
浅谈汽车激光拼焊车门内板拉伤、开裂解决方法
2019-04-09 10:58:13· 来源:锻造与冲压 作者:唐小龙
微信公众号

导读:激光拼焊成形性能研究表明:⑴激光拼焊后焊接强度比一般焊接强度有明显提高,厚度比率的变化对强度的影响没有材料等级比率大。⑵随着拼焊厚度差异和强度差异的增加,成形性能逐渐降低。⑶拼焊板的拉伸破坏方式一般有两种,一种是当
导读:激光拼焊成形性能研究表明:⑴激光拼焊后焊接强度比一般焊接强度有明显提高,厚度比率的变化对强度的影响没有材料等级比率大。⑵随着拼焊厚度差异和强度差异的增加,成形性能逐渐降低。⑶拼焊板的拉伸破坏方式一般有两种,一种是当焊缝与拉伸方向一致时,由于焊缝的塑性比母材低,焊缝部位往往被拉断;另一种是当焊缝与拉伸方向垂直时,薄的材料容易产生减薄而拉破。拉破。
在制件拉深成形批量生产过程中,由于连续拉深成形,拉深模凹模表面与板料表面之间摩擦生热,模具零件内部热量积累导致温度升高,且因热膨胀使得模具凸、凹模间隙减小,增大了压边圈、凹模和板料之间的摩擦力,严重影响成形裕度较小的冲模的生产稳定性。
生产案例
某车型车门内板为厚度不等的DC06激光拼焊板,最厚板料为1.4mm,最薄板料为0.7mm,如图1所示,在连续批量生产时,制件出现起皱、开裂、拉伤现象(图2),导致无法正常生产,造成大量的停线和维修时间,给工厂的生产、能源造成非常大的浪费。
原因分析
⑴拉深模平衡块高度不合理,压边圈和凹模的整体间隙小于板料厚度。经实际测量,薄板区域间隙约为0.65mm,而板料厚度为0.7mm,当压边力发生变化时,压边力波动大部分反馈到对板料施加的压力上,降低制件拉深成形时抵抗压边力波动的能力,降低拉深模的成形裕度。

图1 某车型激光拼焊门内板
⑵拉深模调试初期,压边圈与凹模对板料施加的摩擦力较大,增大了板料的流动阻力,导致制件开裂。为了减小阻力,钳工错误地将拉深筋修低,导致拉深时主要依靠压料面的摩擦力控制板料流动,而压料面的摩擦力与压边力成正比,当压边力波动时,摩擦力发生波动,影响板料的流动稳定性,降低了制件生产的稳定性,如图3所示。
⑶压料面研磨不合格,拉深筋阻力小,导致批量生产时凸凹模间隙小的位置发热量大,热膨胀使得间隙进一步减小,压边力增大,摩擦力增大,最终导致制件相应位置发生开裂或拉伤。
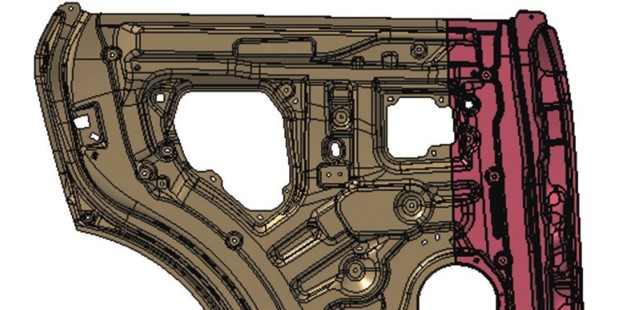
图2 激光拼焊板拉深起皱、开裂和拉伤
问题解决方案
板料流动的阻力主要有两个来源:一是拉深筋产生的阻力,这是板料流经拉深筋产生变形而获得的对板料流动的阻力,因为拉深筋的形状已经固定,当压边力大到足以使拉深筋变形时,只要板料在流过拉深筋的时候变形充分,即使压边力在大于拉深筋成形力的范围内波动,拉深筋阻力也可保持相对恒定的数值。二是压料面对板料的摩擦力,该力为压边力与摩擦因数相乘,由于摩擦因数为常数,因此压料面对板料的摩擦力随着压边圈和凹模对板料施加的压力变化而改变。
解决上述拉深不稳定问题的主要思路是:在板料流动阻力中,尽可能增大拉深筋产生的阻力,减少压料面对板料的摩擦力,使拉深成形主要依靠拉深筋阻力控制板料流动,减少依靠压边圈和凹模对板料的摩擦力的控制。避免摩擦力过大导致模具产生热量,造成热膨胀致使凹模与压边圈间隙减小,从而增大摩擦力的恶性循环,降低生产稳定性。
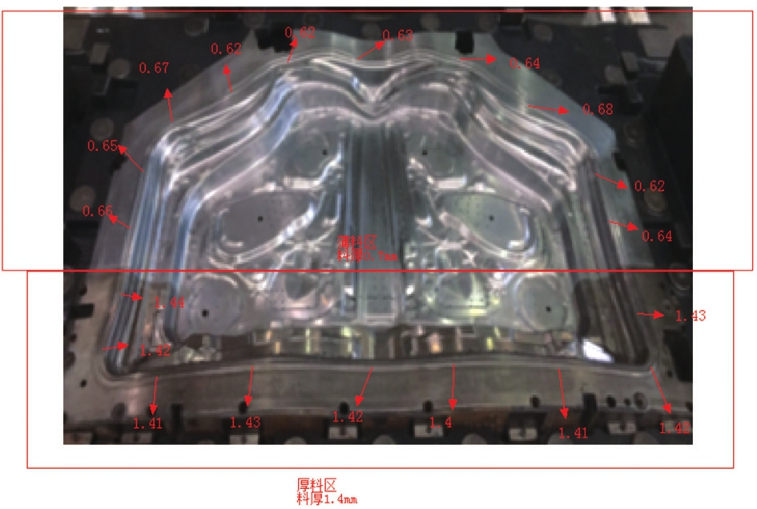
图3 拉深模厚薄板间隙图
保持压边圈和凹模间隙稍大于板料厚度是板料拉深稳定实现的手段,实现的方法如下。
⑴调整平衡块,使凹模与压边圈的间隙均匀,平衡压边圈上的压力,避免出现局部压力过大或过小的现象,如图4所示。
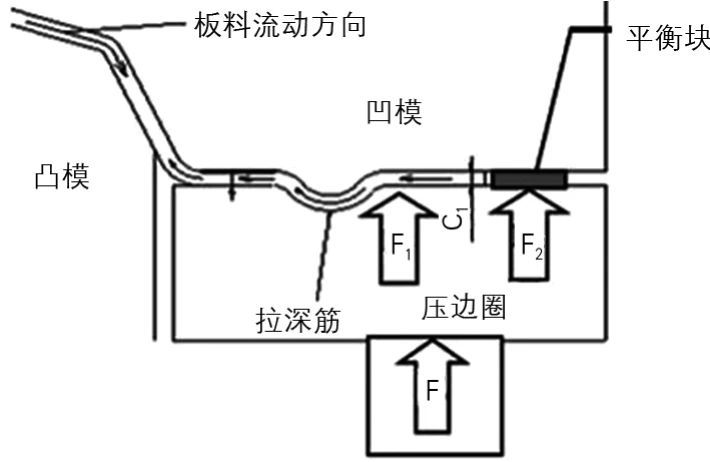
图4 压边圈受力分布图
⑵压边力F可以分解为作用于板料的压力F1和作用于平衡块的压力F2,F1的作用是保证拉深时拉深筋能够充分成形,并保证产生的阻力不让与压边圈接触的板料发生起皱。由于压边圈与凹模间隙大于板料厚度,当压边力F增大时,增加的压力大部分分解给F2而作用于平衡块上,只有少量的力分解给F1而作用于板料上,用公式表示为F=F1+F2。由于F1无变化或者变化很小,压边圈对板料摩擦力的影响很小,而拉深筋的阻力为恒定数值,因此板料流动的阻力可以保持较为稳定的数值。
⑶重新调整平衡块后,由于凹模和压边圈间隙增大,板料流动阻力减小,需要对局部拉深筋进行调整。
问题解决过程
首先,拆卸平衡块,对压料面进行重新研磨,使研磨面着色均匀。随后,安装并调整平衡块,使压边圈与凹模间隙均匀,并且控制其间隙稍大于板料厚度(0.7~0.75mm)。此时,由于压边圈与凹模间隙比以前增大了约0.15mm,导致拉深时在同等压边力情况下,压边圈与凹模对板料的阻力减小,制件起皱严重,如图5所示。

图5 拉深起皱
根据重新调整平衡块后的拉深件状态,对起皱对应位置的拉深筋进行补焊加强处理,如图6所示,以增大板料流动的阻力,解决起皱问题。
调整拉深筋后,拉深过程主要依靠拉深筋阻力控制板料的流动,制件成形质量良好,无起皱、开裂现象,如图7所示。

图6 拉深筋补焊区域

图7 起皱、开裂消除
结束语
针对激光拼焊板的工艺特性及材料性能,在前期设计时,借助强大的CAE软件模拟功能,通过技术人员对不同零件冲压工艺的分析、研究和优化,再加上后期模具调试人员的现场调试,我司模具设计与制造水平以及产品质量一定能够得到更大的提升。
作者简介

唐小龙,冲压规划师,主要从事冲压工艺工装(模具)开发过程质量控制、冲压工装验收、项目工艺规划方案编制工作,拥有3项实用新型专利。
——文章来自《锻造与冲压》2019年第6期
举报 0
收藏 0
分享 141
-

熟背铝合金焊接口诀,秒杀一切焊接难题
2024-07-25 -

激光焊接技术
2024-07-10 -

创想焊缝跟踪系统适配研华宝元机器人自动化焊接
2024-05-23 -

焊装生产线规划及布置概述
2024-05-22
编辑推荐





最新资讯
-
2025上海国际汽车成形制造产业对话会
2025-04-26 19:14
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01