
大众ID7——车身结构及连接工艺
微信公众号

大众ID7 VIZZION作为大众的旗舰级纯电轿车,在定位上是一款中型到中大型的轿车,车身尺寸为4961*1862*1522。随着ID家族逐渐的发展壮大,一汽-大众的新能源迅速加入战场,全面进军中国电动汽车产业。

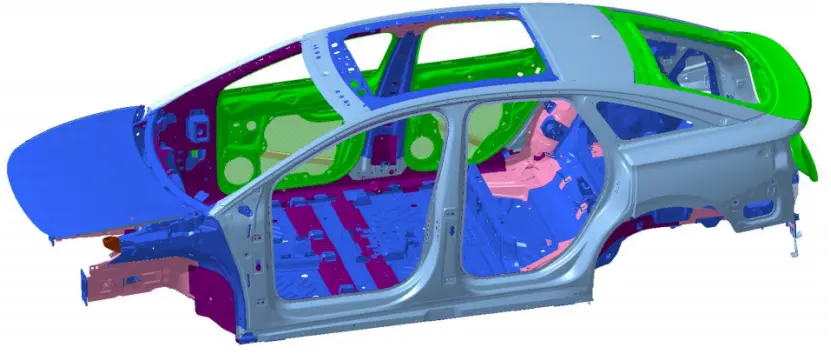
车身材料
• 低强钢占比13%,主要应用在侧围外板及顶盖上横梁部位;
• 高强钢占比29.4%,主要应用在前地板及后地板等部位;
• 先进高强钢8.1%,主要应用在C柱位置;
• 超高强钢0.5%,主要应用在前纵梁位置;
• 热成型20.9% ,主要应用在A柱、B柱、座椅横梁位置;
• 6系板材11.7% ,主要应用在侧面内板及后背门位置;
• 5系板材2.6%;
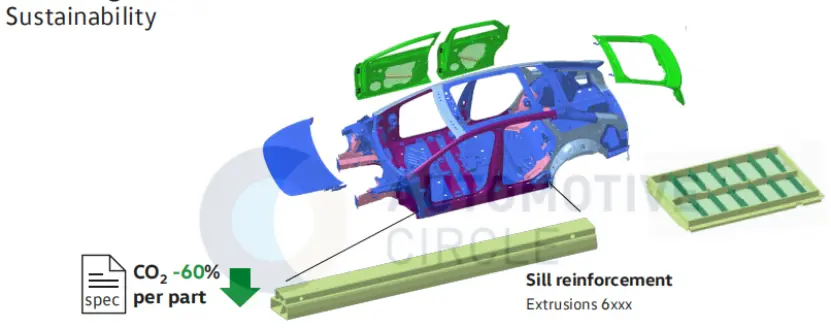
• 6系型材11.1%,主要应用在门槛梁及防撞梁等位置;
• 铸铝2.8%,主要应用在电池壳横梁位置。
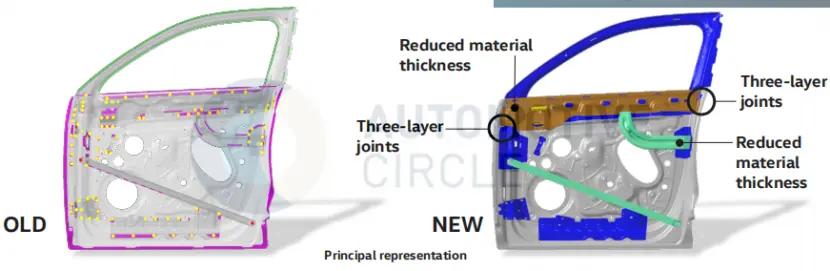
车身结构
ID7对比ID4车身在长度方向进行加长,高度方向进行降低。

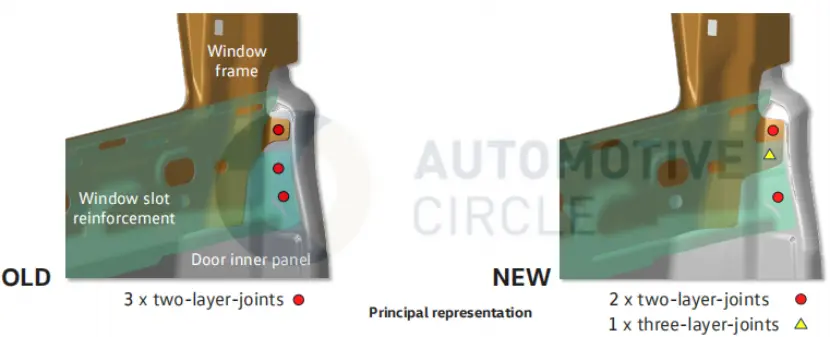
车门通过结构优化,将3个双层接头优化为2个双层接头及1个三层接头以获得更好的性能,同时减少零件材料厚度的应用,通过使用新的铝点焊连接工艺实现连接。
ID7在ID4的车身基础最初设计为实现性能等各方面使得重量超标,后通过车门及行李箱对铝板的使用实现车身减重。
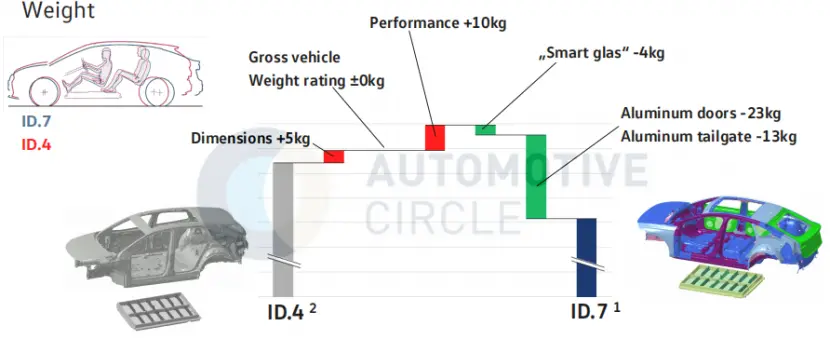
ID7如众多车企结构,铝挤压门槛梁的应用实现车身重量优化,同时实现2030可持续发展的目标。
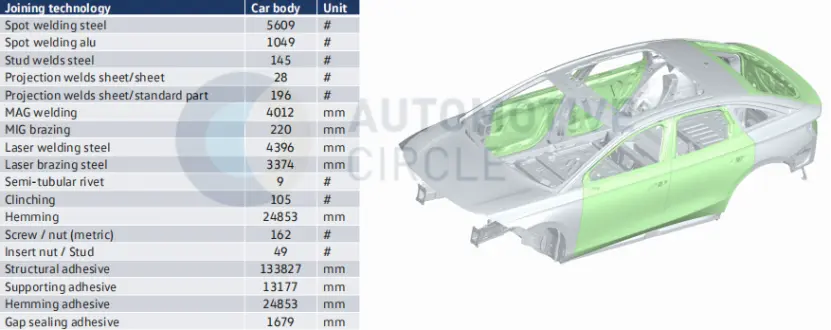
连接工艺
ID7主要应用的连接工艺达到15种,分别为点焊、铝点焊、凸焊、螺柱焊、承面凸焊、MAG、MIG、激光点焊、激光钎焊、SPR、无铆连接、包边、螺接,铆接、胶粘等。
传统钢、铝车门连接工艺差异:钢制车门通过微型点焊+点焊+包边+涂胶实现车门连接。
铝制车门通过激光焊接+铆接+包边+胶粘实现车门连接。
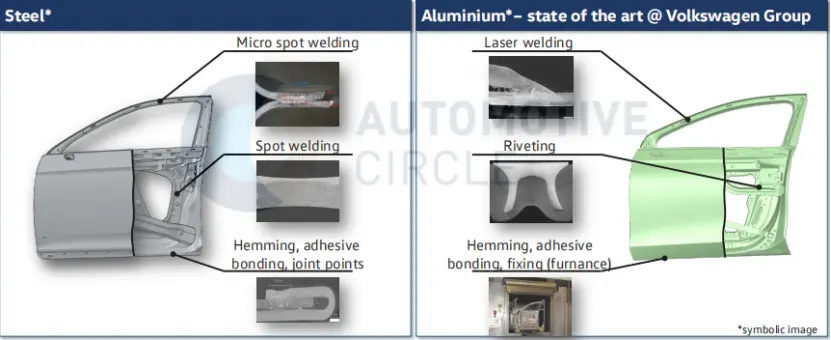
替代铆接的电阻铝点焊
车门下部通过非对称电机帽几何形状及标准设备的使用来实现低投资及稳定性,同时面对电机帽磨损及铝材性能的挑战。车门上部采用微型的铝点焊,法兰面仅需要10.5mm即可,实现结构需求。
随着电气化的到来,新能源纯电新车型比比皆是,作为合资品牌转型新能源最早的车企之一,最大的难题就是定价,目前最激烈的就是20-30万的中级车市场,相信还是会存在很大压力。
- 下一篇:汽车翼子板精度改善方案
- 上一篇:汽车制造中的七大激光焊接工艺
-

埃马克德国总部迎来中国社科院工业经济研究所代
2025-04-15 -

埃马克这项全新应用即将在CIMT惊艳首秀!
2025-04-15 -
![[转载] 机床巨头埃马克:百年跌宕再出发](https://img.auto-made.com/202503/31/124304211.png)
[转载] 机床巨头埃马克:百年跌宕再出发
2025-03-31 -

赋能电动未来,埃马克重庆技术日展示尖端制造技
2025-03-03
编辑推荐





最新资讯
-
思看科技受邀出席第三届联合国教科文
2025-04-27 13:29
-
聚势谋远,智领新程——五菱柳机以硬
2025-04-27 13:22
-
聚势求新、智驱未来——五菱工业底盘
2025-04-27 13:22
-
向轻量化、智能化迈进,助力建设国家
2025-04-27 13:21
-
五菱工业:以“中国智造”领跑绿色未
2025-04-27 13:21