
如何有效提高发动机连杆加工精度?
2019-02-15 22:43:15· 来源:山高刀具
微信公众号

发动机连杆作为发动机曲轴和活塞之间的关键连接件,连杆被锻造出来并通过锯切或涨断工艺分成两个部分。连杆的加工需要使用性能极其强大、稳定和高精度的刀具及机床。您的加工难题: 较短的加工节拍、高质量且可靠的大批量钻孔 使用高效可
发动机连杆
作为发动机曲轴和活塞之间的关键连接件,连杆被锻造出来并通过锯切或涨断工艺分成两个部分。连杆的加工需要使用性能极其强大、稳定和高精度的刀具及机床。
您的加工难题:
• 较短的加工节拍、高质量且可靠的大批量钻孔
• 使用高效可靠的方法加工孔口平面
• 在高效且可靠地粗加工曲轴孔的同时加工两个倒角
• 为曲轴孔精加工建立高效安全的工艺
加工案例
连杆 – 非标倒角和镗杆
材料: 锻钢 (SMG 4)
冷却方式:水溶性切削液
加工: 通过圆弧插补方法进行的曲轴孔粗镗(涨断前)和倒角
标准: 刀具寿命
夹具: 液压夹具
刀具: 非标阶梯镗杆 Ø 49 mm
刀片 1: SCMT09T309-F2, TP2500
切削参数:
vc:280 m/min
f:0.18 mm/齿
ap:2.5 mm
结果:
刀具寿命 = 800 件
通过使用 Duratomic 金刚甲刀片材质等级 TP2500
刀具寿命提升 25%。
FEEDMAX™ SD245 倒角钻头
快速、高质量且高可靠地大批量钻孔。

Feedmax SD245 倒角钻头在处理斜面出口或贯穿孔时拥有出色的性能,它采用切削轻快的槽型和特殊的刃口处理,以提升工艺安全性和刀具寿命。为了提高钻穿时在弧面出口处的稳定性,刀具采用了四个刃带支撑、低摩擦的镀层、以及复合角度的钻尖。
优点:在加工具有挑战性、高公差要求的孔时保证生产效率。
非标倒角和镗杆
在高效且可靠地粗加工曲轴孔的同时
加工两个倒角。
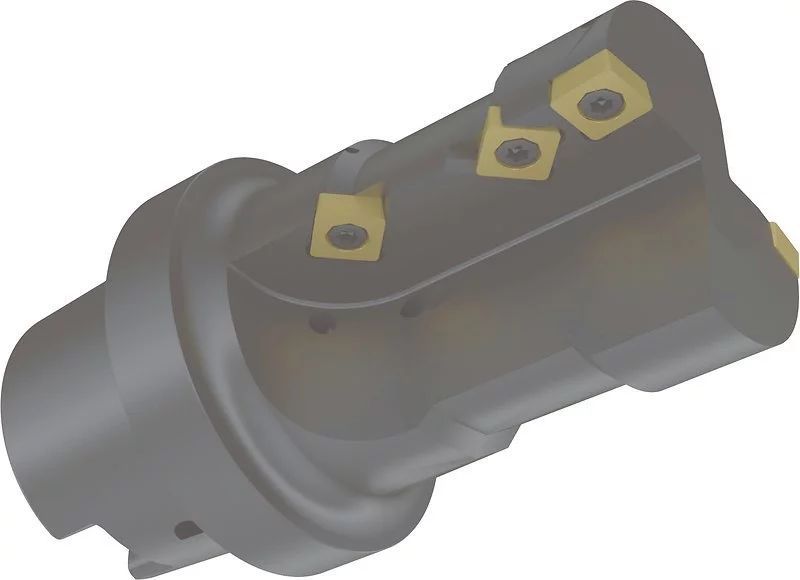
此定制刀具在粗镗孔后通过圆周插补加工曲轴孔正反倒角,并能使用刀片的微调螺钉来调节倒角尺寸。内冷通
道提高刀具寿命和排屑性能,同时使用 ISO/ANSI Duratomic® 金刚甲镀层刀片可以最大限度地提高金属切除率。
优点:工艺效率更高、成本更低。
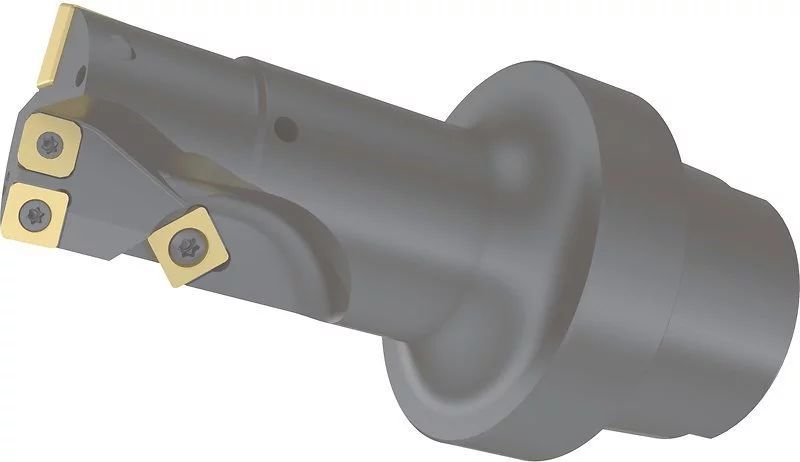
非标插铣和倒角刀具
高效、可靠地加工活塞孔上两个斜面(V 型)。

该刀具为加工连杆活塞侧上的 V 型而专门设计,复合了孔口平面加工和倒角加工以提高生产效率。刀具采用小
刀夹结构以保护刀体,并可通过调节倒角刀片来轻松设置倒角值。
优点:提供经济的解决方案精简您的生产工艺。
非标 PERFOMAX® 倒角钻头
用最少的成本和时间钻活塞孔。
此非标 Perfomax 钻头专门用于避免在开始钻取大型冲压型腔时发生变形,它在外径上有两个刀片,用于稳定刀具,直至中心刀片与材料啮合。独特的刀刃设计优化了金属切除率,而 Perfomax 钻孔刀片的使用也使工艺极具成本效益。
优点:在保持高稳定性工艺的同时降低成本。
举报 0
收藏 0
分享 112
-

埃马克德国总部迎来中国社科院工业经济研究所代
2025-04-15 -

埃马克这项全新应用即将在CIMT惊艳首秀!
2025-04-15 -
![[转载] 机床巨头埃马克:百年跌宕再出发](https://img.auto-made.com/202503/31/124304211.png)
[转载] 机床巨头埃马克:百年跌宕再出发
2025-03-31 -

赋能电动未来,埃马克重庆技术日展示尖端制造技
2025-03-03
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37