
总装工艺知识
微信公众号

总装工艺知识
总装工艺位于冲压、焊装、涂装、总装四大工艺的最后一道工序,是使汽车各零部件和总成具有一定的相互位置关系并形成整车的生产过程中,所采用的手段、方法和条件。
车型工艺流程
车身从涂装PA OFF到整车检查VQ,经过电装、内装、底盘、外装、复合线进行装配,涉及内饰、底盘、外装三大工艺。
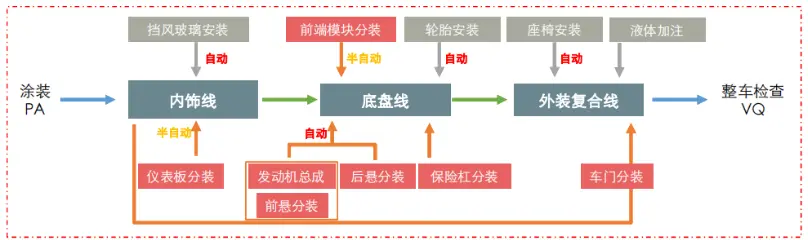
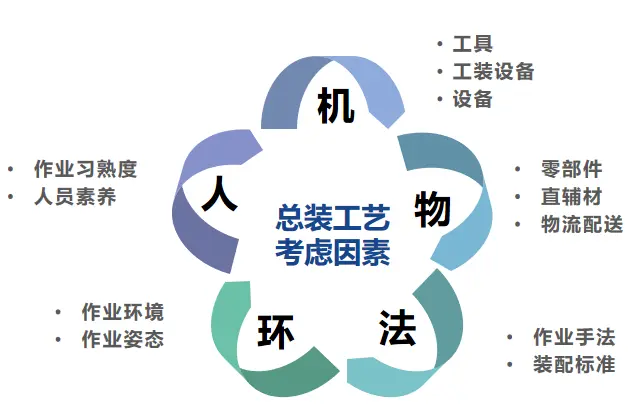
同时,在总装工艺领域中需要考虑五大因素,即人、机、物、法、环。
总装工艺模块化装配
经过汽车史的三次重大改革,人们对汽车多样化、个性化的需求,使得汽车企业寻求最佳的生产方式,在流水线大批量生产的前提下,进行模块化装配和柔性化生产技术随之产生并被广泛使用。
那么,将整车定义为由几个主要部件组成,首先将这几个部件预先组装起来,成为几个模 块,然后在线上将这些模块装配到车身上。这就是模块化装配。模块化装配具有以下三个优点:
①提高装配质量
②缩短生产周期
③降低生产线成本

内饰、底盘、外装工艺
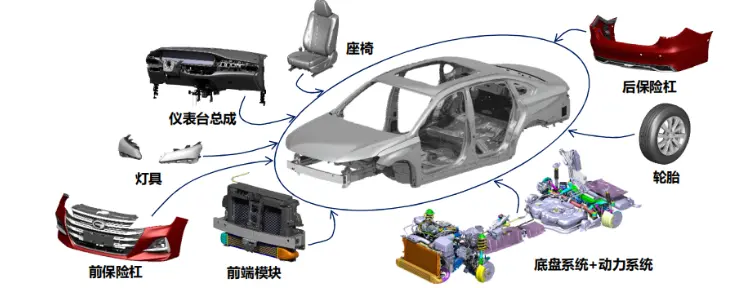
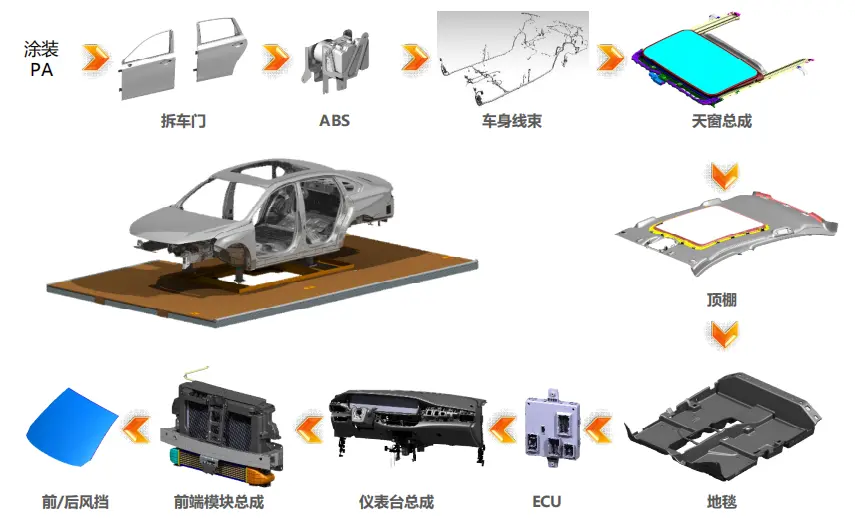
内饰工艺:负责车身VIN码拓印、标识、铭牌打刻,车门拆卸,各种线束、地毯、内外饰、前端模块总成、仪表台总成、前后风挡玻璃等装配及相关件的分装。
底盘工艺:负责制动系统、燃油管、燃油箱、底盘系统、前/后保险杠、轮胎等装配及相关件的分装。
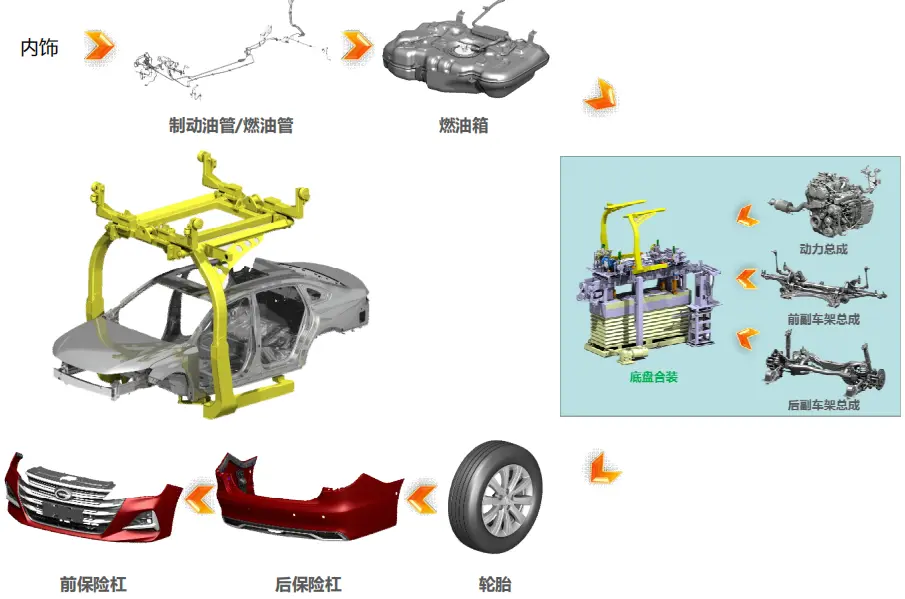
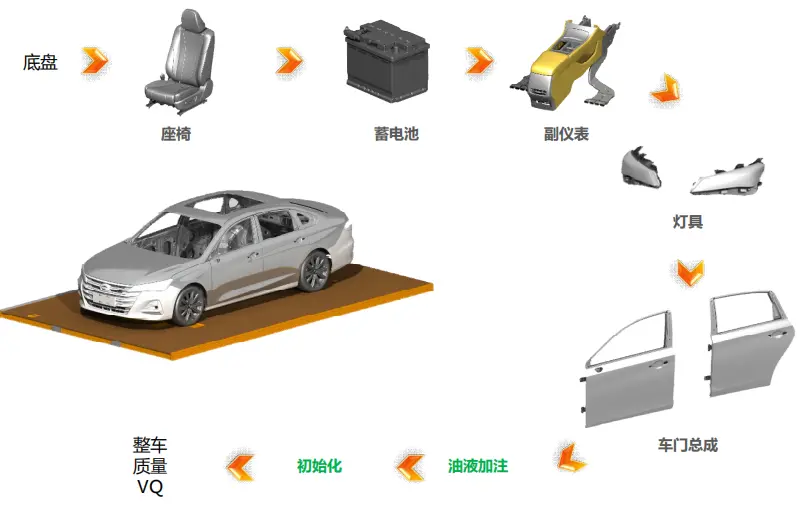
外装工艺:负责座椅、内外饰件、车门总成等装配。制动液、冷却液、冷媒、风挡洗涤液及汽油加注。整车初始化及下线前检查。
总装工艺的特点
(一)主线精短化
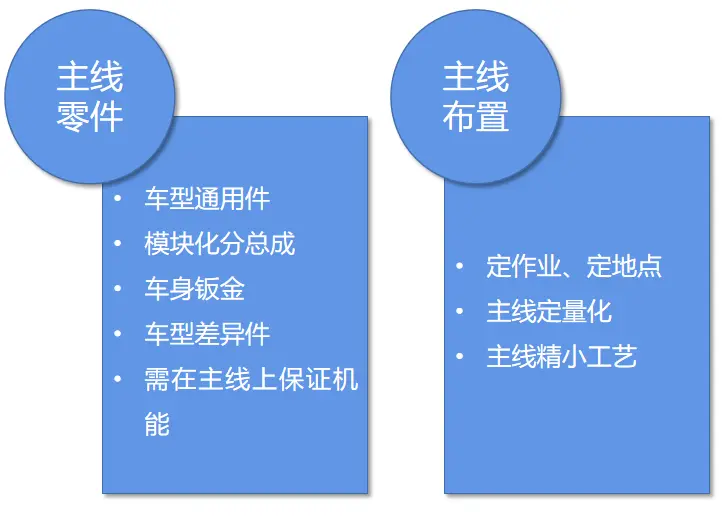
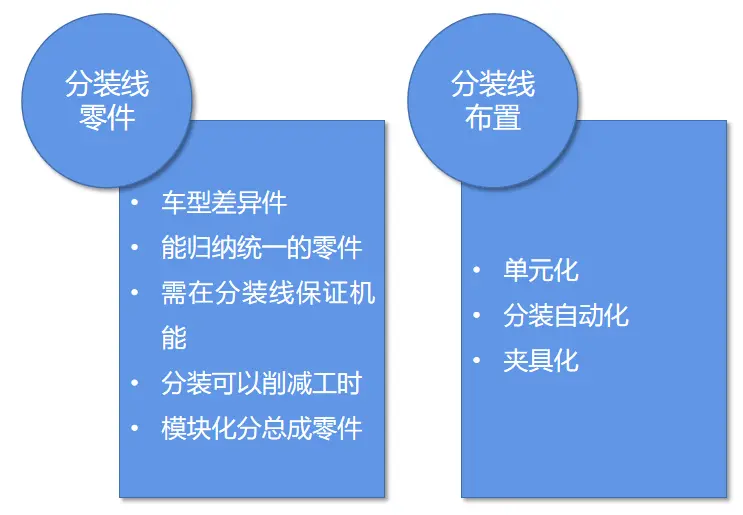
主线精短化具有以下优点:
1、有利于构筑更强的生产体质
>分装对主线即生产影响小
2、提高人员效率
>利于偏差吸收等的实施
3、优化现场物流
>分装的物流定置相对灵活
4、减少辅助工时
>分装的辅助较少
5、改善作业姿势
>分装可以改善作业环境
6、劳动强度降低
>分装区易于实现设备化、夹具化、自动化
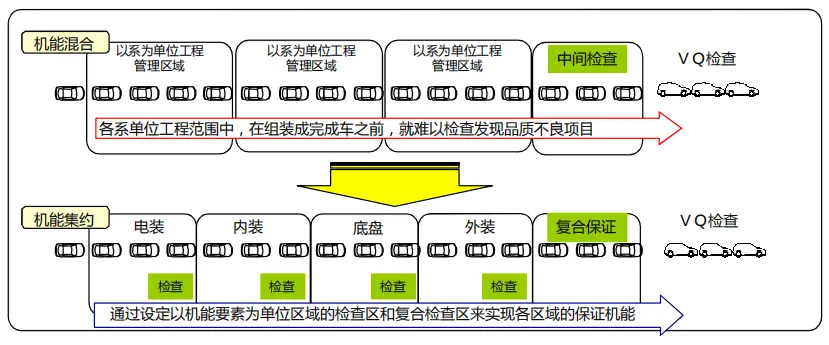
(二)机能集约化
若采用机能混合形式,以系为单位工程管理区域,在各系单位工程范围中,在组装成完成车之前,难以检查发现品质不良项目。
而机能集约是指通过设定以机能要素为单位区域的检查区和复合检查区来实现各区域的保证机能。
(三)标高合理化
总装工艺为达成以下目标,保证各线体标高合理化:
①机能集约
②避免难作业操作
③减少上下坡,节省工位

目前,总装工艺以项目牵头,构筑制造工艺联动体制;以确保项目成功为前提,分布开展专业建设;依托工艺平台项目,逐步打造高效的总装数字化同步系统工程;规划智能系统,逐步形成准确、高效、双向的工艺一体化智造系统。
总装工艺正全面推进广汽生产方式,贯彻准时化、少人化、止呼待理念,深化工业4.0认识,以建立智能化、信息化的总装标杆工厂作为最终目标!
- 下一篇:奔驰汽车工厂也来了位机器人“打工仔”
- 上一篇:国内外汽车喷涂工艺最新先进技术一览
-

推动汽车行业转型的引领者——面向未来的总装NE
2024-12-03 -

总装工艺成本优化实践案例
2024-08-05 -
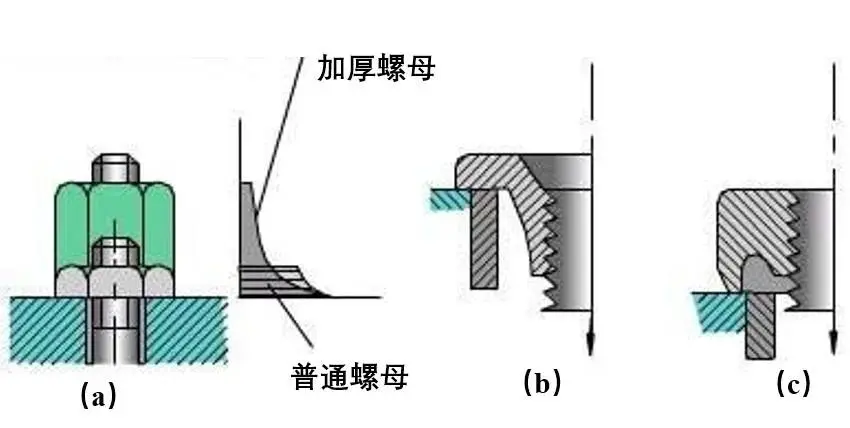
如何提高螺栓连接的强度?
2024-07-30 -

案例分析:螺栓“跑丢了”!
2024-07-29
编辑推荐





最新资讯
-
比亚迪叉车的智慧演变:从动力革新到
2025-04-02 09:15
-
重磅剧透!首批参展商名单曝光——这
2025-04-01 20:48
-
施耐德电气发布新一代Harmony XVB7模
2025-04-01 18:51
-
[转载] 机床巨头埃马克:百年跌宕再
2025-03-31 12:42
-
从4S店到修理厂:FLIR ONE Pro USB-C
2025-03-28 16:05