
基于白车身优化板料牌号降本的经验分享
2020-03-14 01:57:13· 来源:《锻造与冲压》2020年第4期 作者:林通
微信公众号

自2001年以来中国汽车工业总体上保持了良好的发展势头,2007年汽车销量水平比2003年翻了一番,汽车销量已经连续九年增幅保持两位数增长。但2018年开始,国内汽车市场增速放缓,消费者对于汽车消费回归理性。对于各大汽车生产商而言,保持
自2001年以来中国汽车工业总体上保持了良好的发展势头,2007年汽车销量水平比2003年翻了一番,汽车销量已经连续九年增幅保持两位数增长。但2018年开始,国内汽车市场增速放缓,消费者对于汽车消费回归理性。对于各大汽车生产商而言,保持市场占有率,提高产品性价比以及推升品牌溢价能力是在激烈市场竞争中立足的法宝。说到产品性价比,不得不谈生产制造成本。本文就汽车产业链中的一小环,白车身冲压件设计过程中材料优化降本的经验在这里做一个简单的分享。
钢板的性能&成本
汽车钢板按强度等级可分为低强度钢、高强度钢及超高强度钢,其中屈服强度小于200MPa的材料,定义为低强度钢(以下简称“普板”)如图1所示。
随着技术的发展,虽然行业对于白车身车体强度的要求越来越高,高强钢及超高强度钢在车体的应用比重越来越大,但是普板作为汽车板材最为基础的材料,在A级、B级大众车型的重量占比约为30%~45%,可见其应用比重是相当高的,如图2所示。那么普板材料牌号按照一个系列可简单分为DC01、DC03、DC04、DC06。(其他的命名方式在这里不再赘述提及)其材料特性为:
⑴延伸率逐级递增;
⑵屈服强度、抗拉强度基本持平(屈服强度<200MPa,抗拉强度 <300MPa);
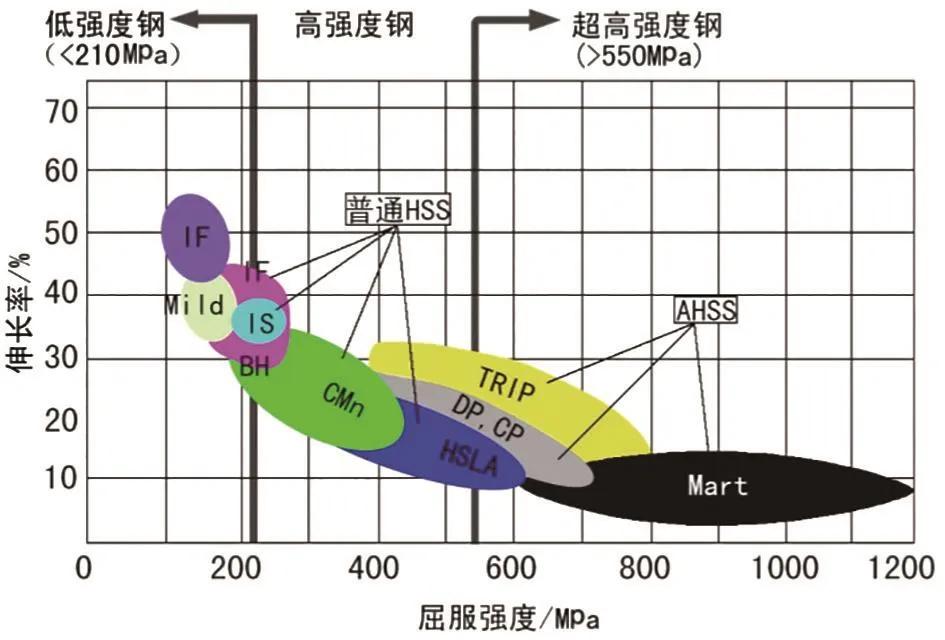
图1 材料按强度分类
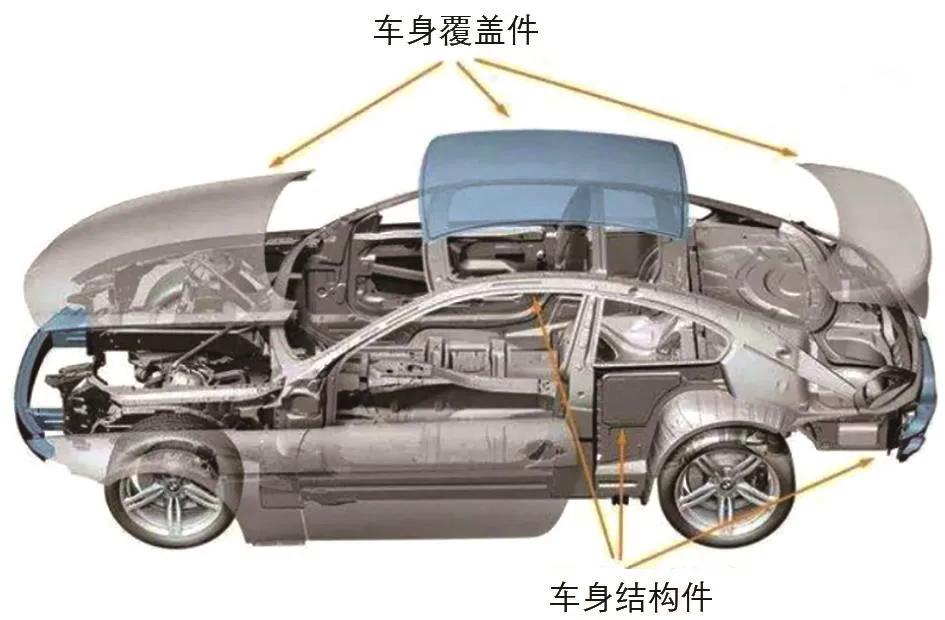
图2 白车身示意图
⑶钢板价格逐级递增(钢卷价格每吨增加100~200元)。
在白车身设计中,涉及普板的冲压件根据其零件形状及制造工艺的复杂程度,会选用不同的板材,零件形状越复杂,冲压成形工艺越难,则会选用普板系列中,牌号等级较高的如DC06的材质进行设计,如侧围外板、前后门内板。再如一些冲压件形状简单,冲压工艺性相对简单的,则会选用普板系列中牌号较低的材料如DC01、DC03进行设计,如前地板等。
在白车身设计过程中,涉及普板系列的冲压件,选用的牌号越低,材料的采购费用就会相应的降低。且上文提到了普板系列中的牌号之间,屈服强度和抗拉强度基本持平,降牌号并不会对白车身的车体强度产生很大影响。在不降产品性能的前提下,实现精益降本是本文重点研究的课题。接下来列举出几个实际产品开发过程中操作的一些实例,以供参考。
实例介绍
案例一
行李厢隔板(图3),在起初的设计中,材质为DC04/0.65mm。通过AutoForm仿真分析,利用DC03/0.65mm的材质进行替换分析,其最大减薄率为18%,无开裂的风险,满足零件成形分析要求的安全裕度,该零件可由DC04/0.65mm替换为DC03/0.65mm。该零件的材料利用率为63.09%,消耗定额(毛坯重量)为4.55kg。按照市场参考价格DC04与DC03每吨差价200元。那么通过降牌号的方案,该零件单车节省的材料成本=消耗定额×0.2元/kg=0.9元/台。如果按照年产10万辆计算,每年可节约材料费9万。
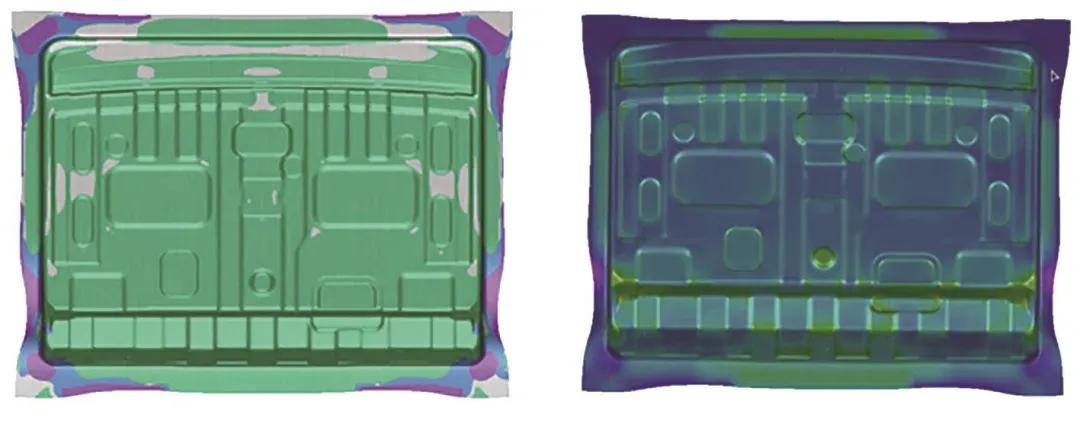
图3 行李厢隔板分析
案例二
左右前地板(图4),由DC03/0.65mm优化DC01/0.65mm,该零件的材料利用率为78%,消耗定额(毛坯重量)为7.56kg。按照市场参考价格DC03与DC01每吨差价200元,该零件单车节省的材料成本=消耗定额×0.2元/kg=1.51元/台,按照年产10万辆计算,每年可节约材料费15.1万元。可见通过以上方案,不增加投资,不降低车体强度,从而达到可观经济效益,是很划算的降本策略。
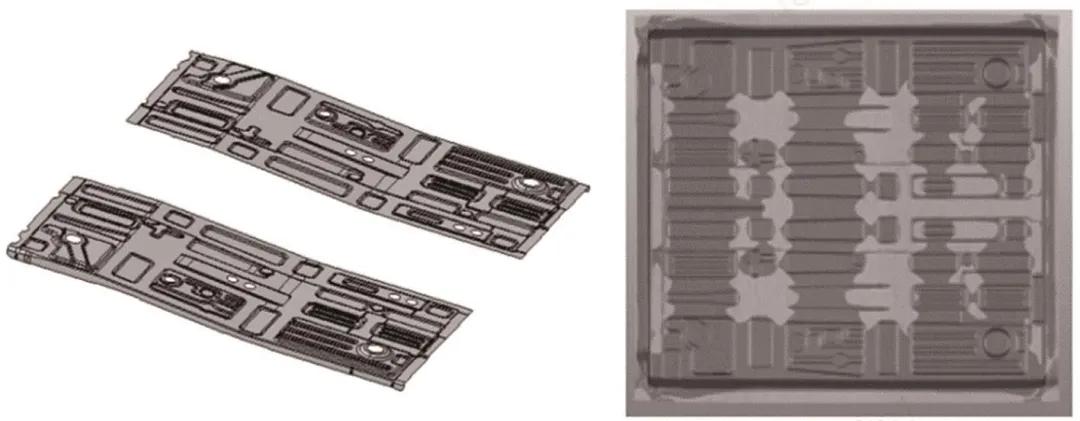
图4 左右前地板分析
经验总结
诸如类似的案例在白车身普板零件中还有很多可以挖掘的机会点,如果从降本的维度展开的话,零件越大,其消耗定额(毛坯重量)就越大,节省的材料费用就越可观。那么开展板料零件选材的合理性验证时,还需从以下几点考虑:
⑴零件成形的复杂程度。这一点当然需要结合一定的冲压工艺经验,如果零件当前选用的材料牌号,在成形过程中本来就存在开裂隐患,那么就不必在此浪费精力。
⑵优先考虑大、中型零件,最后小零件。普板在白车身占比30%~45%,在众多普板零件中,为了达到降本的高效性,我们应该优先考虑大、中型零件,零件净重越大,消耗定额(毛坯重量)就越大,降牌号实施后节约的材料费就越多,产生的经济效益也就越高。
对于上文列举的几个案例来说,前地板及行李厢隔板属于大型零件,零件净重及消耗定额都比较高;而白车身顶盖的一些支撑梁、前围区域的上下板等,这些产品一般都会选用普板设计,这些产品的消耗定额基本都在1~2kg左右,也是需要重点关注的零件,如图5所示。最后就是小型零件,消耗定额基本在0.5kg以下,当然方案实施后,收益也不会很高。
⑶在普板降牌号方案推进的过程中,涉及一些产品局部开裂的区域,需要冲压工程师对其数据进行局部的形状优化,例如放大R角,微调成形的高度等,当然前提是满足产品本身的功能特性。
结束语
图5 中型的零件
不同性能的普板材料应用在不同要求的零件上,通过以上的分享,有效避免了白车身设计浪费的情况,从而达到精益化的设计制造理念。白车身降本的方面有很多,维度很广,本文只是结合笔者自身有限的工作经验,做小小一点展开,与同行分享一些心得。
举报 0
收藏 0
分享 151
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
2025上海国际汽车成形制造产业对话会
2025-04-26 19:14
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01