
乘用车曲轴控温冷却工艺研究
2019-02-15 22:48:16· 来源:锻造与冲压 作者:王影
微信公众号

本文通过对非调质钢乘用车曲轴加热温度、控温冷却工艺及38MnVS6材料乘用车曲轴硬度与性能对应关系的研究,找到适合曲轴的加热温度、控温冷却工艺及硬度控制范围,实现了曲轴的批量生产。目前,非调质钢在汽车等行业的应用已日趋广泛。由
本文通过对非调质钢乘用车曲轴加热温度、控温冷却工艺及38MnVS6材料乘用车曲轴硬度与性能对应关系的研究,找到适合曲轴的加热温度、控温冷却工艺及硬度控制范围,实现了曲轴的批量生产。
目前,非调质钢在汽车等行业的应用已日趋广泛。由于非调质钢最终不经调质处理,节约了调质处理所需的能源、提高了生产率、提升了产品质量,大幅度的降低了锻件的成本;同时,有利于锻件的机加工,是节约能源,保护环境的一种有效的工艺方法。乘用车曲轴也已经开始使用非调质钢,但是由于国内对曲轴控温冷却研究数据较少,同时客户只提供给我司性能要求,我们必须将性能要求转化为生产现场可控的硬度要求,因此,有必要对曲轴38MnVS6材料非调质钢控温冷却工艺进行研究,并找到此材料曲轴的硬度与性能对应关系,为曲轴38MnVS6材料非调质钢的生产提供数据支持。
试验方法
本文主要通过对不同加热温度下空冷试样进行硬度测定及38MnVS6非调质钢在不同温度下空冷得到的组织形貌,确定38MnVS6非调质钢曲轴的电加热温度;通过对空冷和风冷后试样的显微组织及硬度检验,确定控温冷却工艺;通过大量的实际测量数据,找到硬度与强度的对应关系,将机械性能转变为现场可控的硬度要求。
试验过程
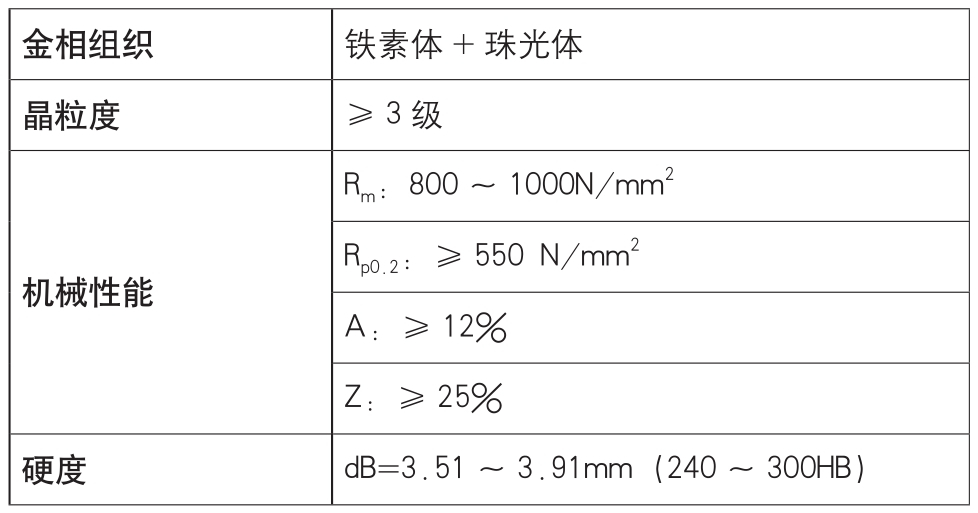
曲轴产品的要求如表1所示,38MnVS6材料化学成分要求如表2所示。
表1 曲轴产品要求
对不同加热温度下空冷试样进行硬度测定,取3点的平均值,结果如图1所示。在950~1050℃温度范围内,硬度随温度升高而快速升高,这说明38MnVS6中的V在奥氏体中的固溶随温度的升高而增多,在随后的冷却过程中弥散析出V的碳(氮)化物,弥散强化作用增加。在1100~1220℃温度区间,硬度升高趋势变缓,表明在1050℃左右时,钢中的V已全部溶入奥氏体中,硬度的升高是由于冷却时珠光体比例增大所致。在1220~1300℃温度范围内,硬度随温度升高而快速降低,造成这种现象的原因主要是析出的V的碳化物又聚集长大,弥散强化作用减弱。
表2 38MnVS6材料化学成分要求

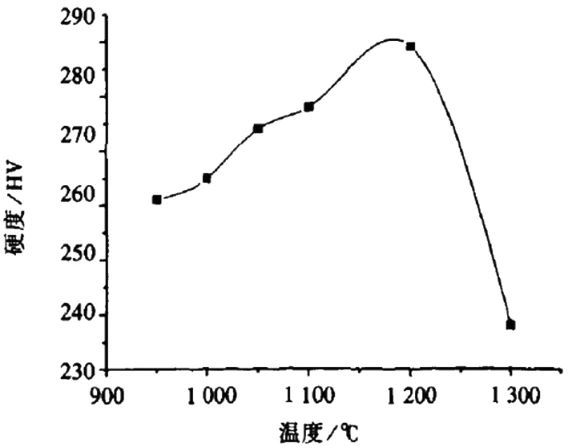
图1 不同加热温度下硬度变化曲线
图2所示为38MnVS6非调质钢在不同温度下空冷得到的组织形貌。1000℃时组织仍保持细晶粒状态,表明在该温度下钢中仍有较多的V未溶解,钉扎晶界作用明显,如图2(a)所示;1050℃时,局部区域晶粒急剧长大,呈混晶形态,如图2(b)所示;至1150℃时晶粒已全面长大,如图2(c)所示;随着温度的升高晶粒继续增大,如图2(d)所示。表明1050℃温度下,V开始大量溶解,且在1050~1100℃温度范围内,已全部溶入奥氏体中,对晶界的钉扎作用消失,晶粒开始快速长大。由上述分析可知,38MnVS6非调质钢的锻造加热温度一般在1050℃以上时,其V可全部溶入奥氏体中,实现弥散强化,但当温度达1200℃以上时,V的碳氮化物颗粒将长大,弥散强化作用减弱,钢的硬度、强度开始下降。因此,加热温度最好选择在1200℃以下,但要想锻打充满情况好,加热温度的下限温度为1180℃,20℃的电加热范围太窄,现场无法控制。故与钢厂研究加入Ti元素,细化晶粒。Ti元素细化晶粒的加热温度可以达到1250℃;根据实际晶粒度检验情况确定锻打加热温度为1180~1220℃。

图2 38MnVS6非调质钢在不同温度下空冷的组织形貌
经过试验发现,空冷和风冷后试样的显微组织均为珠光体和铁素体,与空冷相比,风冷试样的显微组织铁素体平均尺寸减小,而铁素体百分含量相差不大,即铁素体分布变得更加弥散。这是由于冷却速度加快引起相变过冷度增大,使先共析铁素体形核率增加,从而形成较多细小铁素体颗粒。细小弥散分布的铁素体颗粒有利于提高钢的塑韧性。此外,风冷得到的珠光体组织片间距较空冷小,有利于硬度的提高。
故锻后先进行快速冷却,以获得较细的晶粒度,在珠光体转变区进行缓慢冷却,起到均匀组织和增加塑性的作用。根据38MnVS6的冷却曲线(图3),即先进行风冷,再在600℃左右进行保温缓慢冷却,再进行空冷,取得了良好的效果。
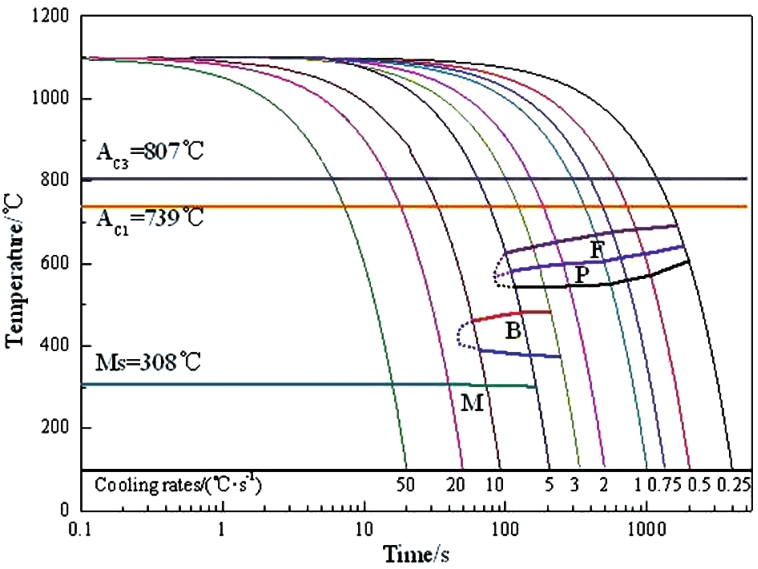
图3 38MnVS6的连续冷却转变曲线
曲轴控温冷却设备为输送带形式,如图4所示。采用的控温冷却工艺为:锻打后直接进入控温冷却设备,风冷至500~600℃后保温10分钟,然后空冷至300℃后入箱。

图4 曲轴控温冷却设备
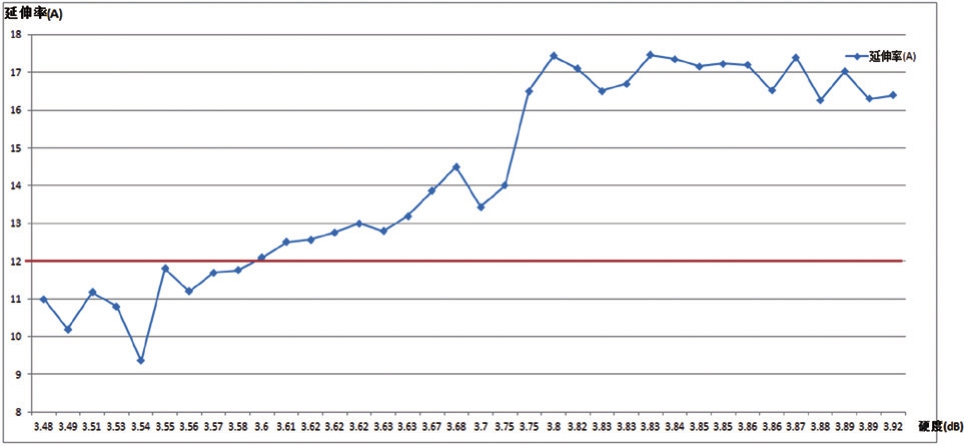
图5 曲轴延伸率与硬度对应图

图6 曲轴抗拉强度与硬度对应图
试验结果及分析
客户只提供给我司性能要求,通过试验我们将性能要求转化为生产现场可控的硬度要求,检验硬度与性能对应关系如表3所示。
根据以上试验结果,屈服强度(Rp0.2)及断面收缩率(Z)在实验室检验过程中不存在不合格状况,故未作图表分析;将延伸率(A)及硬度的关系做折线图表示,从图5中可以看出,当硬度dB<3.6mm时,A不合格,dB≥3.6mm时,A合格。为加严控制,将硬度确定为dB≥3.64mm。
将抗拉强度(Rm)及硬度的关系做折线图表示,从图6中可以看出,当硬度dB<3.51mm时,Rm不合格,dB>3.87mm时,Rm不合格。当硬度在dB=3.51~3.87mm之间时Rm合格。为加严控制,故生产中将硬度范围确定为dB=3.64~3.84mm。
结论
⑴38MnVS6非调质钢曲轴的锻打加热温度确定为1180~1220℃。
⑵控温冷却工艺为:曲轴切边后风冷至温度为500~600℃后保温10分钟,然后空冷至300℃后入箱。
表3 检验硬度与性能对应关系
⑶确定曲轴的硬度范围为dB=3.64~3.84mm。
⑷此曲轴工艺稳定,已经量产。
——本文选自《锻造与冲压》2019年第1期
- 下一篇:舒勒30000吨模锻压力机助力欧福控股
- 上一篇:如何有效提高发动机连杆加工精度?
举报 0
收藏 0
分享 105
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37