
变速箱拨叉组合高频淬火工装的设计
2018-11-22 23:00:29· 来源:卢演芝 感应加热世界
微信公众号

作者:卢演芝、韩继刚单位:河北钢铁集团宣工公司来源:《金属加工(热加工)》杂志0A14001、0A14046、0A14050是三种推土机变速箱拨叉,技术要求为:两爪平面表面淬火,硬度要求55HRC,工艺设计为对爪部进行高频感应淬火,原来采用单爪高
作者:卢演芝、韩继刚
单位:河北钢铁集团宣工公司
来源:《金属加工(热加工)》杂志
0A14001、0A14046、0A14050是三种推土机变速箱拨叉,技术要求为:两爪平面表面淬火,硬度要求≥55HRC,工艺设计为对爪部进行高频感应淬火,原来采用单爪高频表面淬火,效率比较低,为了提高效率,现设计了一套拨叉组合工装,通过更换拨叉定位销,配合一次同时加热、预冷、冷却淬火专用感应器,对三种不同的拨叉进行高频淬火。
拨叉组合高频淬火工装包括底座(见图1)和移动小车(见图2)两大部分、底座通过连接杆与感应淬火机床连接固定,移动小车在底座的滑槽中可以来回滑动,拨叉零件通过拨叉定位销装在移动小车上,拨叉定位销和磁体可以将拨叉在移动小车的小车台面上固定,小车通过底座滑动推入高频淬火感应器内进行高频淬火。
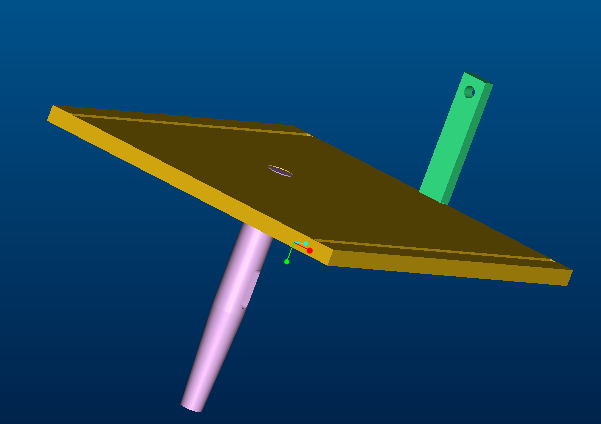
图1 底座

图2 移动小车
拨叉类零件,形状不规则,此工装能使拨叉类工件在高频淬火时候很好的定位,不同形状的拨叉可以选用不同位置的拨叉定位销,并可通过更换或者增减不同高度的拨叉垫圈使拨叉准确定位(见图3、图4、图5),装卡方便,提高效率。

图 3

图 4

图 5
通过生产实践,不同形状的拨叉可以选用不同位置的拨叉定位销,并可通过更换或者增减不同高度的拨叉垫圈使拨叉准确定位。操作简单、使用灵活、定位准确、拆装方便,解决了拨叉类零件的高频淬火的夹装问题,具有显著的经济效益。
举报 0
收藏 0
分享 119
-

埃马克德国总部迎来中国社科院工业经济研究所代
2025-04-15 -

埃马克这项全新应用即将在CIMT惊艳首秀!
2025-04-15 -
![[转载] 机床巨头埃马克:百年跌宕再出发](https://img.auto-made.com/202503/31/124304211.png)
[转载] 机床巨头埃马克:百年跌宕再出发
2025-03-31 -

赋能电动未来,埃马克重庆技术日展示尖端制造技
2025-03-03
编辑推荐





最新资讯
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04