
激光拼焊的工艺现状及问题分析!
2019-06-12 23:13:54· 来源:全球智造
微信公众号

在当今的汽车产业中,焊接是一个关键的环节,采用恰当的焊接方式可以进一步提高车身抗碰撞能力,降低车身重量、造车本钱和油耗以及简化总装工序等优势。目前,汽车采用的焊接一般是点焊,最高级的是激光焊接,虽然成本较高,但是物超所值
在当今的汽车产业中,焊接是一个关键的环节,采用恰当的焊接方式可以进一步提高车身抗碰撞能力,降低车身重量、造车本钱和油耗以及简化总装工序等优势。目前,汽车采用的焊接一般是点焊,最高级的是“激光焊接”,虽然成本较高,但是物超所值。
激光焊接是用激光这把“六脉神剑”融化金属,代替传统的焊接工艺。在他出现前,焊缝质量不高,汽车制造时只能使用一整块钢板冲压一个零件,所以以前的汽车又笨重又耗油。

而激光焊接出现后,不但焊接质量高,还可以将不同厚度、不同材质甚至不同表面状态的钢板对拼后焊接在一起。焊完后再冲压成所需的零件,这样设计时可以做到真正的按需选材。所以现代汽车又轻灵又省油。
激光拼焊板——方便又快捷
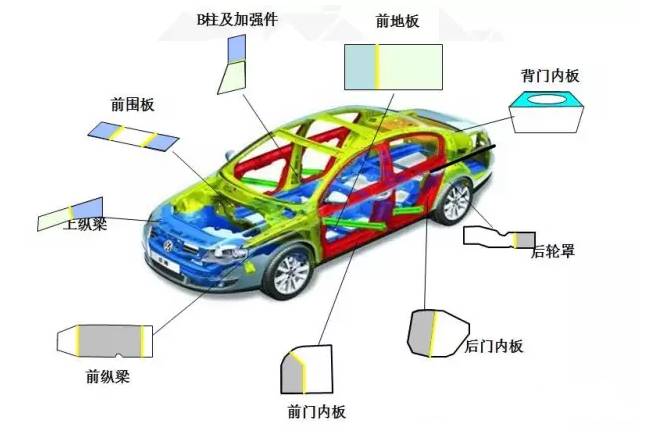
既然谈到了激光拼焊,不得不说到激光拼焊板。在我们的座驾中,门内板、B柱、纵梁、前围板等很多零件都是使用激光拼焊板冲压而成,既提高了车身强度又能减重省油。
在传统的白车身制造中,首先需要冲压若干零件,然后再焊接成分总成,在很多零件上需要焊接加强板类的零件。与此相比,拼焊钢板冲压有很多显著的优点,特别是减少工件数量,从而减少加工环节、降低生产成本。
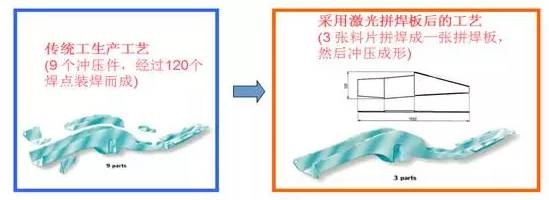
传统生产工艺与激光拼焊板工艺的对比
相比而言,激光拼焊板优势众多:降低工件重量,从而降低整车重量;减少累计公差,利用拼焊板冲压,可以使零件一次冲压成型,不需要将几个零件焊成一个零件,大大提高了零件尺寸精度;激光焊接代替传统电焊,时间可以得到大量节省,焊接质量得到质的提高;提高车身碰撞安全性能等等。
激光拼焊板的应用
随着技术的进步,拼焊钢板已在汽车工业得到广泛应用,拼焊钢板已应用在车身纵梁、骨架、地板、门内板、侧围和保险杠等多个部位。
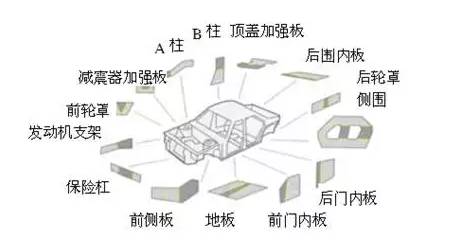
拼焊钢板在车身上的应用
目前,中高档轿车车身已普遍应用激光拼焊板;合资汽车厂轿车车型上的激光拼焊板采用其母公司(或合资伙伴)原始车型的设计。但考虑总体投资控制,部分拼焊件可能仍为CKD进口件(如一汽丰田的皇冠、一汽-大众的高尔夫);部分非关键拼焊件可能更改设计,改为等厚板件(如一汽-大众奥迪A6 L的门槛板)。
国内汽车厂也已开始在车身应用激光拼焊件,并已形成成熟便捷的激光拼焊板供应网络,如宝钢集团已分别于北方、中东部及南方建立了三家激光拼焊板加工配送中心,并且其进一步计划在重庆与武汉再建立两家激光拼焊板加工配送中心。当然还有其他厂商也有在国内生产和配送,如蒂森克虏伯的武汉生产基地等。
目前激光拼焊工艺现状
20世纪80年代激光拼焊技术处于起步发展阶段,日本丰田汽车于1985年开始使用激光拼焊板,1985年蒂森克虏伯率先为奥迪100提供了激光拼焊板。90年代激光拼焊技术处于快速发展阶段,德国蒂森克虏伯、安赛乐米塔尔纷纷新建激光拼焊厂,1995年宝马汽车开始大规模使用激光拼焊板。进入21世纪,主要生产冷轧汽车板的钢企基本都开始涉足激光拼焊领域。

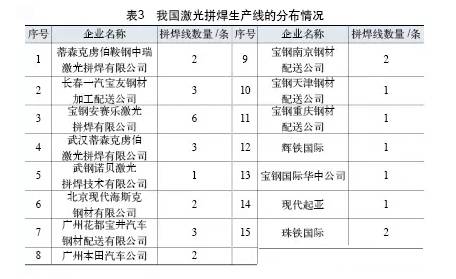
2002~2009年,我国已建成了32条激光拼焊生产线,如下表所示。随着我国激光拼焊生产线的不断发展,正在逐渐替代进口激光拼焊板。国外先进钢铁公司的经验表明,汽车制造业所采用的激光拼焊技术是钢铁行业延伸产业链的一种行之有效的技术。
激光拼焊作为一种新的工艺手段,给车身制造带来新的产品解决方案,并给质量提高和成本降低带来了新的机遇。同时由于其工艺实施的特殊性,需要产品设计、冲压工艺和模具制造等相关人员更为密切的配合,才能最终制造出既满足结构和性能要求、工艺合理稳定、成本最低的合格产品。
下面我们来看看,在使用激光拼焊过程中,会遇到哪一些问题?
激光拼焊典型质量问题分析
1.焊接气孔问题

原因:
(1)、焊接保护气体不纯(解决方法:更换纯度较高气体)
(2)、焊接保护气体位置不对(解决方法:调节铜管吹气角度和高度位置)
(3)、焊接保护气体流量大小不合适(解决方法:调节保护气体流量)
(4)、板材表面有油污、水汽或杂质等(解决方法:清洁板材焊缝表面)
2.焊接断弧问题

原因:
(1)、焊接参数不合适(解决方法:调整焊接功率、速度、焦点、保护气体等参数到合适值)
(2)、外光路镜片污染(解决方法:检查并清洗外光路镜片)
(3)、激光器内部镜片污染(解决方法:检查并清洗内部光路镜片)
3. 焊缝表面有颗粒或者焊缝成型不均匀
原因:
(1)、焊接保护气体不纯(解决方法:更换纯度较高气体)
(2)、焊接保护气体位置不对(解决方法:调节铜管吹气角度和高度位置)
(3)、焊接保护气体流量大小不合适(解决方法:调节保护气体流量)
(4)、板材表面有油污、水汽或杂质等(解决方法:清洁板材焊缝表面)
4. 焊缝错边问题
原因:
(1)、板材精剪后平整度不一致(解决方法:检查板材平整度)
(2)、焊接平台不平整(解决方法:检查并清理平台是否有焊渣)
5. 焊缝偏向一侧板材

原因:
(1)、拼缝时挤压坐标值过大(解决方法:调整合适拼缝挤压坐标值)
(2)、焊接时激光偏向一侧(解决方法:调整焊接时激光到焊缝合适值)
6. 焊缝局部变窄问题

原因:
(1)、拼缝时间隙值过大(解决方法:调整合适拼缝挤压坐标值或者更换合格板材)
(2)、焊接时激光偏向薄板一侧(解决方法:调整焊接时激光到焊缝合适值)
7.焊缝未焊透
原因:焊接时工艺参数不合适(功率过低、速度过快、离焦量过大等)
8.焊缝烧穿
原因:
(1)、焊接时工艺参数不合适(功率过高、速度过慢、离焦量过小等)
(2)、焊接时激光偏向薄板一侧(解决方法:调整焊接时激光到焊缝合适值)
激光拼焊——未来
谈到激光拼焊,离不开汽车轻量化。汽车轻量化是近年来各国政府、学术界和汽车工业界应对能源短缺和环境污染的最有效措施之一,而激光拼焊是实现汽车轻量化的重要手段之一:通过不同强度、厚度的组合来实现不同的性能要求,从而达到轻量化的目的。现如今拼焊钢板已广泛应用在车身纵梁、骨架、地板、门内板、侧围和保险杠等多个部位,整车的拼焊板用量达到了50%以上。

随着汽车向着智能化、高端化、多元化的方向发展,汽车轻量化已经大势所趋;而激光焊接技术作为重要的一个加工技术,将大力推动汽车轻量化制程,成为汽车轻量化路上的得力助手。
结语
(1) 激光焊接技术是用于汽车制造零部件加工的关键技术,其中激光拼焊板是最成熟产品。
(2) 激光拼焊钢带技术的高焊接速度和装卸效率,降低了制造成本,同时也带来了零部件减重的可能性,这也使生产成本得以降低。
(3) 国外钢铁公司,尤其是欧洲地区的钢铁公司,具有丰富的钢材深加工生产经验,可根据下游汽车厂用户的需求生产出满足汽车设计和制造要求的产品。
(4) 随着新兴汽车市场,尤其是中国汽车工业的发展,国外钢铁公司与国内大型钢企合资建设激光拼焊板生产线。此外,汽车板生产企业也采取与汽车厂、拥有激光拼焊技术的钢铁企业合资兴建的方式,逐步开拓市场稳定用户、提高工艺技术水平。
举报 0
收藏 0
分享 176
-

熟背铝合金焊接口诀,秒杀一切焊接难题
2024-07-25 -

激光焊接技术
2024-07-10 -

创想焊缝跟踪系统适配研华宝元机器人自动化焊接
2024-05-23 -

焊装生产线规划及布置概述
2024-05-22
编辑推荐





最新资讯
-
思看科技携手灵伴科技,打造三维视觉
2025-03-14 16:14
-
新品上市|FLIR Si2x系列防爆声学成
2025-03-13 20:18
-
Spectrum推出可由以太网控制的超高速
2025-03-12 19:59
-
施耐德电气与江苏北人达成战略合作,
2025-03-12 11:20
-
微光成炬,比亚迪叉车的“向善之路”
2025-03-11 11:00