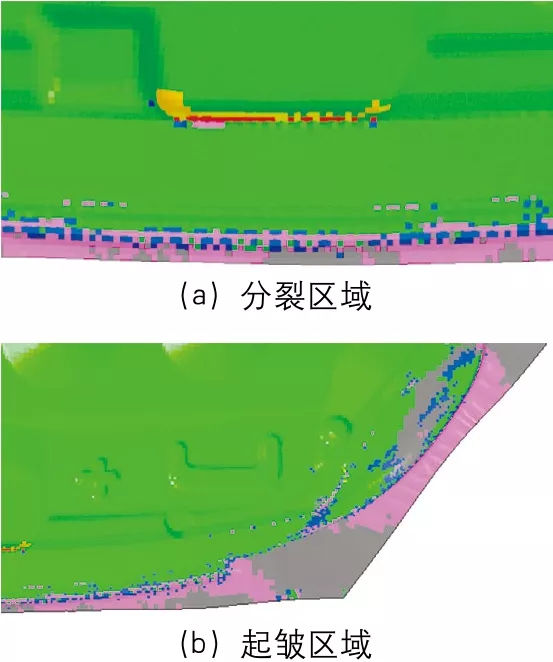
图9 汽车发动机罩内板开裂区域及起皱区域
试验验证
冲压试验
针对上述数值模型及结果,开发出汽车引擎盖内板冲压模具,选取铝合金板材进行冲压试验,试验现场及结果如图10、11所示。从图中可知,冲压成形后铝合金板材汽车引擎盖内板冲压件成形状态较好,整个样件并未产生裂纹,在内板边角部呈现明显波纹状,出现起皱。

图10 冲压现场
图11 铝合金板材汽车引擎盖内板冲压件
试验及仿真结果对比分析
对比分析数值模拟结果与试验结果发现,数值模拟中,铝合金冲压件在内板中间靠前锁扣位置有少许单元呈现红色,呈现开裂趋势,而实际冲压样件中并未产生裂纹。文献研究指出,使用成形极限图来判断金属板材成形过程中的断裂区域时,裂纹往往产生过早或过晚,且只能用于预测材料在线性应变路径情况下的裂纹区域。文献中对铝合金板材断裂失效预测研究发现,铝合金板材在不同受力状态下,临界失效应变值有所不同。在冲压成形过程中,板材受力状态复杂,需要使用如Gissmo、MMC等考虑材料受力状态对临界失效应变值的影响,及非线性应变路径成形的失效模型,才能较为准确的预测出铝合金板材在冲压成形过程中的裂纹区域。
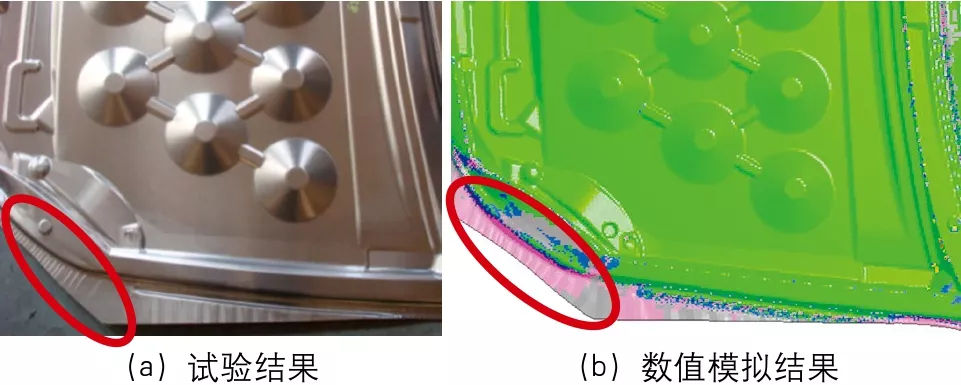
将数值模拟及试验样件起皱区域进行对比(图12),从图中可知,冲压成形后,铝合金板材汽车引擎盖内板冲压件在边角部相同区域呈现明显的波纹状,均发生起皱。数值模拟结果与试验结果吻合度较高,说明本研究得到的铝合金板材变摩擦系数具有良好的适用性,能很好的用于预测铝合金板材冲压成形性能。
图12 试验与数值模拟起皱结果对比图
结束语
汽车用铝合金板材在冲压成形过程中,成形件结构复杂,铝合金板材变形较大,在不同部位成形速度及接触压力不同,与模具间的摩擦系数不断变化,传统的定摩擦边界条件与实际情况不符。本研究中,基于试验测试得到了汽车用铝合金板材的准静态、动态力学性能及成形变摩擦系数,考虑铝合金板材的各向异性选取计算精度更高的EFG法对铝合金板材汽车引擎盖内板冲压成形过程进行了模拟,并开发出冲压模具,进行了实际冲压试验。对比分析数值模拟及实际冲压结果发现,铝合金板材汽车引擎盖内板冲压件在主要成形区域成形性能较好,在边角部相同区域出现波纹状起皱,两者吻合度较高,表明本文研究得到的铝合金板材准静态、动态力学性能及变摩擦系数是准确的,采用变摩擦系数及无网格法计算的仿真结果能较为准确的预测铝合金板材的冲压成形性能。
——本文摘自《锻造与冲压》2018年第18期
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04