
冲压同步工程阶段的控制方法
2019-01-04 10:11:13· 来源:锻造与冲压 作者:曹江怀
微信公众号

传统汽车车身开发一直采用串行工程的方法,不能在设计过程中及早考虑工艺规划、质量保证及制造可行性等问题,使得一些问题到后期才能暴露出来,导致设计改动量大,产品开发周期长,产品制造成本高。随着计算机技术的不断发展,出现了各种
传统汽车车身开发一直采用串行工程的方法,不能在设计过程中及早考虑工艺规划、质量保证及制造可行性等问题,使得一些问题到后期才能暴露出来,导致设计改动量大,产品开发周期长,产品制造成本高。
随着计算机技术的不断发展,出现了各种直接、简单、快速的分析软件,即各种计算机辅助工程(CAE)。同时也产生了一种使用各种CAE工具对产品开发及其相关过程进行并行、一体化设计的工作模式——同步工程。
CAE在汽车冲压件生产工艺中的应用
在投产以前,通过对产品可能出现的各种成形缺陷进行CAE分析,来保证汽车冲压件成形的可行性。通过计算机数值模拟技术,使设计阶段就可以对冲压件质量进行预测,控制制造成本,提高产品工艺设计的合理性,并能由此减少因为设计的错误而造成的返修或报废。
基于数字模拟的面品分析
在以前的生产过程中,经常出现制件变形、回弹、起皱、开裂、覆盖件的表面变形等问题,传统的解决方式只能通过经验不断的试模,导致模具生产周期很长、产品质量达不到要求,往往不能按时交货或者交不出合格的产品,甚至导致模具报废,造成时间和资金上的巨额浪费。随着CAE技术的广泛应用,使得模具的设计流程也发生了变化,原来在后期爆发的问题提前暴露,在设计阶段就能充分的发现和解决问题。
目前在中国汽车行业中,自主开发汽车渐渐盛行,同步工程技术越来越重要。汽车新车型的开发,是一项十分复杂的系统工程,在整个开发过程中需要投入巨大的人力、财力、物力,而且开发周期长,风险大。因此,产品开发必须要有一套全过程的科学管理程序,并严格按标准程序一步步地走完全过程。以下是传统产品开发流程和引入同步工程技术的开发流程的区别:
传统产品开发流程为:产品设计→工艺设计+模具制作→零件生产→产生问题→修改模具,如图1所示。引入的同步工程技术产品开发流程为产品设计→数据初步工艺分析(依据工艺经验和工艺理论)→CAD 模面开发→ CAE 成形仿真→修改数据→CAE成形仿真→模具制作→零件生产,如图2所示。
采用同步工程开展数据设计及冲压成形分析,开模之前加入数据CAE分析,对零件的成形性进行评估,提前预测回弹、起皱、开裂、应力、应变、刚度、拉延筋的布置。对相同问题的处理,CAE分析阶段使用的时间仅相当于模具调试的几十分之一。在产品设计阶段开展同步工程,主要从以下几个方面进行前期问题的提出及规避工作:
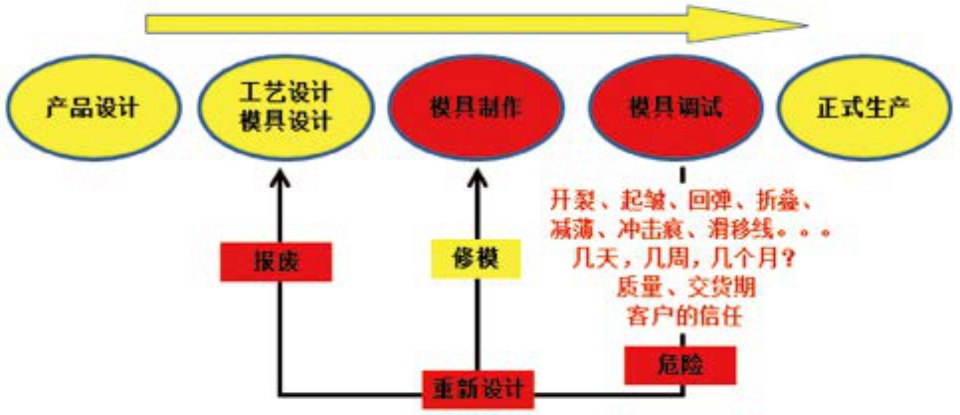
图1 传统模具开发流程
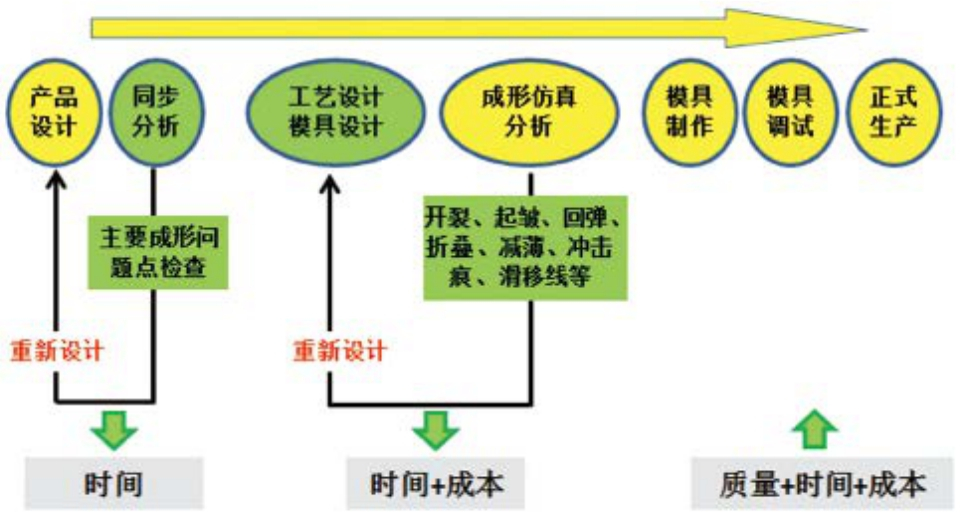
图2 同步工程形式的模具开发
⑴造型和模型阶段、C面数据阶段的主要工作。产品按阶段开展模型评审,提供A面数据、断面数据以及其他相关产品信息,开展同步工程分析工作,输出模型分析报告、主断面分析报告以及可能的冲压SE分析报告,见表1。
⑵B面数据阶段见表2。产品按项目节点提供B面数据、产品二维图纸、总成图纸以及其他相关信息,工艺部门开展同步工程分析工作,主要是B面数据的综合分析。输出冲压CAE报告、设计变更措施事项报告,必要时组织相关部门评审讨论形成相关会议纪要,并出示B面数据通过报告。
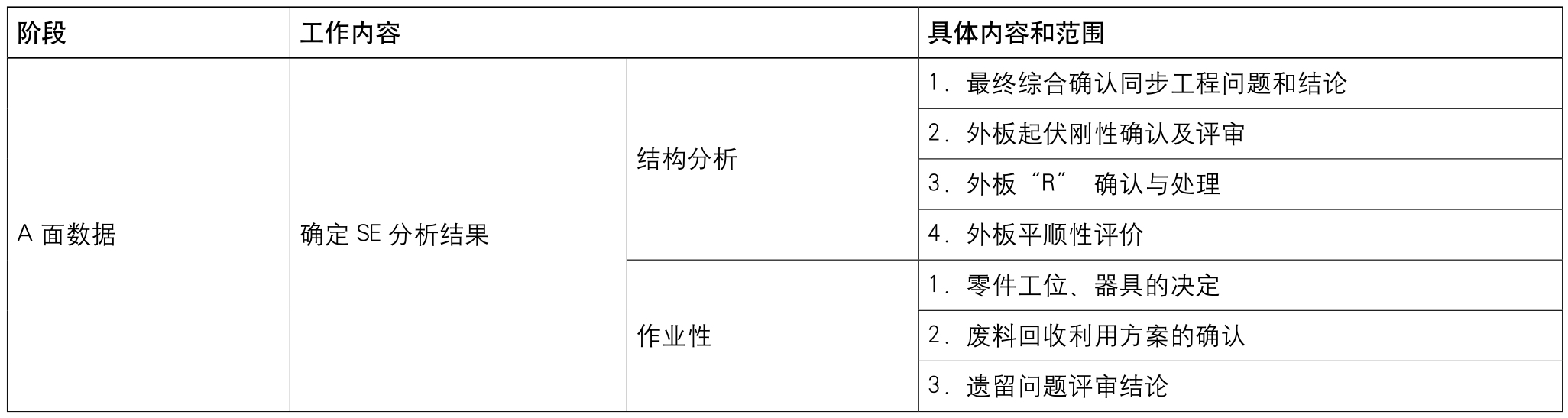
⑶A面数据阶段见表3。即样车制作阶段,最终数据状态的分析和结论,同时涉及无法更改的遗留问题,形成相应的接收标准并备案。
同步工程分析阶段控制实例介绍
外观造型及覆盖件表面数据是车身设计过程中数据开发逐步完善的过程,也是与工程开发部门开展同步协作最重要的过程。我们通常是数据质量优化→数据模拟分析→数据优化→数据模拟分析,在循环过程中不断改进,不断提升数据质量。以某车型翼子板单件缺陷为例进行分析,如图3所示。
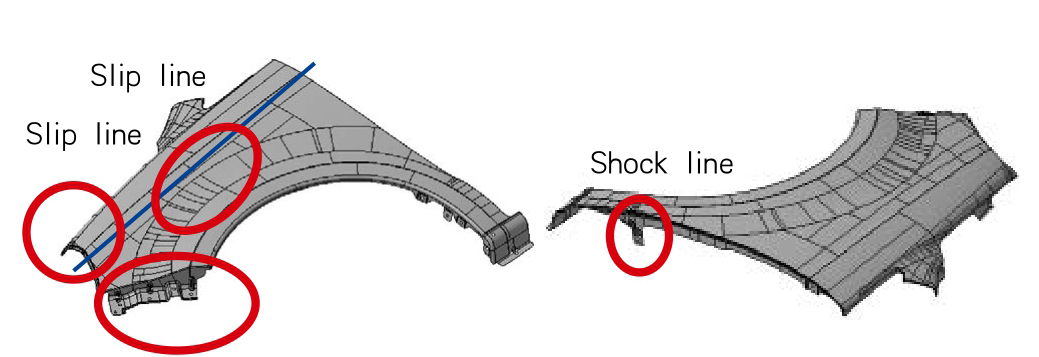
图3 翼子板缺陷示意图
表1 造型和模型阶段冲压SE分析主要工作
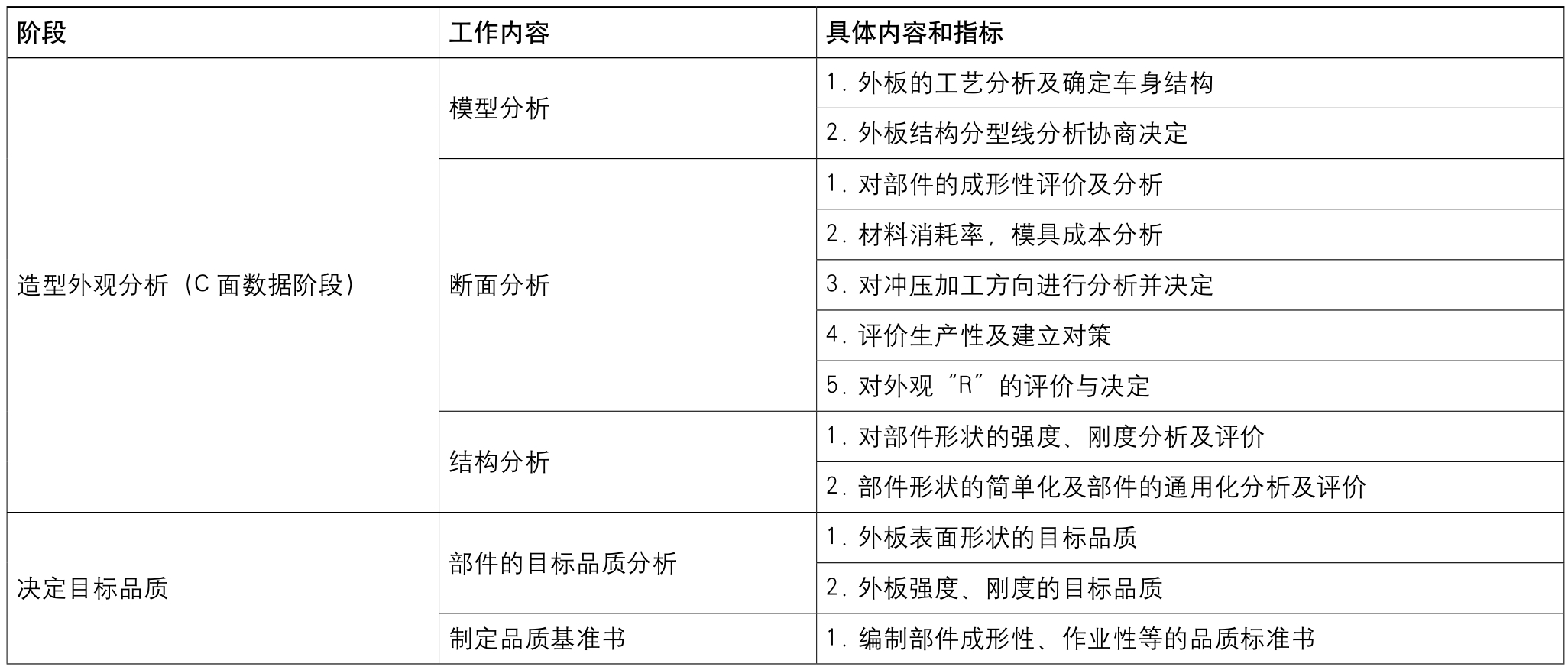
表2 B面数据阶段冲压SE分析主要工作
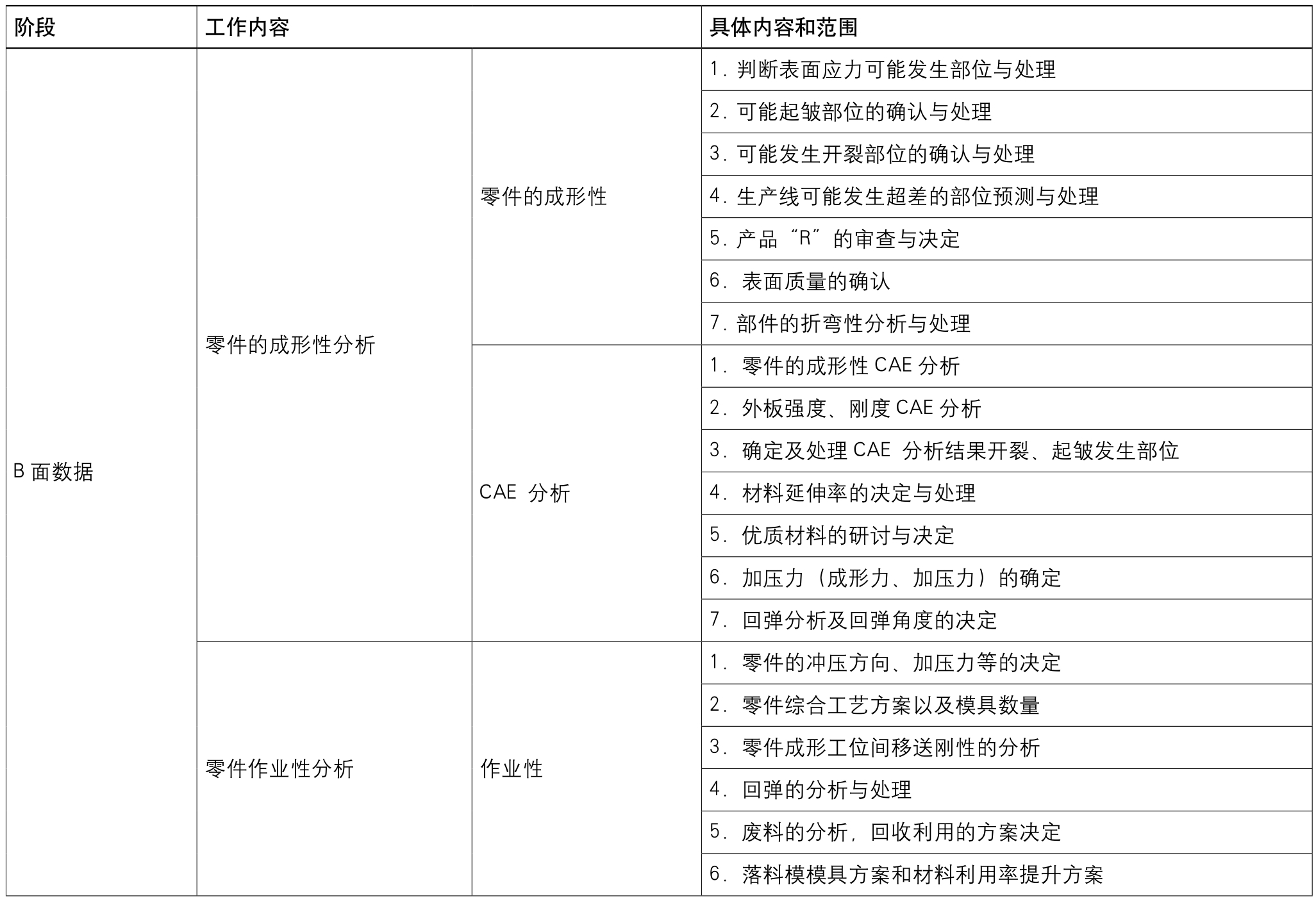
表3 A面数据阶段冲压SE分析主要工作
改进目标为提高外面品质量;提高材料使用率(节省材料);讨论减少工序次数,降低开发成本的方案。提案零件变更方案为四工序,OP10——拉延;OP20——修边;OP30——翻边侧翻边;OP40——侧翻边。
OP10拉延工序问题
OP10拉延工序的改进目标为保证表面质量,因为厚度变薄率超过4%,如图4所示。通过工艺改善和工艺方向,提高材料利用率,如图5所示。

图4 拉延工艺分析示意图
图5 工艺改善示意图
OP30产品变更建议和工艺优化
⑴翻边问题。开裂发生在到底10mm之前,因为R的形状尖锐和过渡剧烈。更改建议:方案1,改变形状,扩大侧面R的面积 (R12.5mm→ R25mm)。方案2, 改变形状(增加凸台或者缩小翻边面长度),如图6所示。
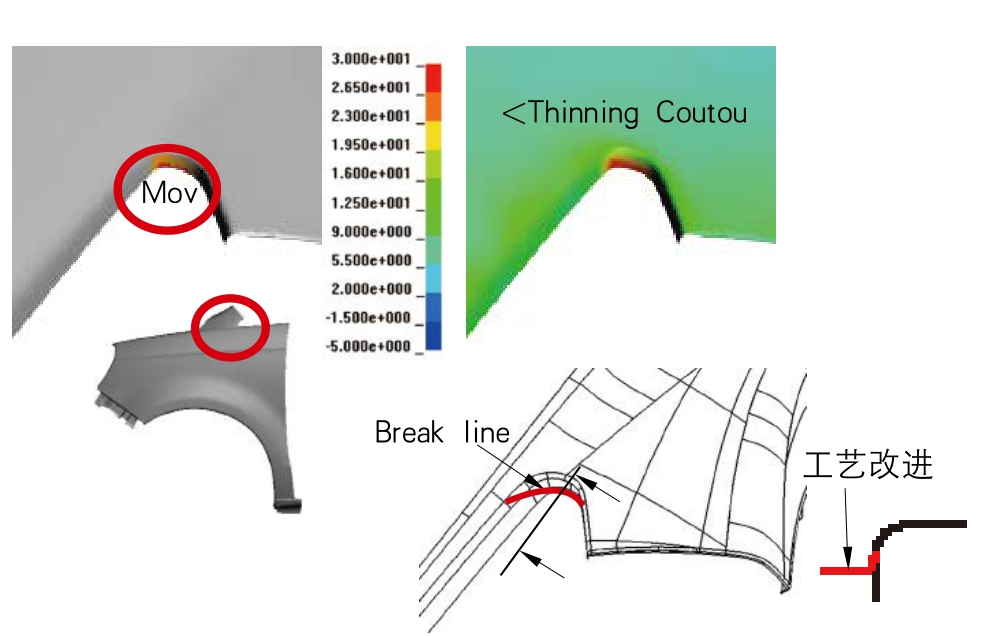
图6 翼子板产品变更方案
⑵开裂、起皱问题。因为形状变化剧烈导致制件暗裂。解决方案:改变其形状,改变高度以及R的断面大小(考虑安装零件的相关需求),如图7所示。

图7 翼子板凸台改进示意图
⑶翻边叠料和提高材料利用率问题。发生重叠是因为翻边面的长度太长和杯形区域。解决方案:方案1,一定要考虑取消安装孔,缩小翻边长度。方案2,一定要考虑孔移动位置,空间上缩小翻边的长度,如图8所示。
⑷材料利用率提升方面,如图9所示。缩短翼子板安装面的长度,并在压料面上保留产品开展;通过落料排列节省材料。

图8 翻边叠料改进示意图
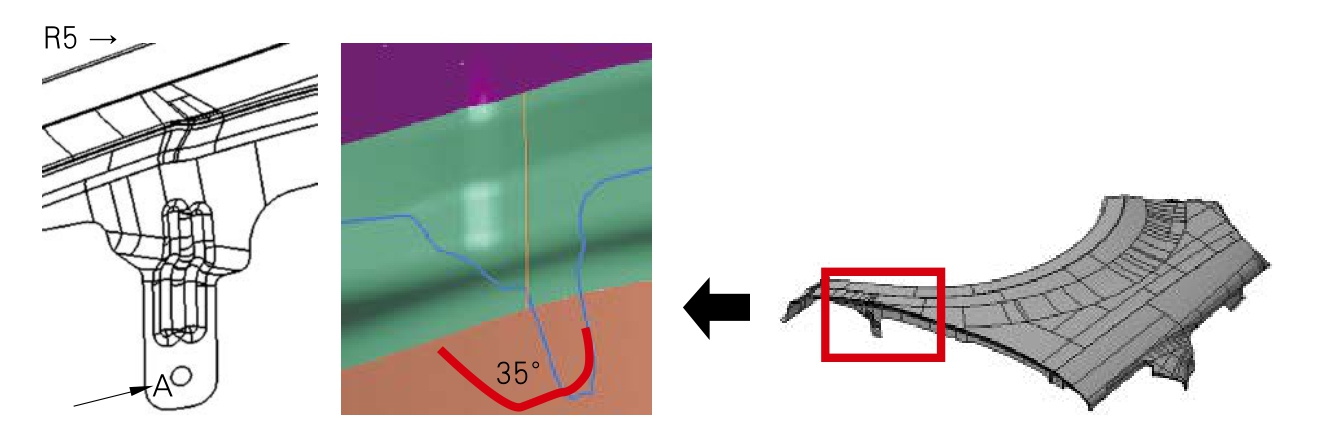
图9 材料利用率提升示意图
在数值模拟能力还不是非常强大的情况下,一般在车型开发过程中,都考虑部分或者全部开发软模,在此过程中,可以通过工艺验证的方法,对比实物和软件分析的问题差异,从而更大程度的优化产品数据。目前,我们采用一种叫虚拟AUDIT(或叫AUDIT预判)的手段,能够有效的推进问题的明确和解决,为产品阶段推进数据阶段的问题提供了一种有力的手段。
虚拟AUDIT就是按照实物AUDIT的标准,结合CAE等数值模拟结果,通过对比前期开发车型的缺陷程度,软模制件的实际情况,进行数据阶段预判的一种方法,可以将每个缺陷的严重程度进行量化,并且将所有缺陷总数进行评价,和目标进行比照,若不满足目标要求,或者存在不能接受的重大A、B类缺陷,都可以推进产品进行整改。
结束语
通过对覆盖件进行CAE分析,分别从CAS、C/B/A面数据阶段的面品模拟分析,结合软模制件,前期开发的同类产品的实物状态等共同分析、同步产品设计,即可有效的缩短开发周期,节省费用,也可提前对表面覆盖件的质量进行提升和规避。
举报 0
收藏 0
分享 96
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42
-
从4S店到修理厂:FLIR ONE Pro USB-C
2025-03-28 16:05