
JIER自动化生产线ADC换模时间的优化
2019-05-06 20:00:11· 来源:文/谢亮 锻造与冲压
微信公众号

一汽大众成都工厂于2011年2月引入国内第一条济南二机床6900t全自动化压力机生产线,整条全自动化生产线于2012年6月投入使用,但整线更换时间平均为327s,本文通过对整个自动化换模过程的分解以及对影响换模过程的相关模具的换模高度进行
一汽大众成都工厂于2011年2月引入国内第一条济南二机床6900t全自动化压力机生产线,整条全自动化生产线于2012年6月投入使用,但整线更换时间平均为327s,本文通过对整个自动化换模过程的分解以及对影响换模过程的相关模具的换模高度进行优化,经过反复优化及测试,最终整线自动化更换模具时间达到平均271s,整线更换模具时间减少了56s,平均每天4次更换模具,减少换模停台224s,提高了整线生产效率。
ADC自动化换模原理
冲压生产线在不同车型模具切换时,设备提供ADC(Auto Die Change)自动换模功能。在操作者正确设置模具配方等参数及启动ADC后,设备将自动更换下套模具及自动化端拾器,整个换模过程只需操作者输入配方后,启动换模过程。换模时间为从上套模具在设备清空过程中出最后一个件,到下一套模具更换之后,出第一个件的时间。
ADC换模流程分解
对整个换模过程进行分解,一共形成27个自动换模步骤,如图1所示;并对每个步骤的时长进行了统计分解,如图2所示;而且还对可能优化的步骤进行了统计,最后形成了七项可优化的项目,分别是⑴提升主电机装模行程次数;⑵提升压机移动工作台高速运行速度;⑶提升换模小车高速运行速度;⑷ADC结束后整线自动切换到自动模式;⑸压机速度提升到生产设定速度;⑹机械手真空阀吸气设置;⑺优化每套模具换模高度。

图1 ADC自动化换模流程
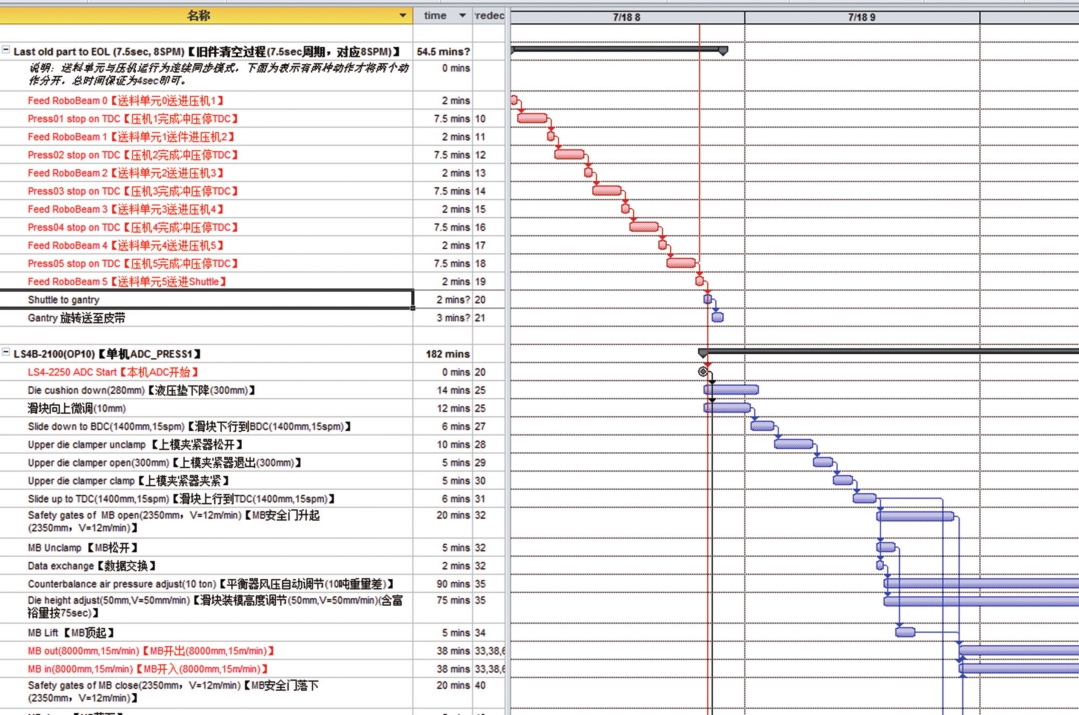
图2 自动化换模流程时间分解图
ADC换模优化项目
提升主电机装模行程次数
更改前主电机装模行程次数5spm;更改后主电机装模行程次数8spm,如图3所示。
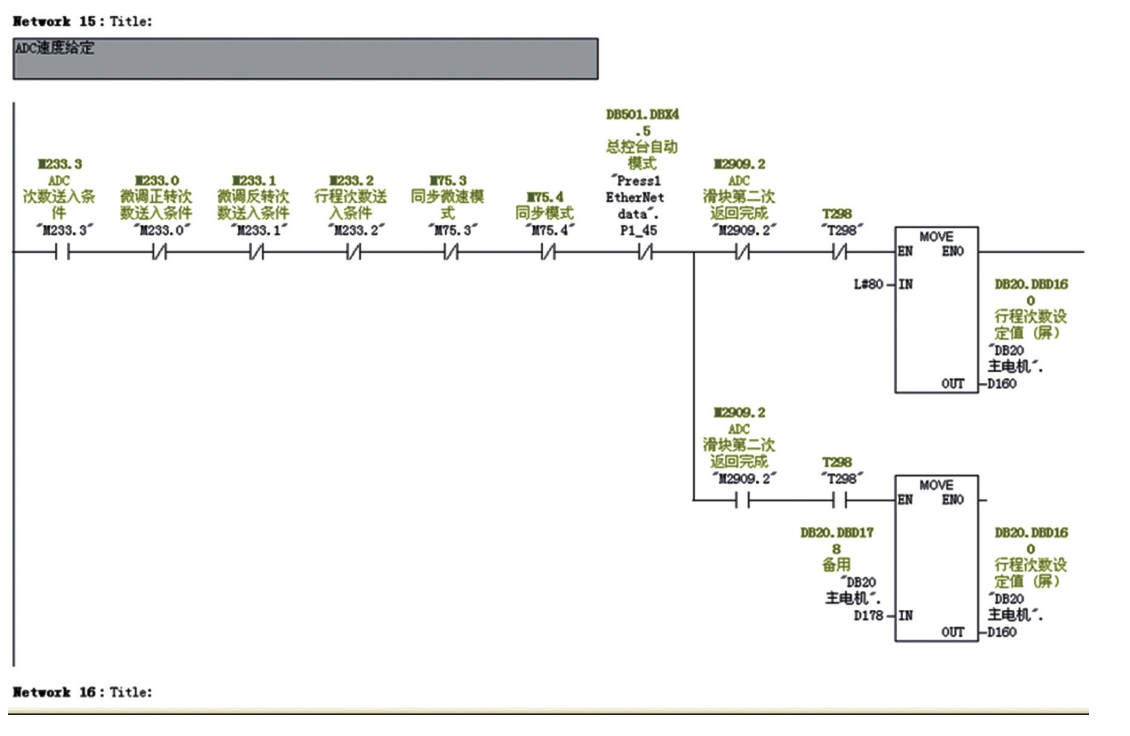
图3 主电机装模次数
备注:换模启动时,主电机速度要调节到装模行程次数,提升该次数将减少调速的时间及滑块运行。
提升压机移动工作台高速运行速度
更改前压机移动工作台高速运行速度14m/min;更改后压机移动工作台高速运行速度15m/min,如图4所示。
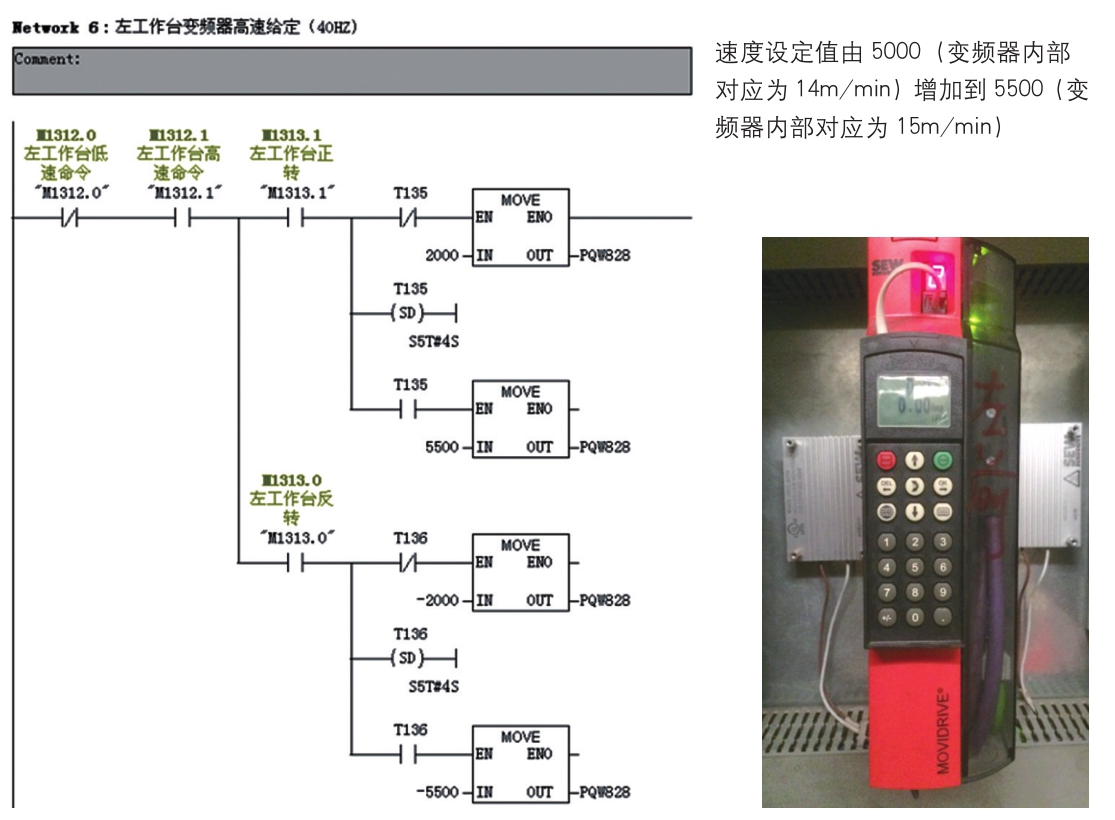
图4 工作台高速设定值
备注:机械设计要求最高速不能超过18m/min。
提升换模小车高速运行速度
更改前压机移动工作台高速运行速度12m/min;更改后压机移动工作台高速运行速度14.5m/min,如图5所示。
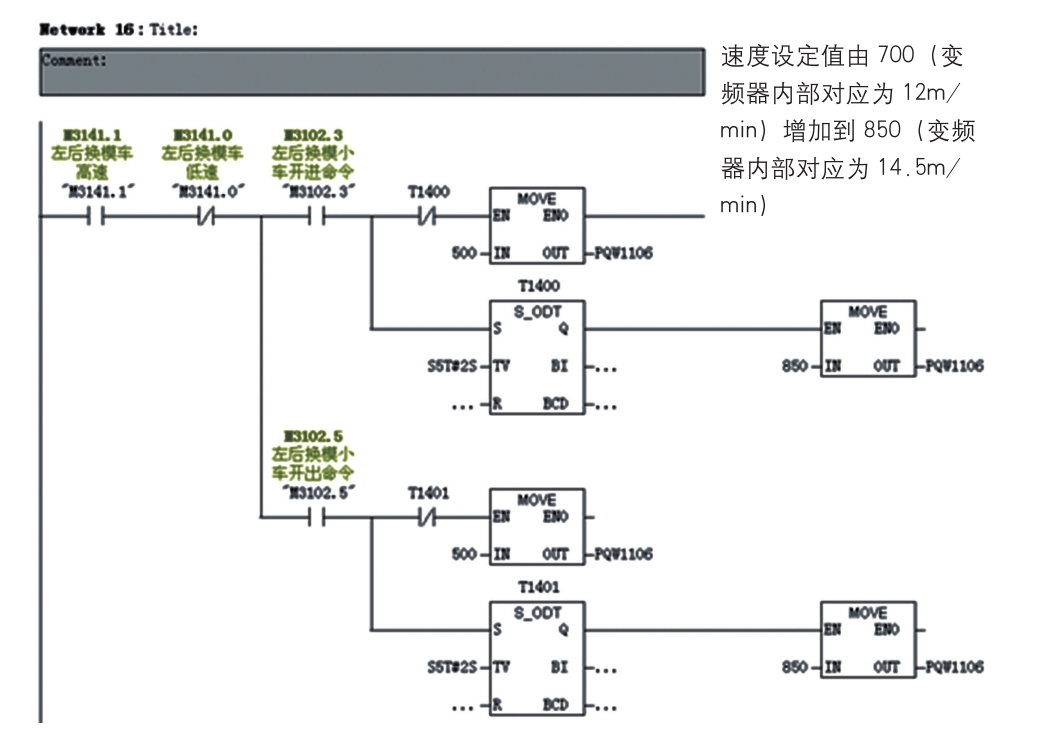
图5 换模小车高速设定值
备注:机械设计要求最高速不超过15m/min。
ADC结束后整线自动切换到自动模式
更改前需要操作者判断自动换模是否结束,确认结束后手动切换到自动模式。如果切换过早,则会造成整线报警停机;如果切换过晚,则延长ADC时间;更改后优化程序,在自动换模结束后,程序判断自动切换到自动模式,如图6所示。

图6 自动切换到自动模式
压机速度提升到生产设定速度
更改前换模结束后压机速度固定停留在8spm,在切换到自动模式后,速度提升到生产设定速度;更改后换模过程中,当滑块夹紧新模具上模到TDC后,在调整装模高度过程中,就开始提升主电机速度到生产设定速度,如图7所示。
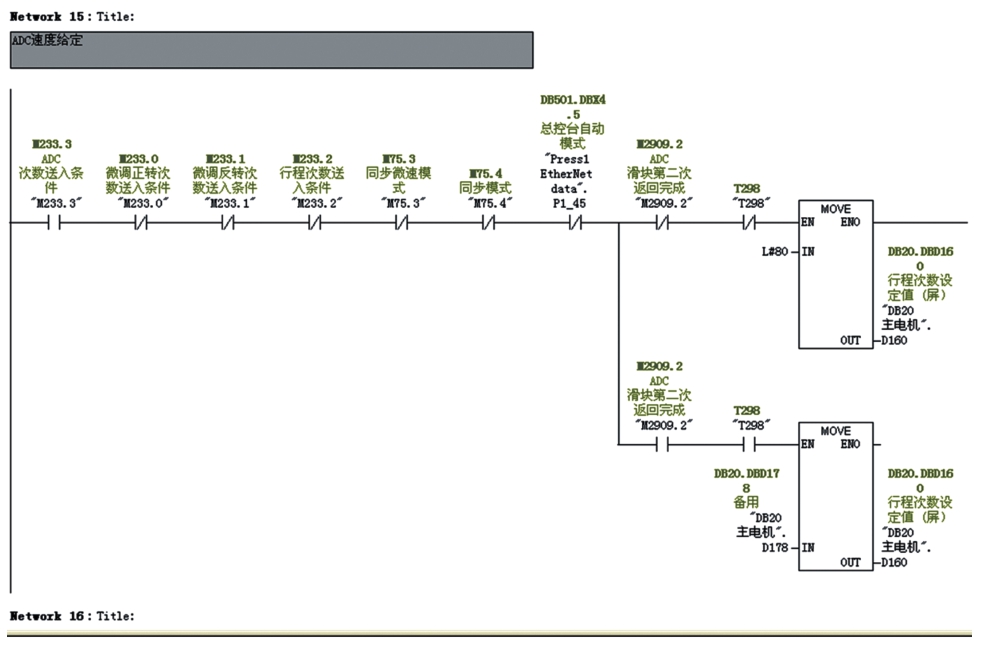
图7 优化主电机提速时间
机械手真空阀吸气设置
更改前由于真空阀堵塞等原因,长时间停线后首次运行真空阀建立真空慢,易出现掉件,延长ADC时间;更改后通过上电按钮触发,在启动生产前启动真空阀动作,降低ADC过程中换模结束后出首件过程的故障率,如图8所示。
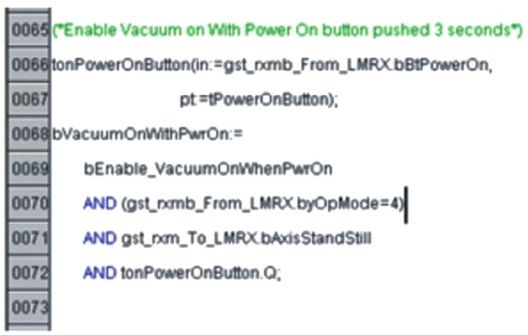
图8 优化机械手真空阀吸气设置
优化每套模具换模高度
⑴更改前。
1)对在JIER自动化压机线生产的九套模具换模高度和生产高度进行统计,发现部分模具的换模高度和生产高度还有优化的空间,不同模具的换模高度之间也有优化的空间。
2)NCS轮罩外板和NCS门槛内板OP20与其他模具的换模高度存在较大的差异,高度差达到了100mm。
⑵更改后。
1)模具的换模高度与生产高度趋于一致,达到最优。不同序模具的换模高度也趋于一致,减少了滑块调整时间,如图9所示。

图9 330线模具换模高度
2)NCS轮罩外板和NCS门槛内板OP20增加了100mm的模具垫板,与其他模具的换模高度趋于一致,减少了滑块调整时间,如图10所示。

图10 模具OP20增加垫板
ADC时间优化效果
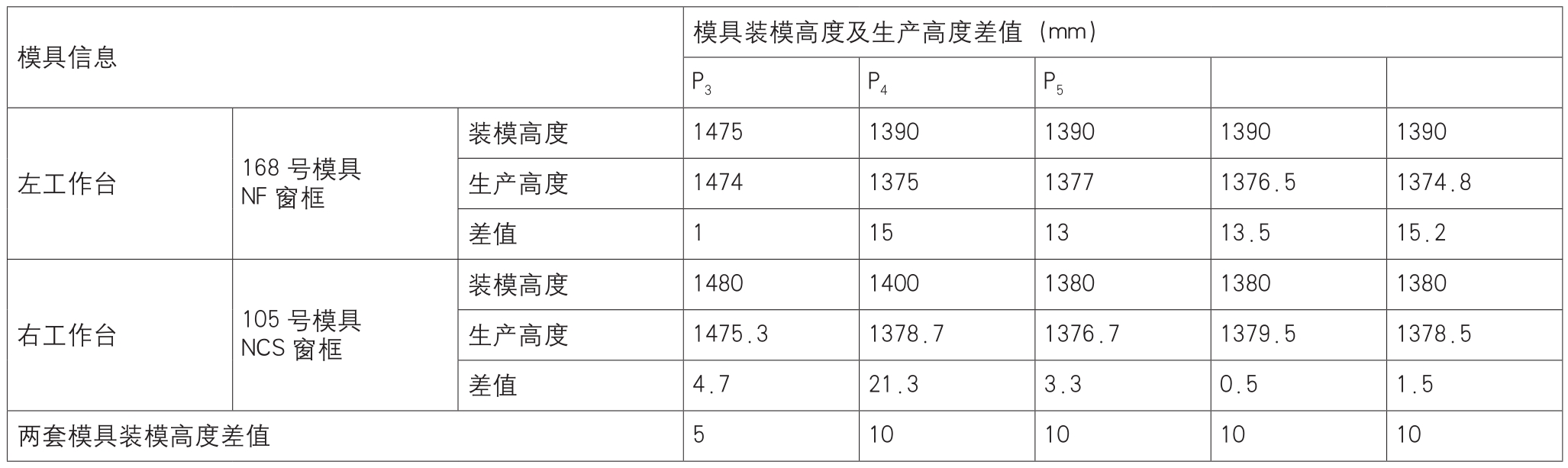
在程序优化及换模高度优化结束之后,我们对两套换模高度非常接近的NCS四门窗框和NF四门窗框进行了ADC自动化换模测试,测试结果如表1所示。
表1 NCS/NF四门窗框装模高度差值对比
优化效果
对NCS四门窗框和NF四门窗框进行了测试:优化前ADC时间为349s,优化后ADC时间为237s,节省时间112s。
结束语
通过对成都大众JIER自动化生产线七个环节进行换模优化,提高了整线生产效率。后续可针对滑块夹紧器保压时间与安全门及侧门起升时间做硬件的优化更换,可更大效率的减少自动更换模具时间。
—— 来源:《锻造与冲压》 2019年第8期
举报 0
收藏 0
分享 104
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04