
锂电池-设计-极片设计公式和极片缺陷对性能的影响
微信公众号

一、极片设计基础篇
锂电池电极是一种颗粒组成的涂层,均匀的涂敷在金属集流体上。锂离子电池极片涂层可看成一种复合材料,主要由三部分组成:
(1)活性物质颗粒;
(2)导电剂和黏结剂相互混合的组成相(碳胶相);
(3)孔隙,填满电解液。
各相的体积关系表示为:
孔隙率 + 活物质体积分数 + 碳胶相体积分数=1
锂电池极片的设计是非常重要的,现针对锂电池极片设计基础知识进行简单介绍。
(1)电极材料的理论容量
电极材料理论容量,即假定材料中锂离子全部参与电化学反应所能够提供的容量,其值通过下式计算:

例如,LiFePO4摩尔质量157.756 g/mol,其理论容量为:

这计算值只是理论的克容量,为保证材料结构可逆,实际锂离子脱嵌系数小于1,实际的材料的克容量为:
材料实际克容量=锂离子脱嵌系数 × 理论容量
(2)电池设计容量与极片面密度
电池设计容量可以通过下式计算:
电池设计容量=涂层面密度×活物质比例×活物质克容量×极片涂层面积
其中,涂层的面密度是一个关键的设计参数,压实密度不变时,涂层面密度增加意味着极片厚度增加,电子传输距离增大,电子电阻增加,但是增加程度有限。厚极片中,锂离子在电解液中的迁移阻抗增加是影响倍率特性的主要原因,考虑到孔隙率和孔隙的曲折连同,离子在孔隙内的迁移距离比极片厚度多出很多倍。
(3)负极-正极容量比N/P
负极容量与正极容量的比值定义为:

N/P要大于1.0,一般1.04~1.20,这主要是处于安全设计,防止负极侧锂离子无接受源而析出,设计时要考虑工序能力,如涂布偏差。但是,N/P过大时,电池不可逆容量损失,导致电池容量偏低,电池能量密度也会降低。
而对于钛酸锂负极,采用正极过量设计,电池容量由钛酸锂负极的容量确定。正极过量设计有利于提升电池的高温性能:高温气体主要来源于负极,在正极过量设计时,负极电位较低,更易于在钛酸锂表面形成SEI膜。
(4)涂层的压实密度及孔隙率
在生产过程中,电池极片的涂层压实密度通过下式计算,
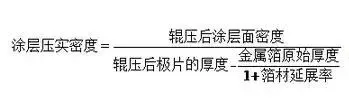
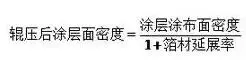
而考虑到极片辊压时,金属箔材存在延展,辊压后涂层的面密度通过下式计算。
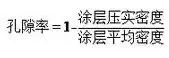
前面提到,涂层由活物质相、碳胶相和孔隙组成,孔隙率可由下式计算。
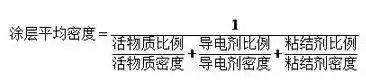
其中,涂层的平均密度为:
锂电池电极是一种粉体颗粒组成的涂层,由于粉体颗粒表面粗糙,形状不规则,在堆积时,颗粒与颗粒间必有孔隙,而且有些颗粒本身又有裂缝和孔隙,所以粉体的体积包括粉体自身的体积、粉体颗粒间的孔隙隙和颗粒内部的孔隙,因此,相应的有多种电极涂层密度及孔隙率的表示法。
粉体颗粒的密度是指单位体积粉体的质量。根据粉体所指的体积不同,分为真密度、颗粒密度、堆积密度三种。各种密度定义如下:
a. 真密度指粉体质量除以不包括颗粒内外空隙的体积(真实体积),求得的密度。即排除所有的空隙占有的体积后,求得的物质本身的密度。
b. 颗粒密度指粉体质量除以包括开口细孔与封闭细孔在内的颗粒体积,求得的密度。即排除颗粒之间的空隙,但不排除颗粒内部本身的细小孔隙,求得的颗粒本身的密度。
c. 堆积密度,即涂层密度,指粉体质量除以该粉体所组成涂层的体积,求得的密度。其所用的体积包括颗粒本身的孔隙以及颗粒之间空隙在内的总体积。
对于同一种粉体,真密度>颗粒密度>堆积密度。
粉体的孔隙率是粉体颗粒涂层中孔隙所占的比率,即粉体颗粒间空隙和颗粒本身孔隙所占体积与涂层总体积之比,常用百分率表示。粉体的孔隙率是与粒子形态、表面状态、粒子大小及粒度分布等因素有关的一种综合性质,其孔隙率的大小直接影响着电解液的浸润和锂离子传输。一般来说,孔隙率越大,电解液浸润容易,锂离子传输较快。所以在锂电池设计中,有时要测定孔隙率,常用压汞法、气体吸附法等进行测定。也可通过密度计算求得。当采用不同的密度进行计算时,孔隙率含义也不同。
当活物质、导电剂、粘结剂的密度都采用真密度计算孔隙率时,所计算的孔隙率包括颗粒之间的空隙、颗粒内部空隙。当活物质、导电剂、粘结剂的密度都采用颗粒密度计算孔隙率时,所计算的孔隙率包括颗粒之间的空隙、而不包括颗粒内部空隙。因此,锂电池极片的孔隙尺寸也是多尺度的,一般地颗粒之间的空隙在微米级尺寸,而颗粒内部空隙在纳米到亚微米级。
在多孔电极中,有效扩散率、传导率等输运物性的关系可用下式表示:
其中,D0表示材料本身固有扩散(传导)率,ε为相应相的体积分数,τ为相应物相的迂曲率。在宏观均质模型中,一般采用Bruggeman关系式,取系数ɑ=1.5来估计多孔电极的有效物性。
电解液填充在多孔电极的孔隙中,锂离子在孔隙内通过电解液传导,锂离子的传导特性与孔隙率密切相关。孔隙率越大,相当于电解液相体积分数越高,锂离子有效电导率越大。而正极极片中,电子通过碳胶相传输,碳胶相的体积分数,碳胶相的迂曲度又直接决定电子有效电导率。
孔隙率和碳胶相的体积分数是相互矛盾的,孔隙率大必然导致碳胶相体积分数降低,因此,锂离子和电子的有效传导特性也是相互矛盾的,如图2所示。随着孔隙率降低,锂离子有效电导率降低,而电子有效电导率升高。电极设计中,如何平衡两者也很关键。
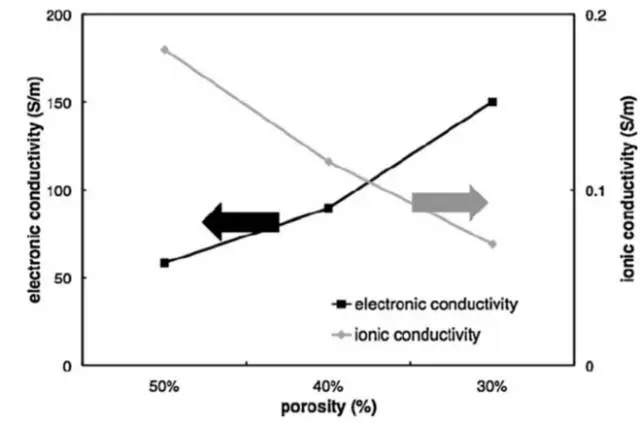
图 2 孔隙率与锂离子和电子电导率关系示意图
二、极片缺陷种类及检测
目前,在电池极片制备过程中,越来越多的在线检测技术被采用,从而有效识别产品的制造缺陷,剔除不良品,并及时反馈给生产线,自动或者人工对生产过程做出调整,降低不良率。极片制造中常用的在线检测技术包括浆料特性检测、极片质量检测、尺寸检测等方面,比如:
(1)在线粘度计直接安装在涂布储料罐内实时检测浆料的流变特性,检测浆料的稳定性;
(2)采用X射线或β射线在涂布工艺中直接测量获得涂层的面密度,其测量精度高,但辐射大、设备价格高且维护麻烦;
(3)激光在线测厚技术应用于测量极片的厚度,测量精度可达±1. 0μm,还能实时显示测量厚度及厚度变化趋势,便于数据追溯和分析;
(4)采用CCD视觉技术检测极片的表面缺陷,即采用线阵CCD 扫描被测物,图像实时处理及分析缺陷类别,实现对极片表面缺陷的无损在线检测。
在线检测技术作为质量控制的工具,理解缺陷与电池性能之间的相关性也是必不可少的,这样才能确定半成品合格/不合格标准。后面部分对锂离子电池极片表面缺陷的检测技术新方法-红外热成像技术以及这些不同缺陷与电化学性能之间的关系简单介绍。参考D. Mohanty等对此进行的深入研究。
(1)极片表面常见缺陷
图3是锂离子电池极片表面常见的缺陷,左边是光学图像,右边是热成像仪捕捉的图像。

图 3 极片表面常见缺陷: (a、b)凸起包/团聚体;(c、d)掉料/针孔;(e、f)金属异物;(g、h)不均匀涂层
(a、b)凸起包/团聚体,如果浆料搅拌不均匀或涂布供料速度不稳定时就会产生此类缺陷。粘合剂和碳黑导电剂的团聚体会导致活性成分含量低,极片重量轻。
(c、d)掉料/针孔,这些缺陷区域没有涂层,通常是由浆料中的气泡产生的。它们减少了活性物质的量,并使集流体暴露在电解液中,从而降低了电化学容量。
(e、f)金属异物,浆料或者设备、环境中引入的金属异物,金属异物对锂电池的危害巨大。尺寸较大的金属颗粒直接刺穿隔膜,导致正负极之间短路,这是物理短路。另外,当金属异物混入正极后,充电之后正极电位升高,金属发生溶解,通过电解液扩散,然后再在负极表面析出,最终刺穿隔膜,形成短路,这是化学溶解短路。电池工厂现场最常见的金属异物有Fe、Cu、Zn、Al、Sn、SUS等。
(g、h)不均匀涂层,如浆料搅拌不充分,颗粒细度较大时容易出现条纹,导致涂层不均匀,这会影响电池容量的一致性,甚至出现完全没有涂层的条纹,对容量和安全性均有影响。
(2)极片表面缺陷检测技术
红外线(IR)热成像技术被用来检测干燥极片上的微小缺陷,这些缺陷可能会损坏锂离子电池的性能。在线检测时,如果电极缺陷或污染物被检测到,在极片上做好标记,在后续的工序中将其剔除,并且反馈给生产线,及时调整工艺以消除缺陷。红外线是一种电磁波,具有与无线电波和可见光一样的本质。利用某种特殊的电子装置将物体表面的温度分布转换成人眼可见的图像,并以不同颜色显示物体表面温度分布的技术称之为红外热成像技术,这种电子装置称为红外热像仪。所有高于绝对零度(-273℃)的物体都会发出红外辐射。
如图4所示,红外热像仪(IR Camera)利用红外探测器和光学成像物镜接受被测目标物体的红外辐射能量分布图形并反映到红外探测器的光敏元件上,从而获得红外热像图,这种热像图与物体表面的热分布场相对应。当物体表面存在缺陷时,该区域会出现温度的偏移,因此,这种技术也可以用于探测物体表面的缺陷,特别适合于一些光学探测手段无法分辨的缺陷。在锂离子电池干燥极片在线检测时,首先极片经过闪光灯照射,表面温度发生变化,随后用热成像仪探测表面温度。热分布图像可视化,并实时对图像进行处理和分析,探测到表面缺陷及时做好标记。D. Mohanty的研究将热成像仪安装在了涂布机干燥烘箱的出口处,探测极片表面的温度分布图像。
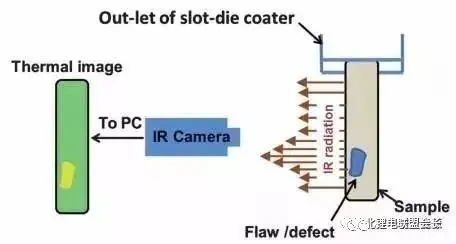
图 4 热成像仪探测极片表面出现示意图
图5(a)是热成像仪探测到的NMC正极极片涂层表面的温度分布图,其中包含了一个非常细小的缺陷,肉眼无法分辨。途中线段对应的温度分布曲线如内插图所示,在缺陷点出现温度尖峰。图5(b)图像对应的方框内出现温度局部升高的情况,对应极片表面的缺陷。图6是负极极片表面温度分布图显示了缺陷的存在,其中温度升高的峰对应气泡或者团聚体,温度降低区域对应针孔或者掉料。
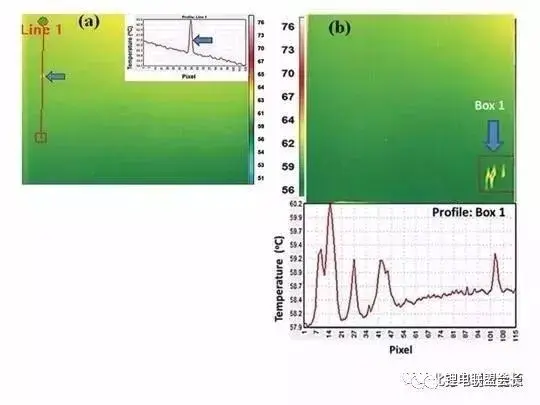
图 5 正极极片表面热成像温度分布图
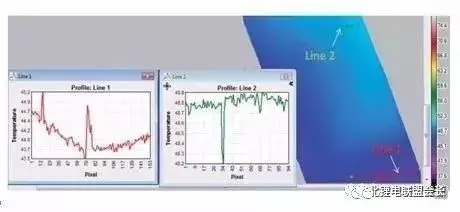
图 6 负极极片表面热成像温度分布图
由此可见,热成像探测温度分布是很好的极片表面缺陷探测的手段,能够用于极片制造的质量控制。
三、极片表面缺陷对电池性能的影响
(1)对电池倍率容量和库伦效率的影响
图7是团聚体和针孔对电池倍率容量和库伦效率的影响曲线,团聚体居然能够提高电池容量,但是会降低库伦效率。针孔降低电池容量和库伦效率,而且高倍率下库伦效率下降幅度大。
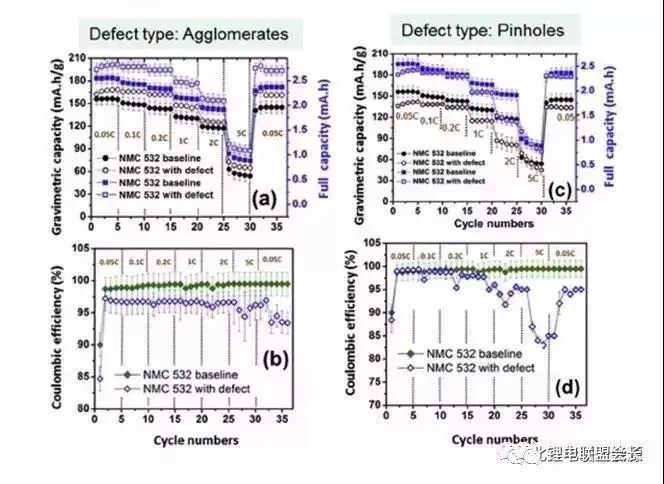
图 7 正极团聚体和针孔对电池倍率容量和库伦效率的影响
图8是不均匀涂层、以及金属异物Co和Al对电池倍率容量和库伦效率的影响曲线,不均匀涂层降低电池单位质量容量10%-20%,但是整个电池容量下降了60%,这说明极片中活物质量明显减少了。金属Co异物降低容量和库伦效率,甚至在2C和5C高倍率下,完全没有容量发挥,这可能是由于金属Co在电化学反应中形成合金阻碍了脱锂和嵌锂,也可能是金属颗粒堵塞了隔膜孔隙造成微短路。
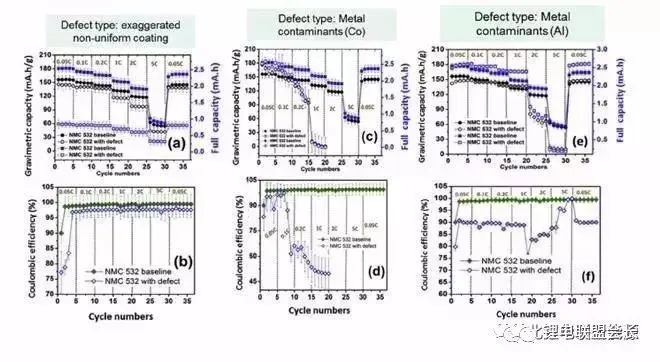
图8 正极不均匀涂层、以及金属异物Co和Al对电池倍率容量和库伦效率的影响
正极极片缺陷小结:
正极极片涂层中的团聚体降低电池的库仑效率。
正极涂层的针孔降低库仑效率,导致差的倍率性能,特别是在高电流密度。
非均匀涂层显示出较差的倍率性能。
金属颗粒污染物可能会导致微短路,因此可能大大降低电池容量。
图9 是负极漏箔条纹对电池倍率容量和库伦效率的影响,负极出现漏箔时明显降低电池的容量,但是克容量减小不明显,对库伦效率影响也而不大。
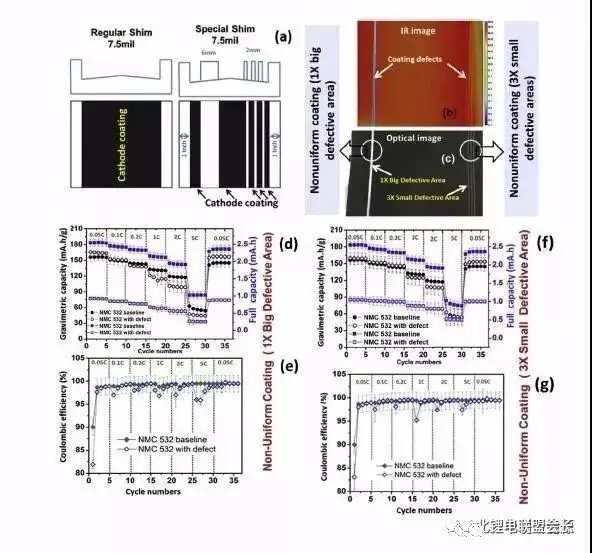
图 9 负极漏箔条纹对电池倍率容量和库伦效率的影响
(2)对电池倍率循环性能的影响
图10是极片表面缺陷对电池倍率循环的影响结果,其影响结果小结如下:
团聚体:2C时,无缺陷极片电池200次循环容量维持率70%,缺陷电池12%,而5C循环时,无缺陷极片电池200次循环容量维持率50%,缺陷电池14%。
针孔:容量衰减明显,但是没有团聚体缺陷衰减快,200次循环容量维持率2C和5C分别为47%和40%。
金属异物:金属Co异物几次循环后容量几乎为0,金属异物Al箔5C循环容量衰减显著。
漏箔条纹:相同漏箔面积条件下,与一条大尺寸条纹(5C循环时200次循环容量维持率47%)相比,多条小尺寸条纹的电池容量衰减更快(5C循环时200次循环容量维持率7%)。这说明条纹数目越多对电池循环影响越大。

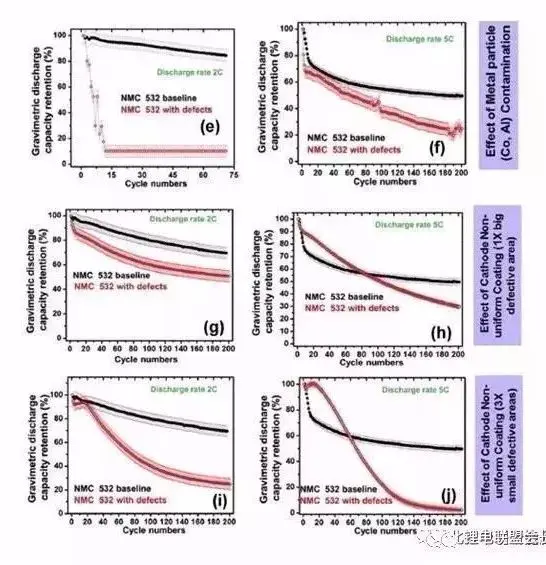
图 10 极片表面缺陷对电池倍率循环的影响
参考文献:
[1]Non-destructive evaluation of slot-die-coated lithium secondary batteryelectrodes by in-line laser caliper and IR thermography methods[J]. ANALYTICALMETHODS. 2014, 6(3): 674-683.
[2]Effect of electrode manufacturing defects on electrochemical performance oflithium-ion batteries: Cognizance of the battery failure sources[J]. Journal of Power Sources. 2016, 312: 70-79.
- 下一篇:锂电池基本参数介绍
- 上一篇:冲压模具高端新技术的研发与应用
-

比亚迪发布2024年ESG报告 以技术创新驱动可持续
2025-03-26 -

旭化成精细化工(南通)新工厂竣工
2025-03-18 -

新品上市|FLIR Si2x系列防爆声学成像仪,引领
2025-03-13 -

Spectrum推出可由以太网控制的超高速GHz数字化
2025-03-12
编辑推荐





最新资讯
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04