
实现复合轻量车身的关键技术—自冲铆钉
微信公众号

未来几年,随着轻质车身、闭合板及铝制材料应用的不断增长,自冲铆钉也将作为一种大量使用的结构性连接件,在汽车制造领域发挥更大作用。据了解,在奥迪(Audi)、宝马(BMW)、通用(GM)、捷豹路虎(JLR)和特斯拉(Tesla)汽车小范围使用自冲铆钉之后,福特(Ford)F系列铝制皮卡开始将这种铆钉连接技术带入主流市场。
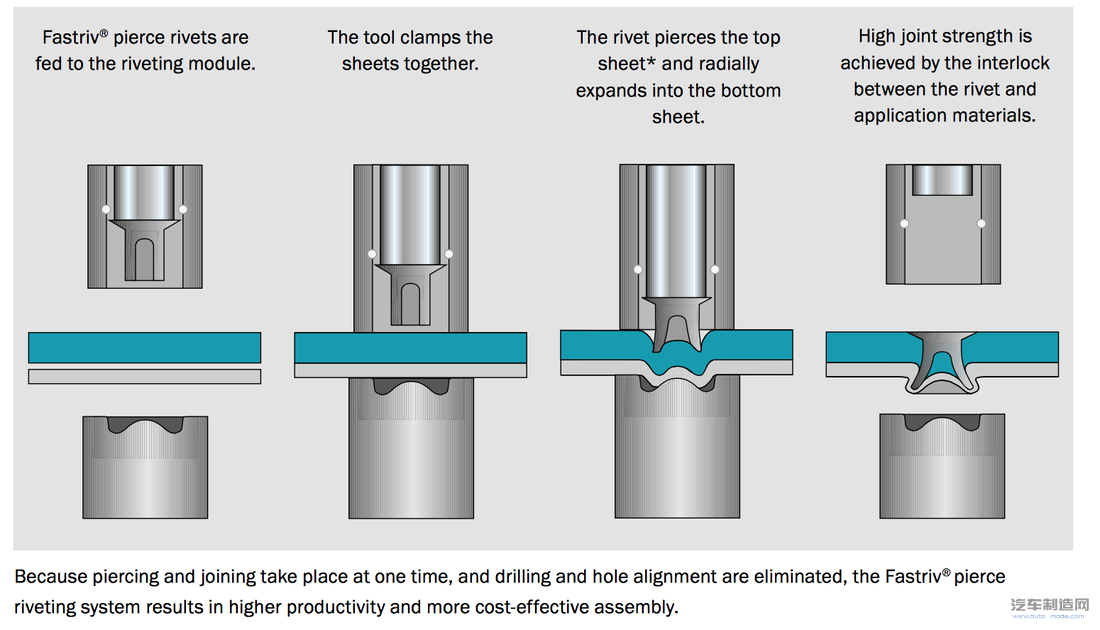
自冲铆接是一种用于连接两种或两种以上金属板材的冷连接技术。特制铆钉穿透顶层板材之后,在铆模的作用下铆钉尾部的中空结构扩张刺入而并不穿刺底层板材,从而形成牢固的铆接点。
自冲铆接VS点焊:
比普通焊点牢固提高30%;
可以连接多种不同材质以及难于铆接的板材,还可一次连接多层板材;
可以在不损伤涂镀层的前提下,铆接涂层板材或镀层板材;
铆接工序周期短,可以短至1秒以内。
自冲铆钉与机械结构性粘合剂的搭配不仅更牢固,而且还具有其他优势。铆钉可以将相邻的金属板连接在一起,保证粘合剂可以在车辆的整个组装过程中充分接触。专家表示,如果没有铆钉,粘合剂连接的组装速度完全无法与点焊抗衡。
自上世纪90年代首次登陆铝制车身的奥迪A8后,自冲铆钉在欧洲汽车厂商心目中的地位相当稳固。在北美地区,随着汽车厂商开始转而使用铝材,以及其他无法通过传统焊接技术连接的轻质材料,自冲铆钉的应用也开始呈上升态势。
根据达科咨询公司(Ducker Worldwide)的全球轻量化汽车铝材占比研究,到2025年,铝制车身板与闭合件的用量将从2012年的不到2亿磅增长至40亿磅。其中,发动机盖中的铝材使用将达到85%,车门部分达到46%,完整车身中的使用将达18%。相比之下,2015年,车身大量采用铝制材料的比例不到1%。 虽然,点焊仍是目前最常用的钢制白车身板连接工艺,但高级机械紧固技术也逐渐成为一个越来越受欢迎的选择。自冲铆钉紧固工艺可以连接铝、钢、塑料、碳纤维强化复合材料及各种材料组合,整个过程均不需要提前打孔。
专家指出,自冲铆钉的整个紧固过程不需要加热,这种工艺可以用于连接白车身上的各种相同或不同材料,比如钢-钢和铝-钢连接。
30多年来,点焊技术一直是车身紧固技术的主要手段。不过,正如车身材料已经有所变化一样,相应的紧固技术也已随之进化了。
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04