
汽车车身点焊工艺及金相、硬度分析
微信公众号

前 言
随着汽车行业的快速发展,环保和节能日益重要。实现汽车轻量化是节能减排的重要手段,且已成为世界汽车发展的潮流。
汽车轻量化大致可以分为三类:车身轻量化、发动机轻量化、底盘轻量化。今天主要讨论的就是车身轻量化,而车身轻量化的材料主要涉及到铝合金、镁合金、复合材料和高强度钢等。
铝合金是一种优良的轻合金材料,被逐渐应用于汽车车身的设计和开发中。用于铝合金车身连接的工艺主要有电阻点焊、激光焊、自冲铆接等。其中,电阻点焊是车身制造中使用最广泛的装配连接工艺。
铝合金电阻点焊技术具有可靠性好、性能稳定、生产效率高和易于实现自动化等优点,对车身的轻量化有着重要的作用及研究意义。但铝合金电阻点焊也存在很多的焊接缺陷,包括铝合金的焊接性不好、焊点质量不稳定。
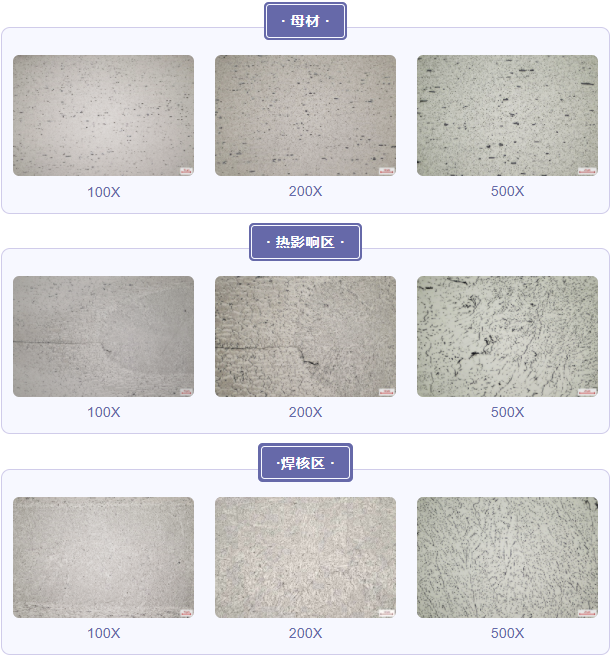
本文主要介绍铝合金电阻点焊接头的样品制备,观察铝合金点焊接头宏观结构、微观组织及显微硬度分布。客户可以通过对接头组织性能特点的管控,保证高可靠性的焊接接头。
切割&镶嵌
对点焊样品进行切割,切割位置为点焊接头中心;针对铝合金等有色金属,建议使用碳化硅砂轮片。
切割成可镶嵌试样后,为了便于后续的研磨/抛光,通常选择热镶嵌保护样品,并制成统一尺寸试样便于自动磨抛。
研磨抛光
焊接接头样品的研磨选用常规碳化硅砂纸即可,在粗抛/中抛时为保证样品表面的平整性,优先选择中等或细线束编织抛光布。推荐以下可参考工艺:

腐 蚀
试样采用 10%氢氧化钠水溶液腐蚀,下图为样品宏观形貌图。

下方图示为铝合金电阻点焊接头的宏观结构和特征尺寸示意图。
硬度测试
显微硬度是反映客户材料综合性能的参数指标。我们通过VH3100设备测得铝合金电阻点焊接头的显微硬度矩阵分析结果如下图所示。

由图可知,焊核区微观组织与母材区有明显区别,但显微硬度值两区却数值非常相近,没有出现明显的硬度梯度。而左右两边热影响区均出现1~2mm宽的硬化区,该区硬度远高于母材区。
- 下一篇:国内外汽车喷涂工艺最新先进技术一览
- 上一篇:关于高强汽车钢控制臂冲压成形工艺的研究
-

熟背铝合金焊接口诀,秒杀一切焊接难题
2024-07-25 -

激光焊接技术
2024-07-10 -

创想焊缝跟踪系统适配研华宝元机器人自动化焊接
2024-05-23 -

焊装生产线规划及布置概述
2024-05-22
编辑推荐





最新资讯
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37
-
展会预告 | 2025CIMT中国国际机床展
2025-04-11 14:44
-
航空发动机维修工装精准建模,3D扫描
2025-04-11 14:43
-
高歌猛进,奔赴“双碳”——比亚迪叉
2025-04-10 10:09