
车门内板冲压成形工艺分析
微信公众号

汽车覆盖件具有尺寸大、相对厚度小、形状复杂等特点,决定了在冲压成形中板料变形的复杂性,变形规律不易被掌握,不能定量地对主要工艺参数和模具参数进行计算,在工程实践中还主要运用经验类比来进行冲压工艺设计。
一、冲压工艺制定
1.零件工艺分析
图1所示为某轿车车门内板零件图,材料为St14,料厚0.8mm。从图可以看出,该零件形状复杂,高差较大,局部成形较多,板料的变形不是单纯的拉延成形,而是存在一定程度的胀形变形,是典型的汽车覆盖件。
图1中的a和b处,由于窗框部分进行内工艺补充后,形成了零件的反成形形状,这部分形状的成形一般不能靠外部材料进行补充,只能靠该部分板料的胀形成形来实现,胀形成形深度较深,a和b处大约有20mm左右,且转角部R较小,因此在拉延成形过程中很容易出现破裂。在零件的c处,存在大约12mm高的台阶,此部分若在第一次拉延过程中直接成形,则压料面可能有以下两种分法:(1)将c部分作为压边面的一部分,即将分模线分在零件侧壁圆角处,这样由于台阶对板料的进料阻力较大,易导致零件在拉延过程中可能产生破裂;(2)将c部分作为凸模的一部分,即将分模线分在c部分外侧的法兰上,则在拉延过程中该区域的板料是悬空的,在径向拉应力和切向压应力的作用下,材料集中收缩到此处,可能导致零件的该部分起皱,甚至有迭料的可能。

由上面的工艺分析可知,该覆盖件成形难度大,成形工艺较复杂。
2.工艺方案的制定
产品冲压成形工艺的确定过程,就是分析和预测板料在变形过程中可能产生的缺陷,并采取一定的措施,以消除和防止冲压缺陷,同时考虑制造能力、冲压设备、投资成本等因素。根据本零件的工艺性和本身的结构特点,结合实际生产情况,车门内板的工艺过程如下:拉延+切角;二次拉延+切边+冲孔;切边+冲孔;侧切+侧冲孔翻孔+冲孔+整形;整形+冲孔。
(1)拉延工序工艺方案的制定
拉延工序是覆盖件冲压成形的关键工序,覆盖件的大部分形状是在此工序形成的,拉延成形的好坏将直接影响覆盖件质量。该工序一方面将成形出零件的大部分形状,同时在拉延过程中还将对坯料进行切角,减少落料模具,降低成本。结合零件的工艺性,在拉延工序中对零件的某些部分作如下处理:
◎在零件的a和b处可采取以下方式来消除破裂:第一方案,增大a和b处的相应模具圆角,以减小材料流动阻力,后工序再对相应部分作整形;第二方案,利用在窗框的适当部位冲切工艺切口的方法,使容易破裂的区域从相邻区域里得到材料补充,从而改善该区域的变形情况,避免破裂的产生。
◎在零件的C处,为了避免一次拉延可能产生的缺陷,考虑作二次拉延,从而降低第一次拉延的难度,如图2中的局部视图F所示。
拉延工序工艺的制定包括拉深方向的选择、工艺补充和压料面的设计等。选择合理的拉延方向应考虑以下原则:(1)保证能将拉延件的全部空间形状一次拉出来,不产生负角;(2)尽量使拉深深度浅且均匀;(3)保证凸模有良好的接触状态;(4)有利于防止表面缺陷;(5)同时要考虑后工序内容和模具结构。综上所述,结合车门内板本身特点,拉延工序的冲压方向如图2所示。
合理的压料面形状应遵循以下几个主要设计原则:(1)压料面的形状应尽量简单;(2)在拉延过程中压料面任一断面的展开长度要小于拉延件内部相应断面的长度;(3)压料面应使成形深度小且各部分深度接近一致。结合本零件的特点,压料面沿零件四周的变化趋势顺延成曲面,如图2所示。
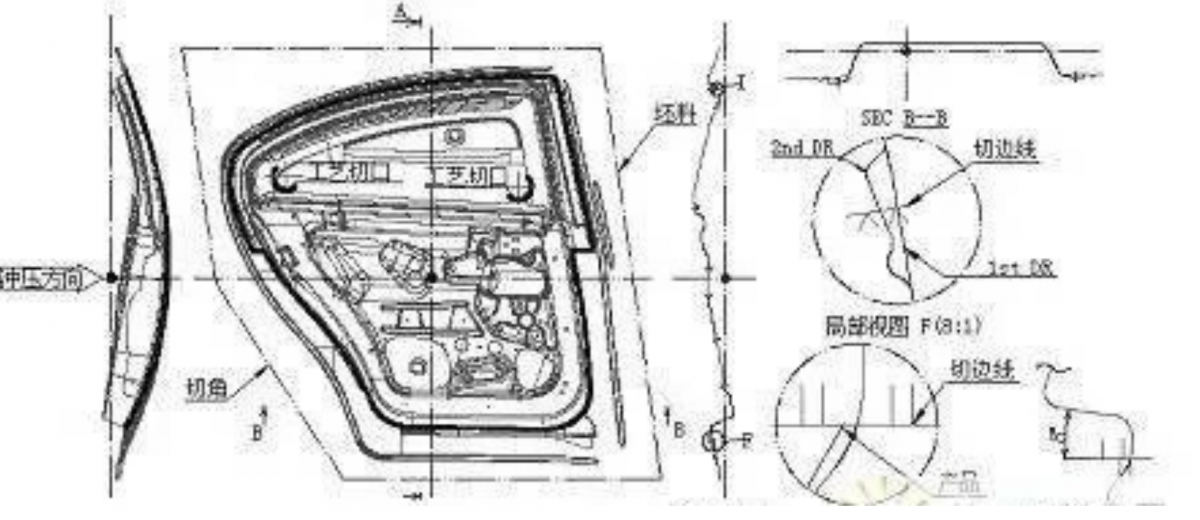
在进行工艺补充时,应主要考虑以下几个原则:(1)尽量简化拉延件结构形状;(2)工艺补充部分尽量小,以提高材料利用率,降低成本;(3)对后工序有利原则,如定位、修边等。根据以上原则,结合本零件的本身特点,工艺补充简图如图2所示。如局部视图F所示,为了降低拉延的难度,避免拉延过程中产生缺陷,将如图1的C部分分两次成形。由于后工序全部有冲孔动作,出于模具结构简单化的目的考虑,窗框型面部分采用向下整形,并保证合适的切边角度,窗框型面部分的工艺补充如图2的局部视图I所示,并将侧壁作了8°的拔模角,如局部视图E所示。其余部分顺着产品延伸出来。
(2)其余工序工艺方案
该覆盖件部分孔和其他大部分孔的方向相差约10°,并且考虑到窗框型面弧度变化,第一工序和第二工序的冲压方向相同,后工序冲压方向与之相差10度,现将后工序进行简单介绍。
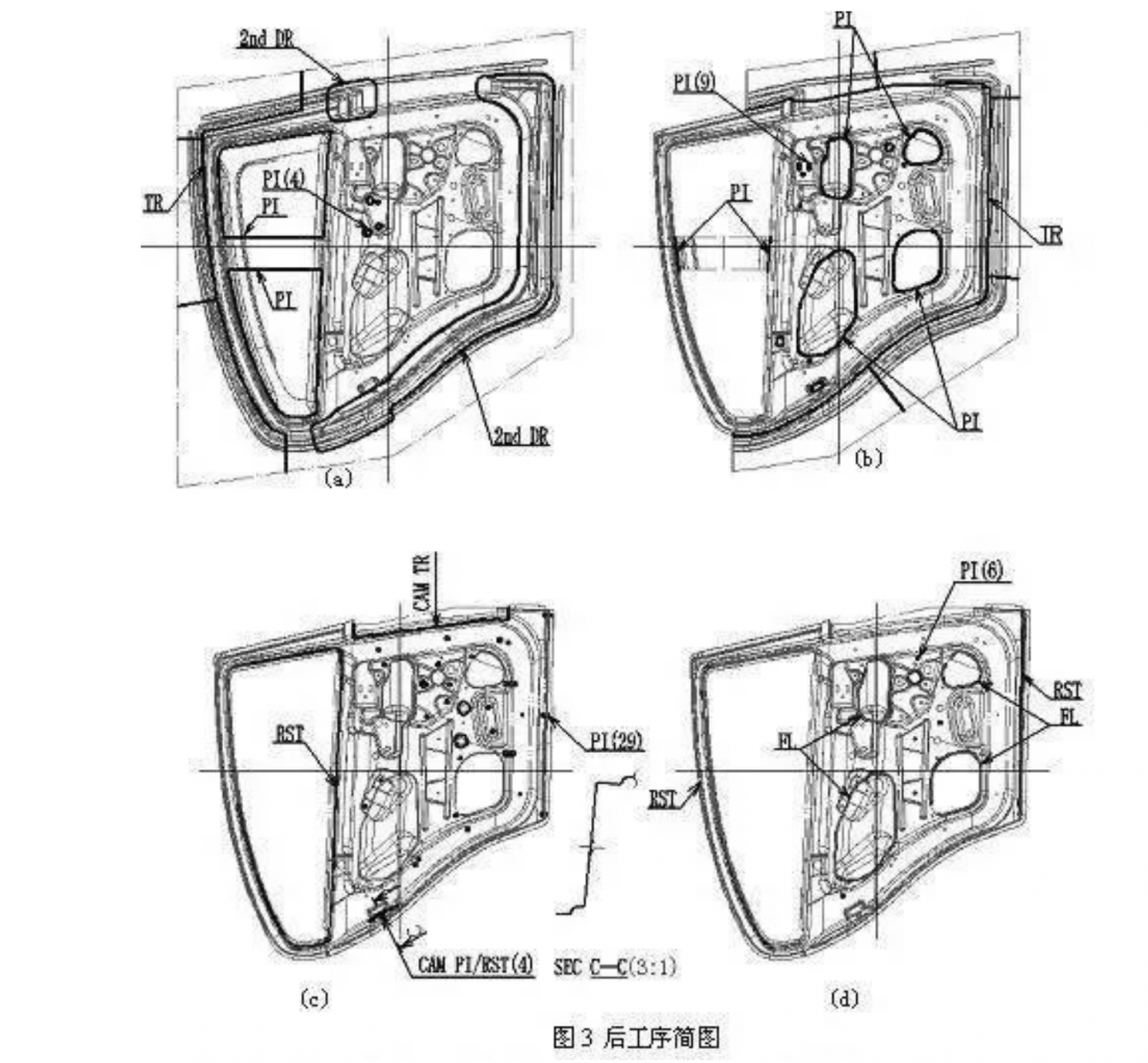
工序二,二次拉延+切边+冲孔,如图3a所示,该工序对如图1所示的C部分进行二次拉延,局部区域进行整形,切边时考虑了窗框内废料较大,将其分三块切掉,出于模具结构强度的原因本工序切出两端的两块。
工序三:切边+冲孔,如图3b所示,将余下全周进行切边,同时冲出部分孔。
工序四:侧切+侧冲孔翻孔+冲孔+整形,如图3c所示,窗框内边整形,侧向门锁安装孔在此工序全部完成,如SECA-A所示,此部分内容的完成也是模具结构的难点,采用双动斜楔机构。
工序五:整形+冲孔,如图3d所示,全周法兰边整形,冲切余下孔,因为零件的法兰边要与外板进行扣合,法兰边的平展度将直接影响扣合的质量,故在此工序安排了法兰边全周的整形。
二、基于DYNAFORM 的数值模拟技术
在数值模拟过程中,模具、板料等各部件模型被离散化,分为有限个单元,单元用节点连接,单元之问的作用由节点传递,并根据弹塑性及相关理论建立物理方程,通过计算机按照特定算法,求解出各单元成形后的应力及应变等状态,然后建立计算结果的仿真模型,反映板料在成形后的拉裂、起皱等现象及应力应变等情况。
在DYNAFORM的实际应用中,计算结果的仿真模型是确定合理的工艺参数,指导模具设计的依据。因此,计算结果的准确性是数值模拟技术的首要问题。而计算结果的准确性主要是由有限元模型的准确性决定的。有限元建模过程包括选择适当的网格单元对几何模型进行离散化,以获得有限元网格模型;以合理的方式获得仿真分析中准确的材料参数、摩擦润滑参数、工艺条件和各种约束条件等,建立一个可直接用于仿真计算的完整有限元模型其中,有限元网格质量是决定计算效率和计算精度的主要因素。网格单元小则结果精确,但单元数目越多计算量越大,浪费计算时间;网格尺寸大则计算量小,但误差较大,不能真实反映模型特征。在实际应用中,根据模具与板料在数值模拟中的不同特点,板料网格尺寸的大小应在满足精度要求的前提下尽量大,并尽可能采用自适应网格划分。
三、车门内板拉延数值模拟
将各单元集分别定义为凹、凸模、板料和压边圈。设置好模具、板料和压边圈之间的相对位置,并定义它们之间的接触类型、参数和运动曲线,设置必要的工艺参数。
分析材料厚度为0.8mm,考虑到材料利用,坯料设计为平行四边形,如图2所示。材料选用材料库中的St14,其弹性模量E=2.07×105MPa,泊松比为0.28,屈服强度σ=165MPa,各向异性指数r-0=1.87,各向异性指数r-45=1.27,各向异性指数r-90:2.17,硬化指数n=0.2,摩擦系数为0.125,压边力为80t。
分析所得成形极限图如图5所示,由图可以看出零件拉延成形比较充分,零件部分无明显的起皱,但在窗框部分由于胀形成形深度较深而出现了破裂,即如图1的a和b处,在生产中可通过增大模具相应圆角和冲切工艺切口的方法来消除。在试模过程中,为了降低成本,应优先考虑方案一,即通过增大模具圆角来消除破裂。
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
旭化成微电子开始批量生产用于环保发
2025-04-24 16:00
-
华为、地平线、大众、东风、起亚等引
2025-04-24 08:27
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04