
三联齿轮锻造成形数值模拟及模具结构优化
2019-02-22 09:57:54· 来源:锻造与冲压 作者:周智慧,李旭东等
微信公众号

齿轮是各种传动机构中应用最为广泛的零件之一,具有传动平稳、噪声小、承载能力大等优点,所以广泛用于高速重载的场合,尤其是汽车行业。齿轮形状复杂,材质、尺寸精度、表面质量及综合机械性能均要求很高,传统的加工方法是通过机械加工
齿轮是各种传动机构中应用最为广泛的零件之一,具有传动平稳、噪声小、承载能力大等优点,所以广泛用于高速重载的场合,尤其是汽车行业。齿轮形状复杂,材质、尺寸精度、表面质量及综合机械性能均要求很高,传统的加工方法是通过机械加工的方式得到需要的齿轮,为改进齿轮切削加工的缺点,用锻造工艺快速生产高质量的齿轮已成全球趋势。
目前,提高齿轮的成形质量主要通过改善锻造模具的结构、锻造工艺、齿轮结构等有关变量,实现锻件使用寿命和性能的提高。齿轮的成形难点是齿形型腔不能完整充满,随着工业和生产技术的不断发展,一次锻造工艺已经满足不了齿轮锻件对齿形的锻造要求,所以出现了“一火两锻”工艺,预锻工步能改善金属在终锻时的充填性,避免终锻时锻件出现折叠、裂纹等缺陷,且有利于提高模具寿命。
本文从终锻件产生的折叠缺陷出发,通过模拟发现产生缺陷的原因在于预锻件结构设计不合理。根据模拟分析结果,在预锻件齿顶处增大过渡斜角,且以大R角连接,可提高锻件的成形质量,保证使用要求。
三联齿轮锻造数值模拟
模拟方案
与传统锻造流程相比,采用三维设计软件和有限元分析软件结合的方式能够大大提高成形质量和工作效率。应用三维CAD 绘图软件在机械产品设计中不仅能用三维图形象直观逼真地表达设计思想,而且能很方便地将创建的三维实体模型用作分析模型。图1所示零件为重卡汽车使用的三联齿轮,该零件一般采用热锻成形,本研究中考虑其锻件尺寸较大,一次成形变形抗力太大,很难保证三联齿轮成形质量和模具寿命,且模具结构优化难度大、成本高,故改用“一火两锻”工艺成形。通过有限元软件模拟锻件成形过程,发现产生成形缺陷的原因,为了保证锻件的成形质量,根据分析结果采取增大预锻件过渡斜角,并以大R 角连接的方案。
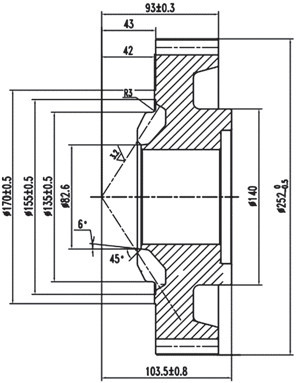
图1 三联齿轮结构
数值模拟结果与分析
零件在锻造时,终锻件(图2)红色标记处出现折叠缺陷。按传统方法经过几次优化预锻模具都未能消除缺陷,也未曾找到缺陷出现的根本原因。通过三维设计软件造型预锻模具、终锻模具,并用有限元分析软件进行成形锻件模拟分析,发现在模拟终锻时也出现了和实际锻造一样的折叠缺陷。折叠缺陷导致锻件在终锻时的充填性变差,而角落填充不足会导致齿轮成形质量不足,过度的成形力又会导致模具损坏。因此急需一种有效的解决方案。

图2 终锻件缺陷
精密锻造成形技术(净成形)是指零件锻造成形后,只需少量加工或不再加工即符合零件要求的成形技术,“一火两锻”是精密锻造的一种。在有限元分析中,最后用于求解的模型只能是已离散化的有限元模型(FEM)。因此,进行求解之前,实体模型必须转化为FEM,即创建节点、单元。分析结果为工艺参数选择和模具设计及在生产中应用此新工艺提供技术资料和理论指导。对预锻件模型进行网格化划分,通过有限元分析软件对预锻件进行成形模拟,根据模拟分析软件进行模拟仿真可以直观发现终锻件产生缺陷的原因:预锻件(图3)在红色标记处的形状设计不合理,在终锻变形过程中,如图4 步骤882 所示,P1面的金属径向向外扩张,P2 平面金属轴向向上流动,且P2 面金属流速大于P1 处,故P1 面与P2 面交接处金属对流使锻件最终产生内陷的折叠缺陷。
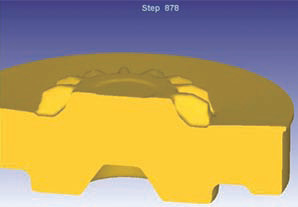
图3 预锻件设计
结构优化
根据有限元模拟结果及终锻件表现出的缺陷,对预锻件模型进行结构优化,在红色标记处增加了大的图2 终锻件缺陷过渡斜角,且斜角衔接处以大R角连接,控制图4中P2 面与P1 面金属流动速度,以解决成形缺陷问题。最终预锻件的形状如图5 所示。
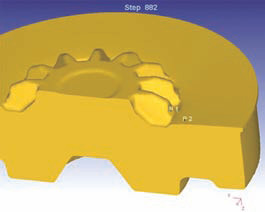
图4 金属流动
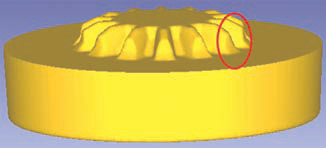
图5 预锻件优化
工艺试验
对优化后的预锻件进行终锻成形模拟,其模拟过程如图6 所示。在终锻成形过程中,P1 大斜角面上金属随P2 平面金属一起沿轴向向上流动,而斜角两端衔接处的大R 角,保证了金属的顺畅流动,避免了折叠产生。最终按此优化方案对实际预锻件优化后,进行实际锻造试验,采用“一火两锻”成形工艺,第一次试验成功获得符合要求的齿轮锻件,实际锻件如图7 所示,随后在企业的多次锻件生产过程中,三联齿轮锻件没有产生折叠缺陷。
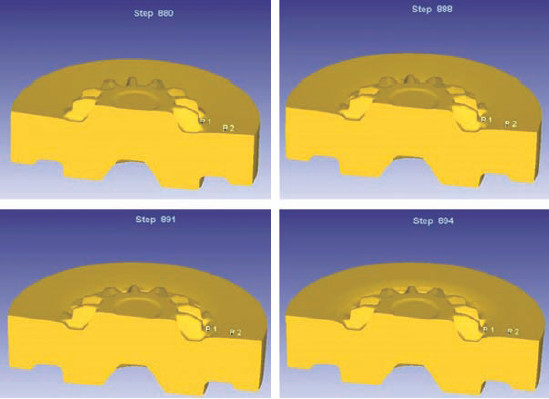
图6 优化后模拟过程

图7 最终成形锻件
结论
⑴采用三维设计软件与有限元分析软件相结合的方法,在锻造上应用模拟仿真技术能够充分保证模具成形质量,从而提高企业生产效率。
⑵通过数值模拟分析结果可知,当增大预锻件齿顶处过渡斜角,以大R 角连接时,可以保证终锻件成形质量,避免产生折叠缺陷。
⑶由上述分析可知,一般多工序锻造的产品,当锻件图确定时,终锻锻件图也随之确定,不会有什么大的变动,其锻造设计重点在预锻件设计。预锻件设计不合理,就会导致终锻件产生各种缺陷。
——摘自《锻造与冲压》2019年第3期
- 下一篇:孩子乘车安全就这样一手搞定啦,种草!
- 上一篇:浅谈冲压产线自动化的升级方案
举报 0
收藏 0
分享 106
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04