
锂电池-工艺-涂布工艺及关键控制点
微信公众号

伴随电动汽车在国内推陈出新、造车新势力全球风起云涌过程中,其背后的产业链也逐步走向大众视野;过去十年是新能源电动汽车的十年、是锂电产业发展的十年、是国内工业升级缩影的十年、是中国又一全球第一产业横空出现的十年;
纵观锂电产业的发展,整体布局可高度归纳为上游配件厂——锂电生产厂——组装pack厂——总成汽车厂四个环节;而在锂电生产厂这一环节,核心瓶颈工序为锂电池极片涂布工艺;综合统计电池生产整个环节、涂布工序所造成的不良异常影响占整个电池工艺的50%以上;涂布工序过程控制为电池制造的重中之重。本文从原理阐述、专业术语、控制点分解、后续展望几个环节来铺开;

进入正题之前我们可以通过锂电制造制程来对电池制造做简单示意
其次我们通过涂布工艺在整段产线的价值占比来做简单示意
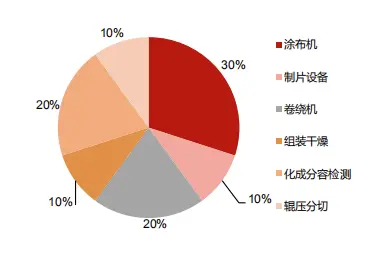
原理阐述——涂布机顾名思义是一种将成卷的基材如纸张、布匹、皮革、铝箔、塑料薄膜等,涂上一层特定功能的胶、涂料或油墨等,并烘干后收卷的机械设备。如此次疫情期间口罩生产所需的喷绒布制作即可理解为通过涂布工艺来成型。其存在在国家工业制造方方面面,此处特指将动力锂电池原料涂覆在电池导电基材上面的一种设备,通过此涂布方式来生产制造锂电池正负极极片。从工艺流程来讲涂布是电芯制备过程中关键工序、从设备价值来讲也是电芯制备过程中关键工序(高端系列售价过千万)、从非线性控制角度来讲更是电芯制备过程中关键工序;涂布的均匀性、一致性、对齐性、烘烤稳定、粘结剂扩散性、面密度稳定性等都于此息息相关;涂布质量的好坏直接关系到电池质量的优劣,同时锂离子电池由于体系的特点使得其对水分十分敏感,微量的水分就有可能会对电池的电性能产生严重的影响(811系列更明显);涂布性能的高低直接关系到成本、合格率等切实指标。
专业术语——容量设计
电池设计容量=涂层面密度×活物质比例×活物质克容量×极片涂层面积
其中,面密度是一个关键的设计参数,主要在涂布和辊压工序控制。压实密度不变时,涂层面密度增加意味着极片厚度增加,电子传输距离增大,电子电阻增加,但是增加程度有限。厚极片中,锂离子在电解液中的迁移阻抗增加是影响倍率特性的主要原因,考虑到孔隙率和孔隙的曲折连同,离子在孔隙内的迁移距离比极片厚度多出很多倍。
专业术语——N/P比
负极活性物质克容量×负极面密度×负极活性物含量比÷(正极活性物质克容量×正极面密度×正极活性物含量比)
从安全使用角度对于负极类电池N/P要大于1.0,一般1.06~1.1,主要为了防止负极过快、不可逆析锂。实际设计时还要考虑工序能力,如涂布面密度偏差。但是,N/P过大时电池会不可逆容量损失,导致电池容量偏低,电池能量密度也会对应降低。而对于钛酸锂负极,采用正极过量设计,电池容量由钛酸锂负极的容量确定。正极过量设计有利于提升电池的高温性能:在正极过量设计时,负极电位较低,更易于在钛酸锂表面形成SEI膜。
相比于传统的铅酸电池,锂离子电池最大的相异点在于其电势要明显高于水的稳定电压范围,传统的水溶液电解液无法应用在锂离子电池中,因此人们开发了有机电解液体系,使得锂离子电池能够在高电压下稳定的工作。由于锂离子电池的特点使得其对水份十分敏感,微量的水分都会严重的影响锂离子电池的性能,因此在整个生产过程中都必须要严格控制材料中的水分含量,这其中包含了涂布后电极的烘干过程,碾压后的电极烘干过程,电芯卷绕后的烘干过程等,还包含在锂离子电池整个生产过程中的环境水分控制,研究表明锂离子电池在生产过程中33%的能量消耗在了电极的干燥过程中,46%的能量消耗在了干燥间的运行过程(样品),因此锂离子电池电极的干燥工艺对锂离子电池的生产成本有着重大的影响。同时电极在涂布烘干后,再次进入到空气环境中时还会发生在此的吸水,绝大部分吸水会发生在暴露在空气中的首个小时。例如,石墨材料有80%的吸水会发生在暴露在空气中的首个小时里,而对于玻璃纤维和LiFePO4这一比例还要更高。
含水量过高会严重的影响锂离子电池的循环性能,为了保证锂离子电池的使用寿命需要保证足够的烘干,将电极的水分除去。不同的材料在烘烤的过程中水分蒸发的特点不尽相同,例如石墨材料和LiFePO4材料,含水量比较干,因此需要稍长一些的烘干时间,并在烘干后尽快使用,避免在空气中暴露过长时间,减少材料吸水。LiMn2O4材料烘干过程中水分释放不彻底,也需要延长烘干时间,NCM523材料水分相对较少也比较容易烘干,烘干残留水分较少,因此可以适当减少烘干时间。LiCoO2材料水分含量最少,也非常容易烘干,因此可以简化烘干制度。对于常见的聚合物隔膜,由于其本身水分很低,且不易吸水,因此可以不烘干,而玻璃纤维隔膜水分含量很高,并且非常容易再次吸水,因此必须采用更加严格的烘干制度,并减少其在空气中的暴露时间。
良好的电极烘干工艺应该在保证电极水分含量满足要求的同时,又要尽量的节省烘烤时间,减少烘烤能量消耗。锂离子电池生产中用到的材料种类很多,不同种类在烘烤过程中水分蒸发的特性不同(电极材料的比表面积、亲水性、与水分子键合的强度是影响锂离子电池含水量的关键因素之一),例如相比于传统的钴酸锂材料,高镍的NCA和NCM材料更加容易吸收水分,因此在制定烘烤工艺时需要根据材料的物理特点,制定针对性的烘烤工艺——节省烘干过程中的能耗,降低生产升本,提高电池利润率。
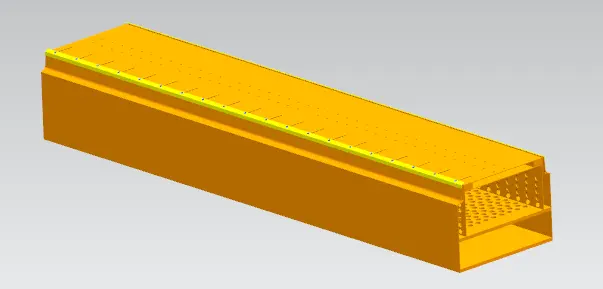
控制点分解——涂布机结构模块示意(双层结构类似):
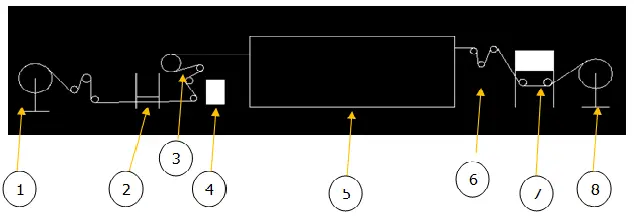
1、 放卷机构(含放卷纠偏)
2、 操作平台
3、 模头(转移式、挤压式)
4、 过程纠偏(视觉检测+纠偏本体)
5、 烘箱
6、 收卷预纠偏
7、 面密度测试仪
8、 收卷机构
控制点分解——1、放卷机构
放卷机构由放卷轴、过辊、接带平台、张力控制系统、放卷纠偏系统等组成。基材自放卷轴开卷后,经由过辊、接待平台以及张力检测辊后进入涂布头机构前这一段区域、基本参数如下。
控制点分解——2、操作平台
设备人员全面操作涂布机、监控设备运行状态、调节机台参数、控制过程稳定性、中控指导等等一系列生产活动的区域,起到对应于汽车的驾驶室、火车的操控室、轮船的调度室、电脑的CPU等功能。
控制点分解——3、模头(结构上有转移式模头与挤压式模头之分、控制上分区线性马达控制有待深入)
1)转移式模头
作为应用较早较广泛的涂布技术,其由料槽、涂布辊、刮刀辊、背辊、驱动电机、减速机、精密轴承及高性能的气动元件等组成;工作时涂辊转动带动浆料,通过调节对应刮刀间隙来调节浆料转移量,并利用背辊和涂辊的配合转动将浆料转移到基材上,通过调节参数来实现连续涂布、间隙涂布等工艺。大致过程如下所示。
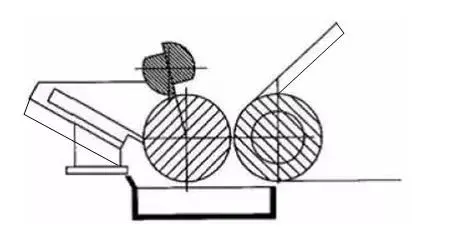
a) 涂布辊转动带动浆料通过计量辊间隙、形成一定厚度的浆料层、同时控制削薄
b) 一定厚度的浆料层通过方向相对的涂辊与背辊转动转移浆料到箔材上形成涂层
2)挤压式模头
挤压式涂布作为一种精密的湿式涂布技术,工作时浆料在一定压力、一定流量下经过过滤装置、传送装置后沿着涂布模具的缝隙挤压喷出而转移到基材上。相比其它涂布方式具有很多优点,如涂布速度快、精度高、湿厚均匀、涂布系统封闭,在涂布过程中能防止污染物进入,浆料利用率高、能够保持浆料性质稳定,可同时进行多层涂布等等优点。并能适应不同浆料粘度和固含量范围,与转移式涂布工艺相比具有更强的适应性。

区别于转移式涂布机要形成稳定均匀的涂层需具备以下几点:
(1)浆料性质稳定(匀浆性能良好),不发生沉降,粘度、固含量等变化可控。
(2)浆料上料稳定能实现稳定的流体控制状态。
(3)涂布工艺在单卷涂布期间,在模头与背辊之间形成稳定的流场。
(4)走箔稳定,不发生走带滑动、严重抖动和褶皱
(5)优良的低速、中速、高速控制区间
控制点分解——4、过程纠偏(国内新升起应用产业)
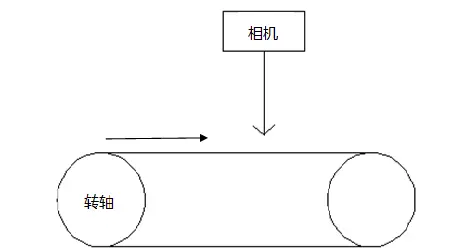
对应当下涂布机速度越来越高、从最初15m/min、25m/min到50m/min、80m/min等,从最初的单层涂布模式到越来越多的双层涂布模式,变化带来的是过程控制的难度增加、正反面对齐控制难度的增加,目前检测模式一般有线扫与面阵相机之分

其测量原理为
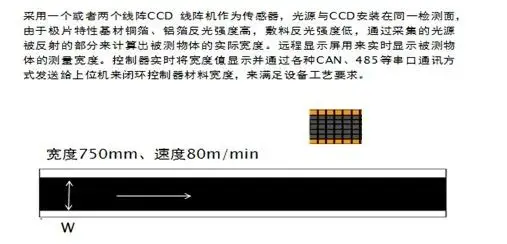
对应在高速连续运作场合下,面阵相机已不适合来连续取图测试,而此时通过连续的一行行动态取图再拼接成一幅幅图片正适合此类应用场合来使用:
特别的现今追求高效率的背景下涂布机一出多情况下模头越做越宽,从750->950->1200->1600......(汽车厂商车型尺寸为需求根源——>pack尺寸——>模组尺寸——>电芯尺寸——>极片尺寸——>涂布尺寸——>涂布机尺寸),此时靠人工检测已经不具备现实意义,且在节能生产上也离不开视觉检测,对应线扫相机的检测优势脱颖而出:

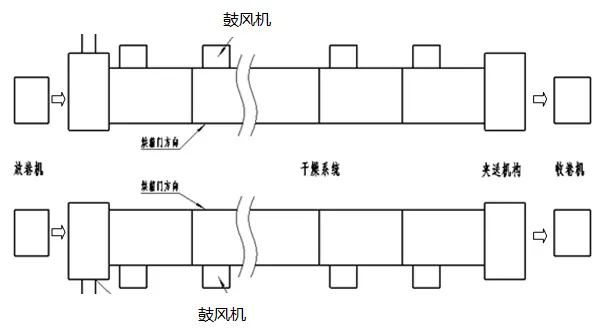
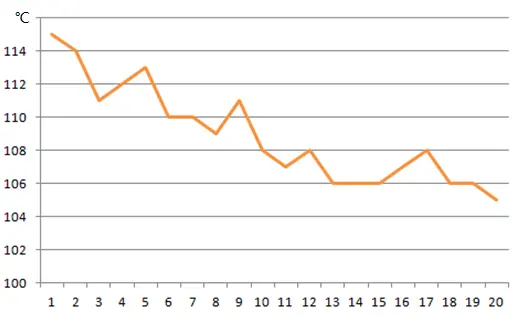
控制点分解——5、过程烘烤
涂布工序是锂电池成型生产过程中的关键工序、而烘烤成型为涂布工序上关键节点;涂布极片的掉粉、烤焦、烤不干、压实密度不达标、溶剂挥发不一致、浆料与箔材粘结力不够等异常的出现都与烘烤的好坏有直接关联;
从原理上来讲,烘烤是将外部的热量传导到锂电池极片的过程、是一个能量输入输出的过程、是完成热交换的过程;对应的加热介质有热风(电加热、蒸汽加热、导热油加热)、红外、微波(严格意义属于波传导热),对应市面上常用涂布机类型也有以上几种;锂电生产厂家在时间购买时综合评估产品类型、产品数量、停机时间、维护成本、更新换代等因素后选出最适合自身实际的设备;
----------------------------------------------------------------------------------
----------------------------------------------------------------------------------
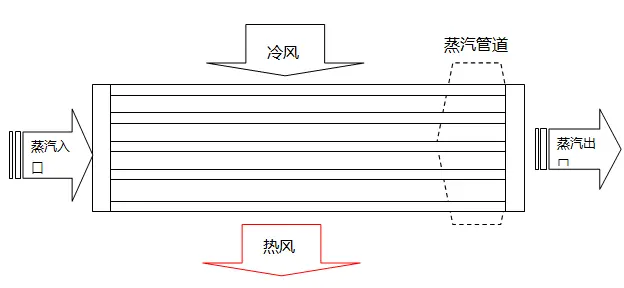
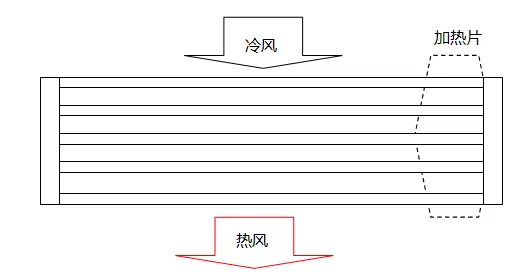
控制点分解——6、风嘴流体
技术发展至今、涂布机热源载体从电加热、蒸汽加热、微波加热、到导热油加热,经历数次规模变更,对应的是控制技术切换、烘箱、风嘴流体更改;涂布速度从最初15m/min、30m/min、50m/min、70m/min…….有突破至100m/min趋势,涂布宽度从最初的550mm、750m、1200mm…...到1600mm的试水;以某公司双层高速涂布机为例、其风嘴流体特性为由内至外(烘箱横截面);风嘴流体是烘烤作用终端、是直接影响涂布效果,对应市面上涂布机厂家修改的最多也是在此处;对应的烘箱本体、热交换室、风道则雷打不动不改,不出事故不改、不退货投诉不改。

而特定产品高温状态其风嘴流体特性为由外至内(烘箱横截面);
对应风嘴模型示意
- 下一篇:冲压生产中常见的几种失误
- 上一篇:汽车电子控制单元(ECU)
-
旭化成微电子开始批量生产用于环保发电的电荷控
2025-04-24 -

旭化成首战全球供应链管理大赛斩获佳绩
2025-03-03 -

旭化成授权斯尔邦高纯度碳酸盐生产技术,助力二
2024-12-13 -

华为尊界S800的座椅会有什么亮点?
2024-11-27
编辑推荐





最新资讯
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04