
汽车左右前地板多工位生产工艺研究
2019-01-15 21:18:45· 来源:《锻造与冲压》
微信公众号

通过优化某汽车左右前地板的多工位生产工艺及模具结构设计,将左右件对接生产,即一模两件(传输方向)生产。有效降低了模具开发成本,将原来的八套模具减少至四套模具,减少了投资费用,提高了材料利用率和生产效率,降低生产成本,节省
通过优化某汽车左右前地板的多工位生产工艺及模具结构设计,将左右件对接生产,即一模两件(传输方向)生产。有效降低了模具开发成本,将原来的八套模具减少至四套模具,减少了投资费用,提高了材料利用率和生产效率,降低生产成本,节省了模具存放空间。
目前汽车行业节奏越来越快,新车型的生准周期越来越短,多工位的高柔性和高效率备受行业青睐,而为了充分发挥多工位的高生产效率,需要在零件的生产工艺上进行充分研究。本文通过对多工位左右前地板的生产工艺进行研究,得到一模双件(传输方向)的新生产方式,希望给国内采用大型多工位生产线生产的同行提供新的思路。
传统生产工艺
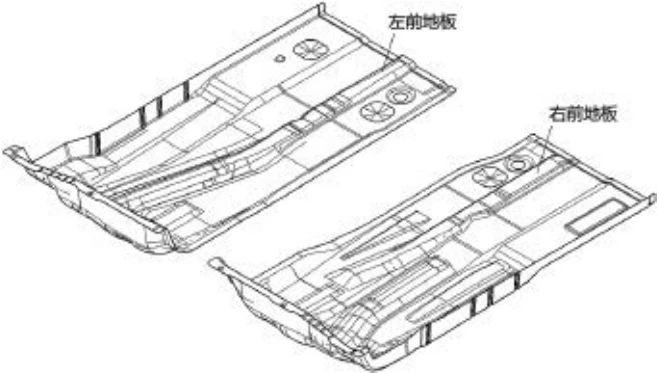
图1 汽车左右前地板零件
图1为某车型左右前地板零件。左右前地板零件尺寸较大,单件尺寸(1250mm×600mm×160mm),拉延深度较深,局部起伏较大。受多工位对料片最大尺寸限制(图2),考虑拉延工艺补充部分以及模具结构布置要求,因此传统生产方式采用单件生产。
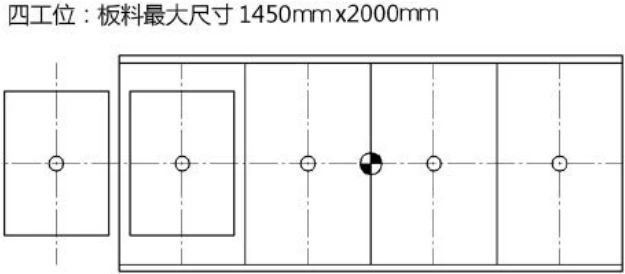
图2 多工位板料最大尺寸要求
单件生产时需要对两侧进行工艺补充,经分析可以达到成形要求。确认4工序内容为:拉延、修边(侧修边)、翻边(侧翻边、侧冲孔),如图3所示。因需要考虑四角夹件,因此需要在四角留有至少30mm×30mm的夹持平面。经分析确认,板料采用(1400mm×750mm)长方料,材料利用率=(零件净重)4.2877kg÷(板料重量 )5.769kg =74.3%。
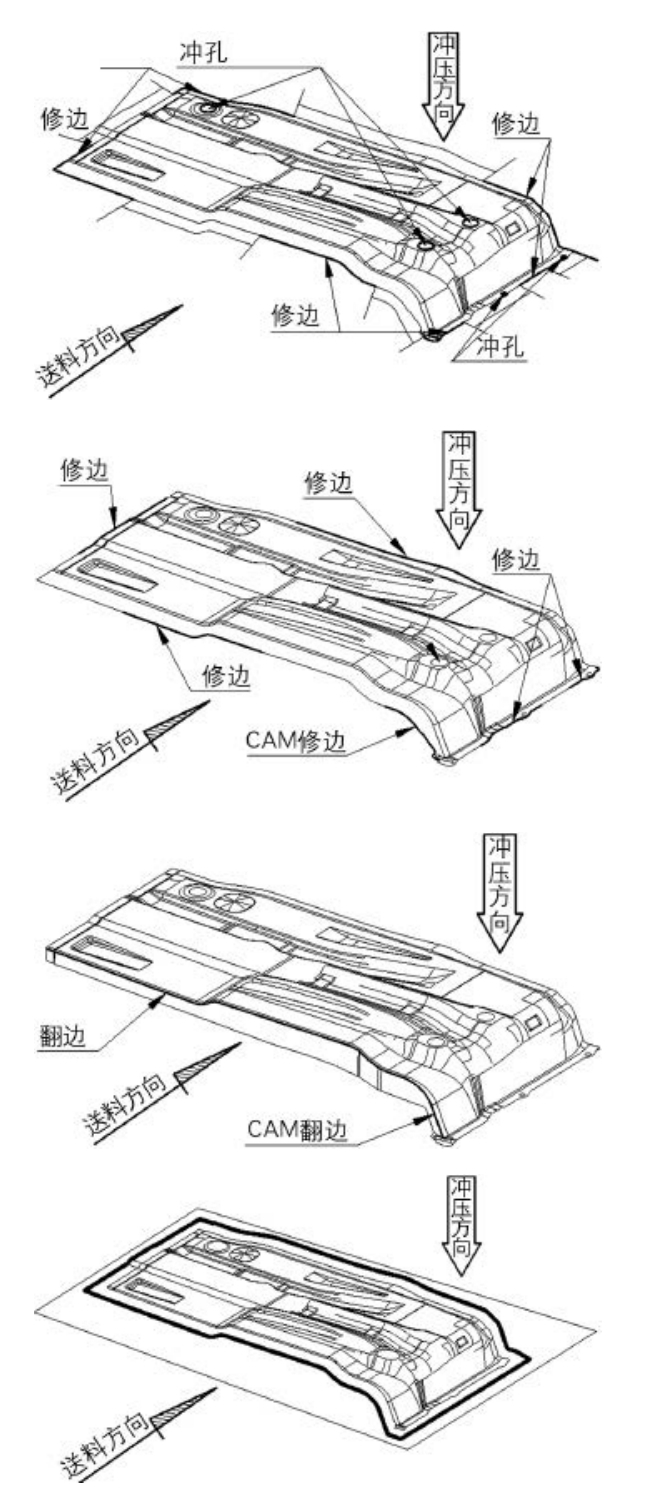
图3 单件工艺分布图
新型生产工艺
成形性分析
为了提升生产效率,左右前地板在多工位上采用一模两件(传输方向)的生产方式,如要采用这种形式,就必须对整体尺寸进行充分优化,首先选择在平面部分对接,中间连接最小间隙选择20mm,翻边补充部分取消,以板料法兰边和翻边平面作为压料面,充分减少工艺补充。经分析对比,板料局部起皱趋势较单件基本一致,减薄率有所增加但在可接受的范围内,成形充分,可以达到成形要求。对比分析结果如图4所示。
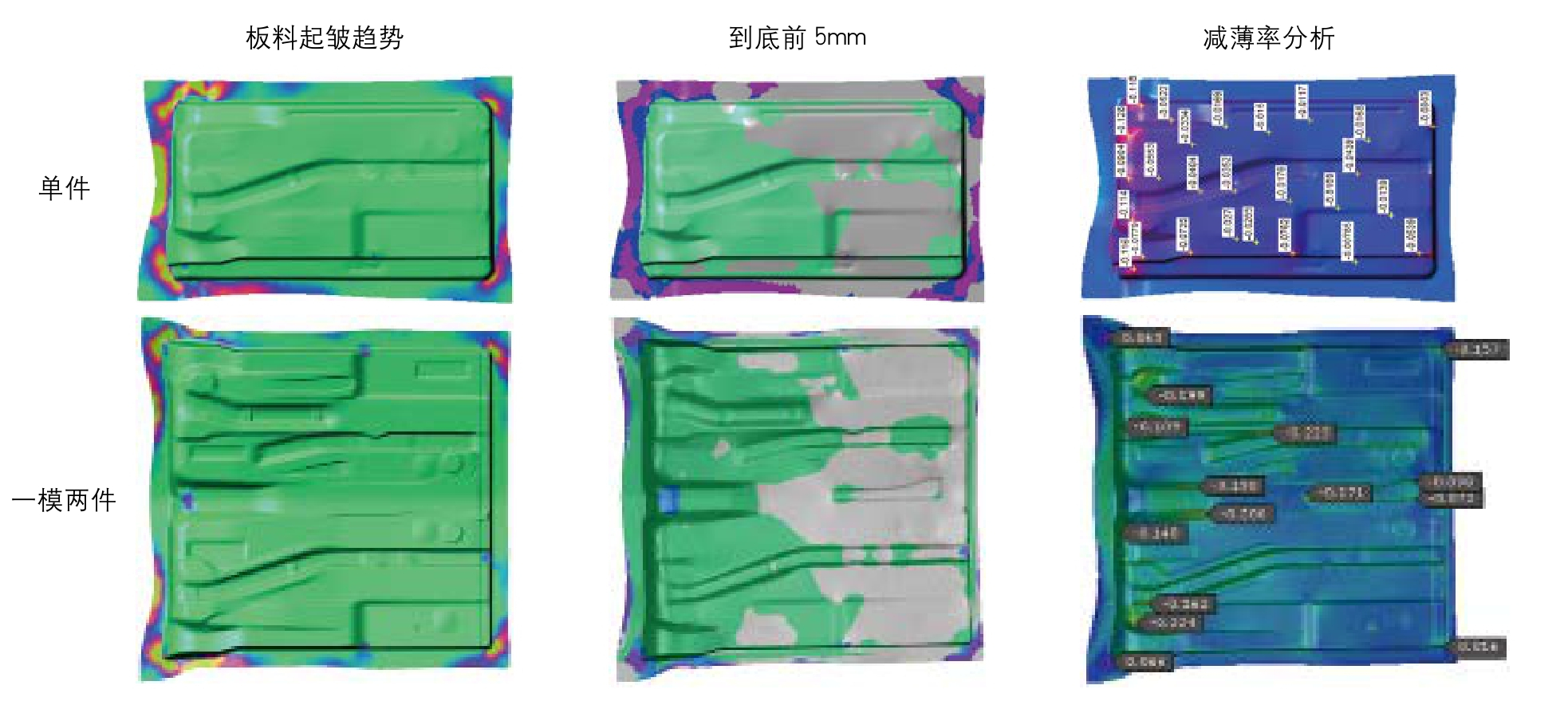
图4 两种工艺方式对比图
工序分布
结合零件特点和工艺分析结果,确认4工序内容为:拉延、修边冲孔、翻边整形、修边分离冲孔侧冲孔,如图5所示。经分析,板料采用(1380mm×138mm×1240mm)梯形料,材料利用率=(零件净重)4.2877kg×2÷(板料重量)9.93kg=86.3%。
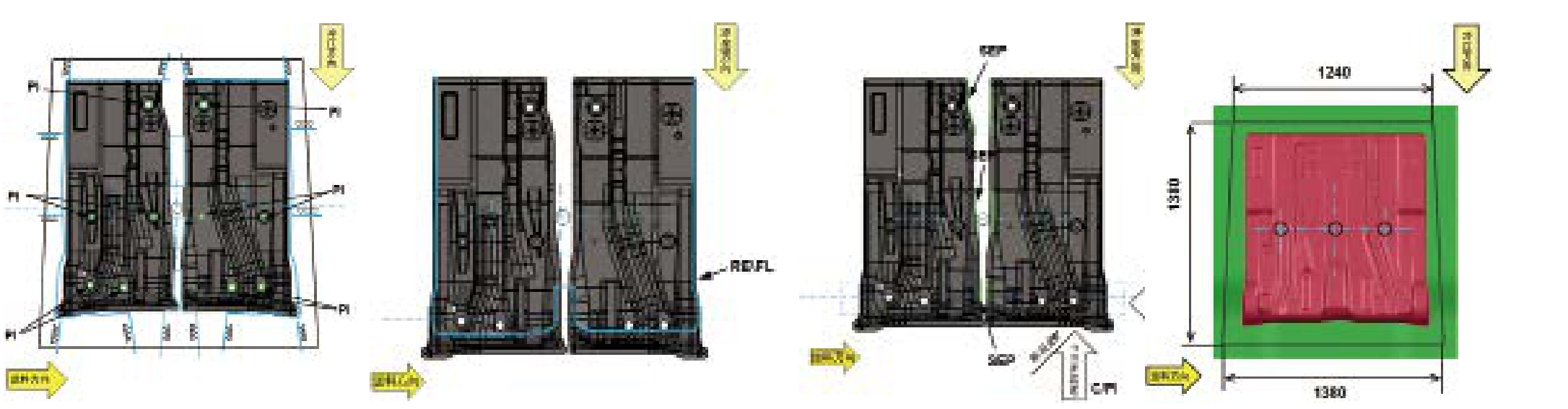
图5 一模两件工艺分布图
模具结构
因模具尺寸要求限制,一模两件生产结构需要采用特殊布置。这里主要是拉延结构的选取,因板料最大尺寸为1380mm,而模具最大允许宽度为1750mm,因此单边距离剩余185mm,因此需要谨慎布置,如图6所示。采用插入式导板,压边圈局部深度较深处做镶块,上模也同样做成镶块式,布置四处托起块,每个托起块都增加磁铁,防止托起后零件不稳定,局部模拟起皱区域增加刺破,增加翻转托料定位架,保证板料不翘曲。
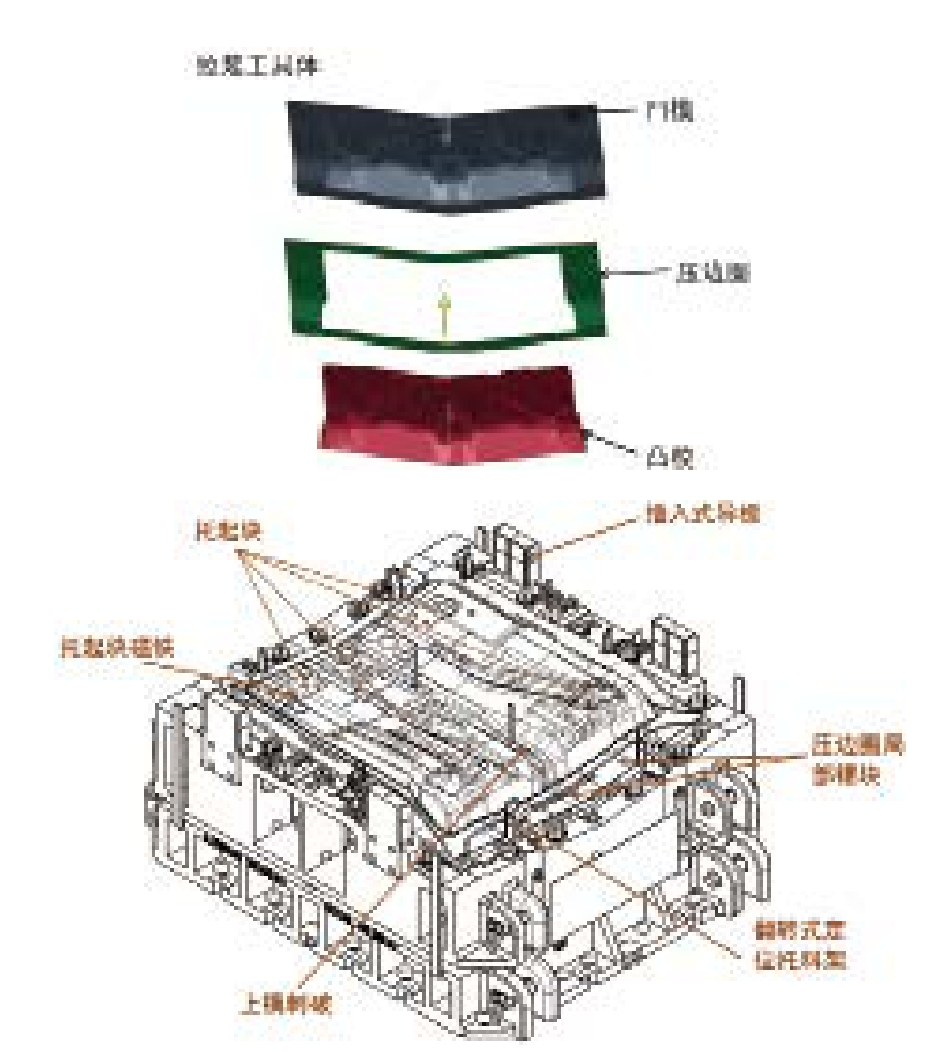
图6 OP10拉延模具结构示意图
夹钳传输
左右前地板因尺寸较大,板料和零件在传输过程中容易塌腰,为了提高零件传输稳定性,每序上必须对单个零件进行双夹钳夹持。最后一序分离工位,模具传感器和夹钳传感器也必须分开布置,以保证两个零件的传输,如图7所示。

图7 夹钳夹持点和最后一序分离夹件
结束语
多工位生产工艺是汽车产业为满足飞速发展产生的新工艺技术,此技术已成为车身冲压件快速制造的保证。多工位生产可以大大提高车身工艺装备产品的质量,缩短工期,降低成本。本文通过对左右前地板生产工艺的研究,提供了新型一模双件(传输方向)的生产方式,左右前地板材料利用率提升了12%,生产效率提升了一倍,减少了30%的模具投资,节省了存放面积,缩短了换模时间和停机时间。
举报 0
收藏 0
分享 116
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04