
高强板车身件热冲压技术
2019-02-12 13:49:20· 来源:森蔚汽车
微信公众号

高强板车身件热冲压成形技术最近进展总结自20世纪70年代末发生石油危机以来,汽车工业在不断完善发动机性能、优化车身动力学设计、寻求替代能源的同时,加强了汽车轻量化的研究。高强度板以其重量轻、强度高的特点成为满足汽车轻量化、降
高强板车身件热冲压成形技术最近进展总结
自20世纪70年代末发生石油危机以来,汽车工业在不断完善发动机性能、优化车身动力学设计、寻求替代能源的同时,加强了汽车轻量化的研究。高强度板以其重量轻、强度高的特点成为满足汽车轻量化、降低燃油消耗、提高汽车碰撞安全性的重要途径之一,在汽车车身零件中得到越来越广泛的应用。
室温条件下高强度钢板塑性变形范围小,成形性能差,如采用冷冲压法冲压,所需的冲压吨位大,容易开裂。同时由于冲压回弹大,零件尺寸也难以控制。特别当高强度板抗拉强度超过550MPa时,传统的冷冲压方法几乎无法进行,因此汽车工业投入巨大的精力来开展高强度板的开发和热冲压成形技术的研究。1984年,瑞典SAAB成为全球首家使用热冲压零件的汽车企业,1991年使用热冲压技术生产的保险杠问世。目前热冲压成形技术已在汽车制造中得到较大范围的应用,全球拥有100多条热冲压生产线。
目前,我国对热冲压成形技术的研究刚刚开始,相关的文献也较为粗略,影响了该新型技术知识在我国的推广和应用。本文从工艺、装备、应用三个方面,分别对热冲压成形的原理、分类、工艺流程进行了阐述,对高强度板、热冲压设备的要求进行了分析,对热冲压成形技术在轿车零件生产的应用和进展进行了介绍,对热冲压成形技术知识的推广与应用具有一定的促进作用。
热冲压成形工艺流程
(1)热冲压的工艺原理
热冲压又常被称为“冲压硬化”技术。首先将初始强度为500~600MPa的高强度板加热到880~950℃,然后送入内部带有冷却系统的模具内冲压成形,并处于保压状态,以20~300℃/s的冷却速度快速淬火冷却,由于奥氏体转变成了马氏体,零件强度大幅提高,可以生产出强度高达1500MPa冲压件。
(2)热冲压工艺的分类
热冲压技术按工艺过程分为直接热冲压工艺和间接热冲压工艺两大类。
在直接热冲压工艺中,坯料被加热后,直接送至闭式模具内进行冲压成形和淬火,然后进行冷却、切边冲孔(或激光切割)、表面清理等后续工艺。
在间接热冲压工艺中,先进行冷冲预成形后,然后再进入加热、热冲压、切边冲孔、表面清理等工艺。
两者区别在于间接热冲压工艺在加热前比直接热冲压工艺多了冷冲预成形工序,热冲压工艺送进加热炉的是板料,间接热冲压工艺送进加热炉的冷冲预成形件(见图1)。
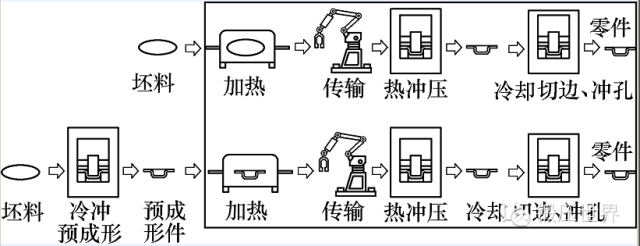
图1
一般而言,直接热冲压工艺方法适用于简单零件,间接热冲压工艺方法适用于形状复杂零件或深拉深零件。
(3)热冲压成形工艺流程
热冲压成形一般工艺流程见图2。热冲压的关键工艺过程是加热、冲压、保压和冷却。加热过程直接影响到高强度钢板的冲压性能,冲压过程中伴随的淬火则对零件强度的硬化起到决定性的作用。
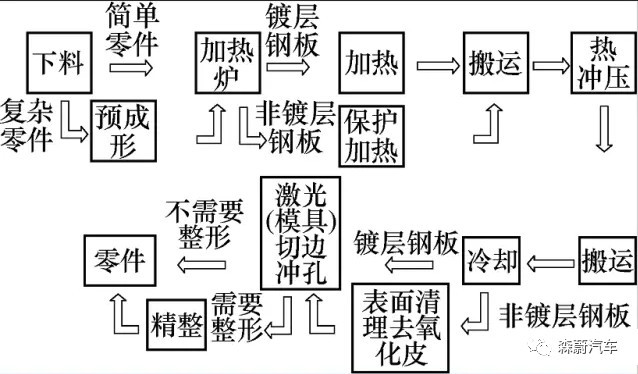
图2热冲压高强板
热冲压高强度板普遍采用含硼钢板,初始抗拉强度在400~600MPa,经热冲压、保压、淬火后可达到1500MPa左右。
由于热冲压淬火过程中,伴随着奥氏体向马氏体的再结晶过程。此外,高强板会被加热至再结晶温度以上,钢板表面与空气接触后会产生氧化和脱碳。因此,热冲压高强板成分适于热冲压过程中的奥氏体、马氏体的热循环,同时具备较强的抗高温和耐腐蚀能力。
为了提高热冲压高强板高温下的耐腐蚀能力,阻止加热过程中产生氧化层,常常在金属板表面涂覆镀层。镀层高强板与非镀层高强板在热成形时各有优缺点,如附表所示。
由于非镀层高强板具有焊接性好、造价低、无需喷丸处理的优点,也常常被使用。为了避免非镀层钢板在热冲压加热过程中产生表面的氧化和脱碳,通常在加热炉中通入保护气体阻止氧化层的发生。
一些研究表明在非镀层高强板表面涂覆特殊防护油,可有效阻止热冲压氧化皮的产生。
目前,能够批量提供高强板企业,国外主要为阿塞洛(Arcelor)、瑞典SSAB、蒂森克虏伯(ThyssenKrupp),宝钢只能生产不带镀层的热冲压用钢。
热冲压主要装备
热冲压主要设备包括加热炉、热成形压机、热冲压模具等,如图3所示。
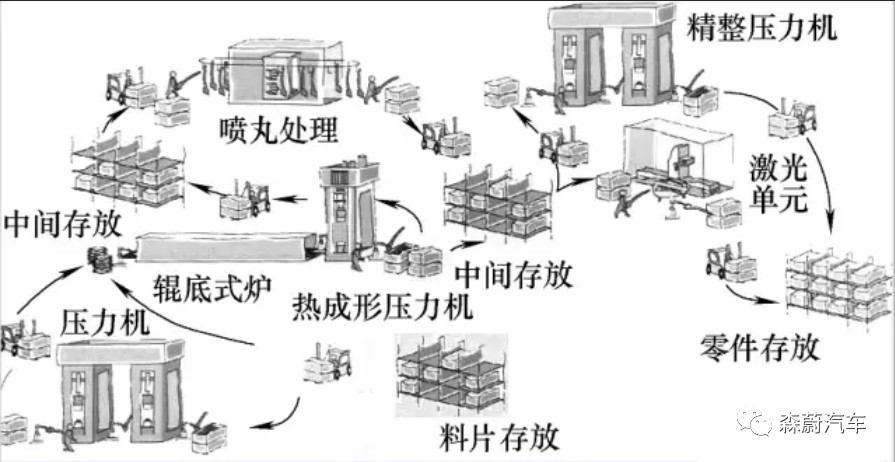
图3 热冲压工艺设备
(1)加热炉
加热炉具有加热和温控能力,能在指定时间内能将高强板加热至再结晶温度,达到奥氏体化状态,且能适应大批量自动化连续生产的要求。由于炽热的坯料只能采用机器人或机械手上下料,要求加热炉进出料自动化,定位精度高。同时在加热非镀层钢板时,能提供气体保护,避免坯料表面氧化和脱碳。
(2)热成形压机
是热冲压技术的核心,其既要有快速冲压、保压的能力,还需要配备快速冷却系统,其技术复杂程度要远远超过常见的冷冲压机。目前仅有少数国外企业掌握该类压机的设计、制造技术,全部依赖进口,价格昂贵。
(3)热冲压模具
热冲压模具同时承担成形、淬火两个阶段的工作:在成形阶段,当坯料被送入模腔后,模具迅速完成压制工作,保证在材料发生马氏体相变之前完成零件成形;此后进入淬火冷却阶段,保压在模腔内的工件的热量不断传递给模具,布置在模具内的冷却管通过流动的冷却液体瞬间将热量带走,当工件温度降至425℃时,开始发生奥氏体-马氏体转变;温度至280℃时,奥氏体、马氏体之间的转变结束,200℃时工件被取出。模具的保压作用是为防止淬火过程中的热胀冷缩的不均匀性,导致零件发生较大的形状、尺寸改变,产生报废;同时可以增强工件、模具的热传递效率,促进淬火冷却的快速进行。
淬火冷却速度不但影响到生产节拍,还影响着奥氏体、马氏体之间的转变效率。冷却速度决定了将形成何种结晶组织,关系到工件的最终硬化效果。硼钢热的临界冷却温度为30℃/s左右,只有当冷却速率超出临界冷却温度时,才能最大程度促成马氏体组织的形成。当冷却速率小于临界冷却速率时,工件结晶组织中将会出现贝氏体等非马氏体组织。但并非冷却速率越高越好,过高的冷却速度将导致成形件的开裂,需要根据零件的材料成分、工艺条件确定合理的冷却速率范围。
由于冷却管的设计直接关系到冷却速度的大小,一般从最大热传递效率的角度来设计冷却管路,因此设计出来的冷却管道的走向比较复杂,很难在模具浇铸完成后通过机械钻孔的方法获得。为避免受到机械加工的限制,一般选用模具浇铸前预留水道的办法。
因为长期工作在200℃到880~950℃这一剧烈的冷热交变条件下,热冲压模具材料必须具有良好的结构刚性、导热性,能够抵抗高温下坯料产生的强力热摩擦及脱落的氧化层颗粒的磨料磨损效应。此外,模具材料还应对冷却液具有较好的抗腐蚀能力,以保证冷却管的畅通。
(4)切边冲孔
由于热冲压后零件的强度达到1500MPa左右,如果采用压力机切边、冲孔,设备吨位要求较大,模具刃口磨损严重。因此常常采用激光切割单元进行切边和割孔。
热成形技术的优缺点分析
与传统冷冲压相比,热冲压技术有如下优点:
(1)采用热成形技术可有效降低车身零件所用材料的厚度,由于零件强度大,车身上的加强板、加强筋大大减少,减少了车身的重量,可有效提高车身的防撞安全性,降低汽车的燃油消耗。
(2)钢板在加热条件下,变形能力大幅提高,冲压变形力变小,冲压设备的吨位变小。
(3)钢板的回弹系数大大降低,零件尺寸精度好。
(4)冲压噪音也比冷冲压小得多。
但相对冷冲压而言,热冲压也有不足之处:
(1)由于缺少热胀冷缩、组织转变及回弹等试验数据的积累,热冲压CAE仿真精度较差,产品开发难度大,零件的固有废品率远远高于冷冲压。
(2)因为需要加热炉对钢板进行前处理,增加了加热设备和生产能耗,零件成本高。
(3)生产过程中由于需要加热和保压淬火,从而延长了生产节拍,生产效率低。
(4)由于热冲压压机、模具、激光切割机以及全套设备的自动控制系统基本由国外公司掌控,技术封锁严密,现阶段技术门槛和投资门槛比较高。
热冲压成形技术在汽车制造业的应用
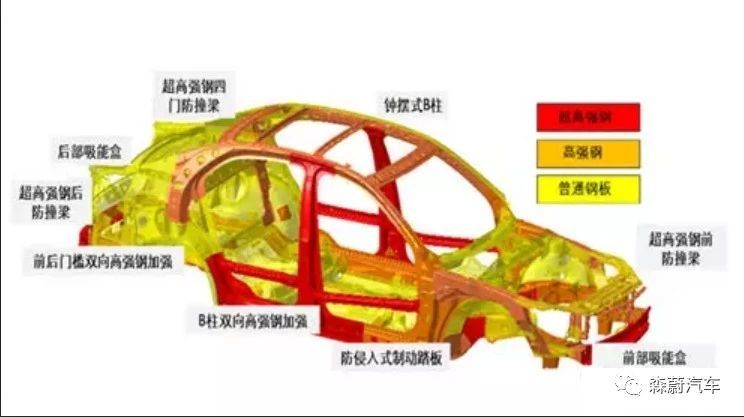
热冲压技术主要应用于轿车上强度要求高的车身结构件的生产,如车门防撞梁、柱内板、地板中央通道、车身纵梁和横梁、门槛、保险杠等安全防撞件(见图4),能有效提高整车的安全碰撞试验等级。
目前,越来越多的热冲压零件被用于汽车制造上,据统计,1977年全球热成形零件约300万件,1977年达到800万件,2007年已达到1亿多件,预计2013年将达到3.5亿件以上。
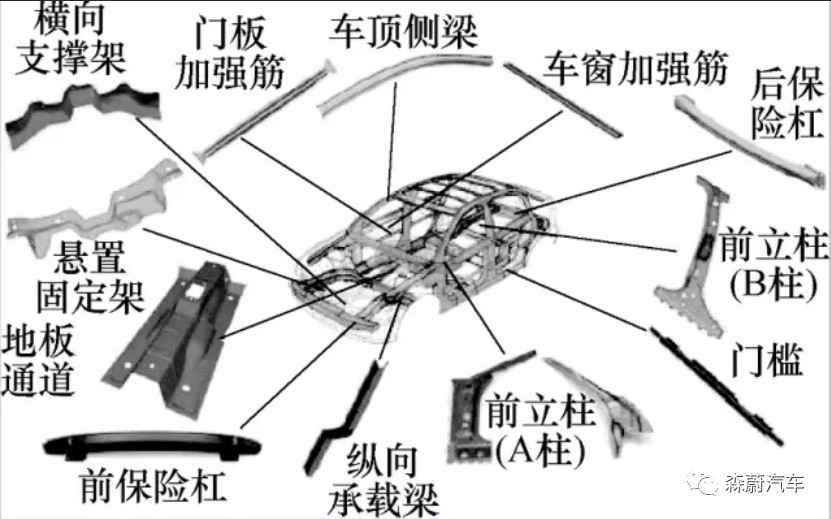
图4
国外尤其是欧洲经过多年研究和应用,已积累了相对全面的开发和应用经验,研究的应用方向已向更大型化零件发展。舒勒宣称,利用他们开发的PCH热冲压技术和成套设备,将很快开发出轿车的整体侧围加强板等超大型热成形零件。
国内对高强度板热成型技术的研究尚处在起步阶段。同济大学、哈尔滨工业大学、吉林大学、宝钢研究院等相关研究院所对热冲压技术、关键设备设立了研究项目。同济大学的研究开展得较早,他们选用阿塞洛(Arcelor)生产的USIBOR1500高强度钢板,采用热模拟机进行了试验研究,在高强度汽车板热冲压加热温度、热模具结构、保压时间、冷却速率、冷却水临界经济流速等取得了一些基本数据。
结语
随着全球能源的进一步匮乏,节能、环保、低碳和安全已成为汽车工业工业的主要研究方向。作为汽车轻量化的最有效途径之一,高强度板热冲压技术的发展历史虽然不长,但在车身轻量化、提高安全性方面已显示出巨大潜力。汽车工业作为我国国民经济的支柱产业,加快高强钢及热冲压技术的研发与应用,早日在材料、热冲压设备方面取得突破,打破国外技术封锁,促进我国汽车工业的发展。
- 下一篇:QXN及气动工具产品在新能源汽车行业的案例
- 上一篇:与中国老板合不来?库卡总裁辞职
举报 0
收藏 0
分享 137
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
海斯坦普亮相上海车展 彰显技术领导
2025-04-30 11:45
-
曝奇瑞计划收购大众德国工厂!
2025-04-30 11:14
-
思看科技5月产品技术线上培训报名开
2025-04-30 09:26
-
思看科技CIMT 2025中国国际机床展览
2025-04-30 09:23
-
思看科技NimbleTrack荣获2025德国红
2025-04-30 09:21