
汽车变速器齿轮内花键热处理变形的全面质量控制
2019-02-20 23:15:15· 来源:齿轮传动
微信公众号

为了对汽车变速器齿轮内花键热处理变形进行全面有效的控制,本文从产品结构、材料、锻造、预热处理、机械加工、热处理方面,分析了影响内花键最终变形的因素,在生产过程中加强质量控制,让各工序处于受控状态,提高其变形规律性。1、引
为了对汽车变速器齿轮内花键热处理变形进行全面有效的控制,本文从产品结构、材料、锻造、预热处理、机械加工、热处理方面,分析了影响内花键最终变形的因素,在生产过程中加强质量控制,让各工序处于受控状态,提高其变形规律性。
1、引 言
由于汽车变速器齿轮有很多内花键联接,内花键的最终变形,直接影响到齿轮的精度等级及装配。在所有变形中,最主要的变形为热处理变形。但是影响热处理变形的因素很多,产品结构、材料、锻造、预热处理、机械加工工艺、热处理工艺。为了控制热处理渗碳淬火变形,必须对各工序进行全面的质量控制,对不合格品进行原因分析,并制订对策。
我们按工艺路线对各工序进行分析,找出影响质量的各种因素并针对性进行控制。
2、产品结构的影响
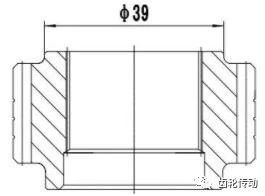
我司为某司生产变速器里面的一个内花键齿轮,结构简图如下:
更改前
更改后
在没有和客户沟通时,按照¢39尺寸加工,热处理后花键有锥度,¢39这端花键大径尺寸比另一端大径尺寸小0.04mm。我司和客户进行了沟通,在不影响整体装配质量的情况下,把¢39改为¢42,热处理后,花键锥度基本消除。从这一改进可以看出,在进行产品结构设计的时候,除了考虑整个总装配的质量外,还必须兼顾单个产品的结构平衡,这样有利于热处理变形的控制。
3、材料的因素
20CrMnTiH在齿轮行业得到普通的使用,由于受到冶炼水平等影响,原材料质量状况不稳定,同时进货渠道不同,质量状态也有一定的波动,给变形控制带来很大的难度,从总体来说,原材料对变形的影响如下:,
A、材料淬透性是影响热处理变形的主要因素之一,淬透性带宽较小,变形较小,反之则变形较大;
B、材料的冶炼质量,钢材通过真空脱气处理后,材料纯净度高、杂质含量少、晶粒度均匀,以氧化物为主的杂质大量减小。钢材晶粒度对变形有着明显的影响,随着晶粒度尺寸增加,变形较大,因此要严格控制晶粒度的尺寸及混晶,晶粒度要求6-8级,同时,随着淬透性的增加,变形率增大,因而在齿轮选择材料时,只要淬透性能满足要求即可,尽可能的控制好淬透性带,以利于变形规律的统计和摸索。
要控制好热处理变形,我们必须对原材料进行有效的监控:
A、指定钢材厂家,不能随意更换;
B、不同批次的钢材, 要进行试验,满足要求才能使用,否则应做相应的调整;
C、偏析严重、带状组织严重、原始组织粗大、非等轴晶粒的钢材不能使用;
4、锻造及预热处理的影响
锻造可减少偏析,使组织均匀,带状组织减轻,因此有利于减少热处理变形。但要注意锻造工艺的合理性,应使金属纤维流线的形状对称,锻坯充满模腔,锻造工艺尽可能一致,否则停锻温度相差过大,也可能引起内孔胀缩不一。
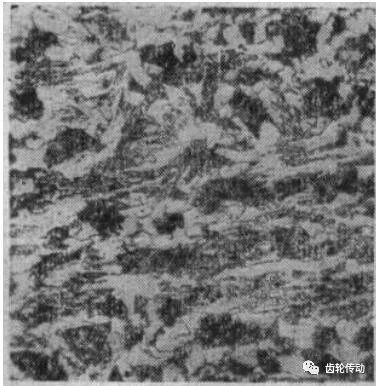
为了消除锻造应力,均匀细化组织,保证硬度在要求范围内,锻坯必须进行等温正火,等温正火的质量影响变形的均匀性,等温正火工艺必须严格执行,否则会使变形增大,失去规律,难以控制。下图为变形较大的齿轮心部组织,组织极不均匀,呈方向性,使内花键变形超差。
5、机械加工的影响因素
我司内花键采用长沙立式拉床(L5710)进行最终加工:
A、精车工序要求比较高,端面跳动必须保证在0.01mm以内,内
孔尺寸¢28 +0.016/0,内孔及端面粗糙度必须保证Ra1.6。
B、拉刀设计时,齿升量、分屑槽、前角、拉屑齿数等完全按行业标准执行,拉刀材料和热处理必须受控。通过试验证实热后大径收缩量为0.03-0.04mm。所以制订拉刀是大径加上了热处理变形量0.04mm,
C、拉床胎具平行度0.005,与机床垂直度0.005。
D、拉屑速度1.5-1.8m/min, 拉屑压力10-13MPa
E、拉刀不能过度使用,这样既损坯拉刀,又增加了加工应力,加大了热处理变形。所以在拉内花键过程中,必须对外观进行全检,如果齿面没有光洁度,或者有拉伤现象,必须更换拉刀。
通过对以上参数的固化,减少拉内花键工序对热处理后内花键变形的影响。
6、热处理工艺的影响因素
齿轮热处理渗碳淬火时,必然产生不同程度的变形,由于装炉大,稍有不慎,会造成大批量不合格品,甚至全部报废。通过经验总结和仔细研究,采取有效措施,可以大大减小变形,影响因素主要有:
A、装炉方式:
产品用圆形料棒串起来,横放在热处理工装上,如下图:
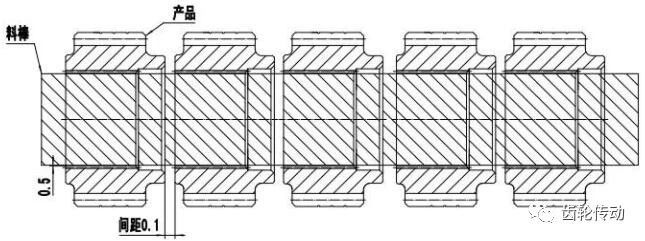
1)产品与产品之间的间隙>0.1mm;
2)料棒与产品内孔之间的间隙不能太大,也不能太小,0.5mm最为合适;
3)料棒平直,不能弯曲;
B淬火温度:
渗碳温度与淬火温度对内花键变形有很大的影响,渗碳温度与淬火温度越高,花键内孔的收缩量就越大,且淬火温度的影响更明显,淬火温度越高,产生的组织应力越大,变形就越大,但淬火温度不宜过低,否则会出现非马氏体,对零件的性能产生一定的影响。
C均温时间:
渗碳温度降到淬火温度后,要有一定的均温时间,否则不能保证零件淬火温度的均匀一致性,这样会引起花键内孔变形不稳,为了减少变形,应在淬火温度均温1.5小时。
D淬火介质:
淬火介质的冷却特性是影响齿轮内花键变形的重要因素,如果能合理的选择淬火介质,可以将内花键变形控制在工艺范围内,通过不断的调整和摸索,得到合理的热处理工艺,将内花键变形减到最小。
E碳浓度:
渗碳齿轮的表面碳浓度、渗层深度会对组织的膨胀系数产生影响,如果渗碳时不对炉内碳势及工艺过程进行严格控制,每炉产品的表面碳浓度、渗层深度都不一致,变形就没有规律。
7、结语
文中没有列举相关数据,主要考虑到数据没有借鉴意义。因为热处理变形是一个复杂的系统工程,而且还具有一定的特殊性,不同的产品,机加工艺不同,不同的热处理炉,热处理工艺也会不同,但控制方法是相同的,只要掌握了正确的方向,根据实际情况,进行数据收集,然后调整和改进,总结出合理的工艺。总之,要对齿轮内花键热处理变形进行有效的控制,必须做到:合理的产品结构,合理的工艺,各工序都处于受控状态,才能将内花键热处理变形降到最小。
- 下一篇:如何实现汽车零件的低变形和高效率生产?
- 上一篇:变速器齿轮齿部精度控制
举报 0
收藏 0
分享 136
-

埃马克德国总部迎来中国社科院工业经济研究所代
2025-04-15 -

埃马克这项全新应用即将在CIMT惊艳首秀!
2025-04-15 -
![[转载] 机床巨头埃马克:百年跌宕再出发](https://img.auto-made.com/202503/31/124304211.png)
[转载] 机床巨头埃马克:百年跌宕再出发
2025-03-31 -

赋能电动未来,埃马克重庆技术日展示尖端制造技
2025-03-03
编辑推荐





最新资讯
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37
-
展会预告 | 2025CIMT中国国际机床展
2025-04-11 14:44
-
航空发动机维修工装精准建模,3D扫描
2025-04-11 14:43
-
高歌猛进,奔赴“双碳”——比亚迪叉
2025-04-10 10:09