
冲压回弹产生因素有哪些,哪个因素最大
微信公众号

汽车隔热板,也称热屏蔽板,一般布置在发动机 两侧和车身底部排气管通道上方。冲压成形工艺是影响汽车隔热板成形性能的主要因素。隔热板在冲压成形过程中,会产生很多缺陷,如拉裂、起皱及回弹等,其中回弹问题最为复杂。控制覆盖件成形过程中的回弹主要有 2 种方法 :
一是修正模 具型面;二是制定合理的冲压成形工艺 。文中以隔热板为研究对象,利用 Dynaform 软件对隔热板成形性及回弹进行模拟研究,分析了隔热板的成形工艺,对其进行优化,并进行回弹控制。
1 汽车 U 形隔热板有限元模型的建立
通过导入零件模型,并对其进行网格划分与修补检查,定义成形工具,创建毛坯以及定义拉延筋,并设置成形参数。零件如图 1 所示,零件厚度为0. 7 mm。
材料采用 SPCE(36)———深冲用冷轧碳素钢薄板
为了更好地保证拉延成形,模具之间的最终闭合间隙全部选取为 1. 1 t,在文中取 0. 77 mm。利用 Dynaform 模拟软件计算出压边面积约为 101 250 mm 2 ,压边力计算公式为:图片
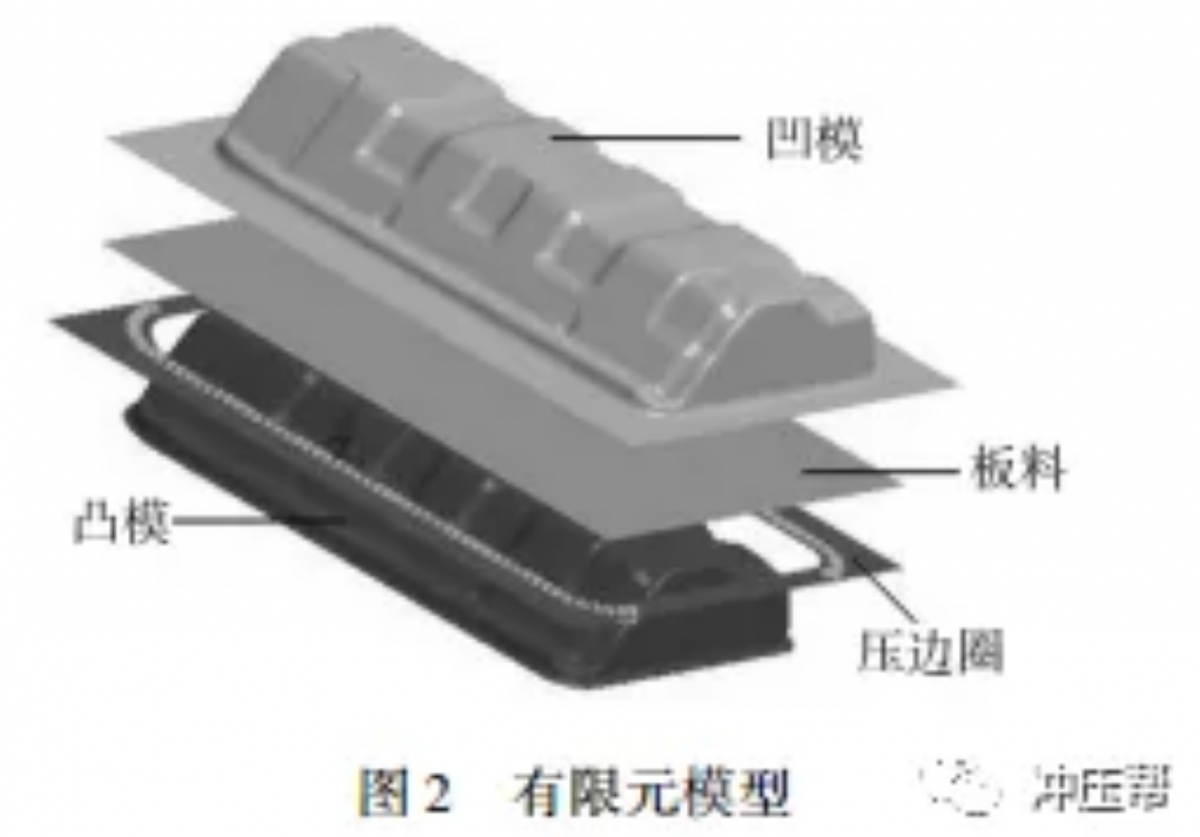
由于隔热板材料为 SPCE(36),Q 值一般取在 2 ~ 2. 5 之间。计算得到压边力大概为 200 kN,但零 件出现大量的未充分变形区,调整压边力至 400 kN。有限元模型如图 2 所示。
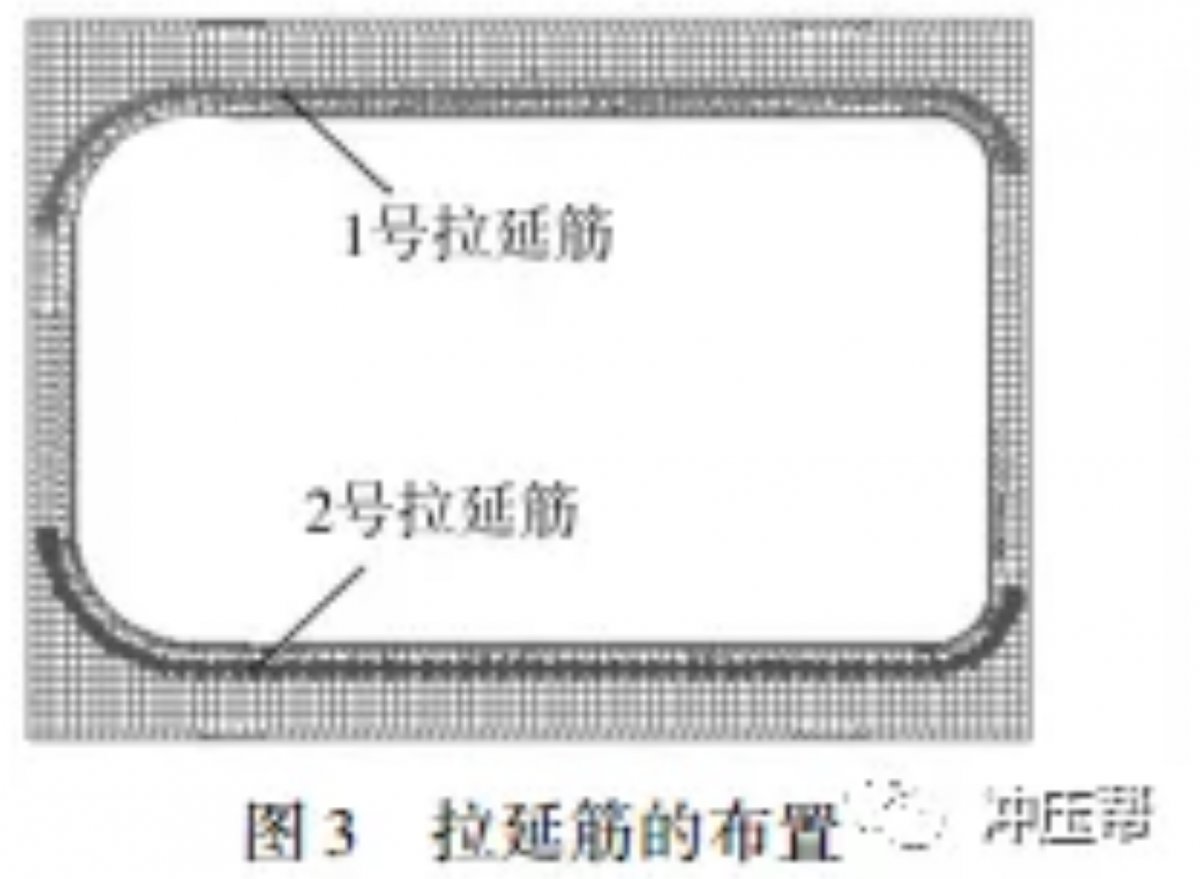
通过 Dynaform 对隔热板进行数值模拟,得到零件的成形极限图。当压边力设置为 400 kN,对起皱部位布置合理的拉延筋(拉延筋由压料面的内轮廓向外偏置 25 mm 后编辑得到),并确定锁模力及锁 模程度。拉延筋设置如图 3 所示。
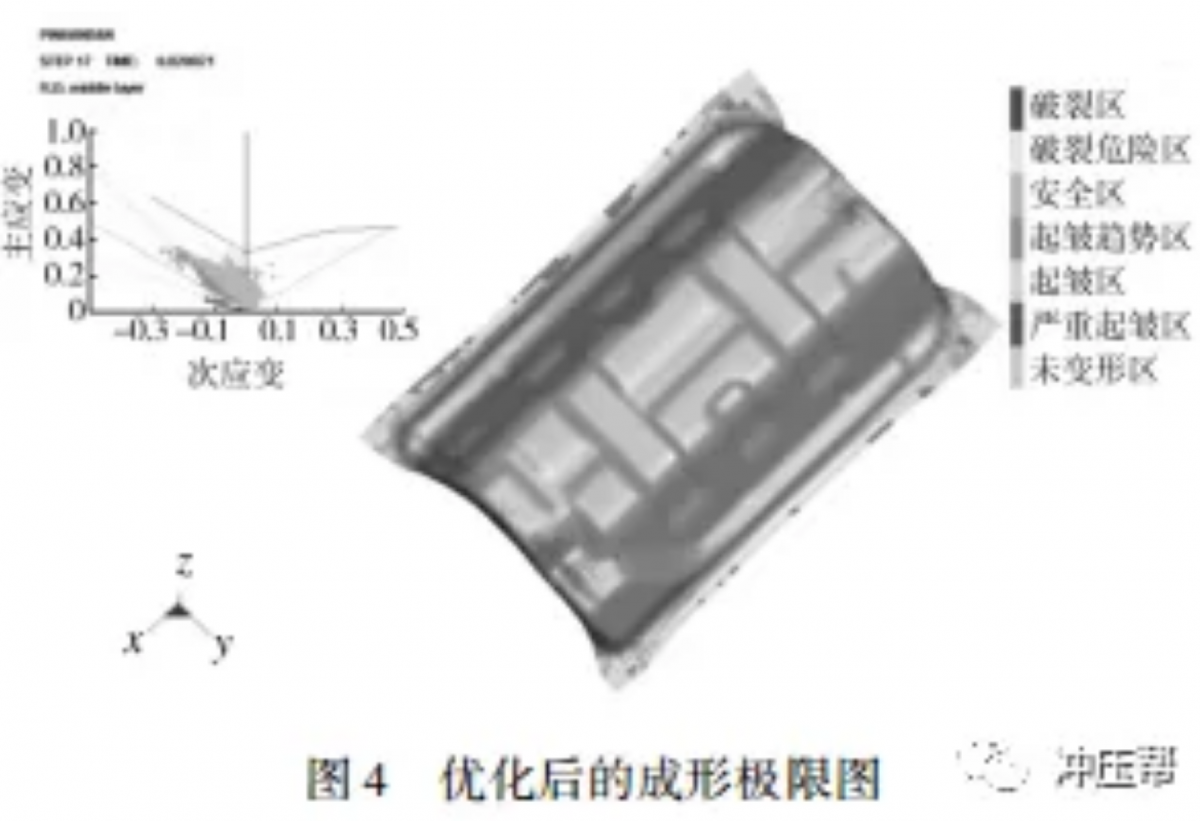
在工艺参数不变的情况下,对不加拉延筋的情况作了模拟对比分析。不设拉延筋时,零件中存在着较大面积的未充分变形区和起皱区,而且起皱比较严重,成形质量较差,而添加拉延筋后成形效果得到很大程度上的改善。由于零件的对称性,由前期 探索模拟得到一号和二号拉延筋的较佳锁死率均为 45% ,得到的锁模力为315 N/ m。其他工艺参数不 变的情况下,摩擦因数对隔热板成形的影响,所选取的摩擦因数分别为 0. 10,0. 125,0. 15。模拟结果显示,零件最佳的摩擦因数值为 0. 125。通过调整工艺参数得到优化后的成形参数,成形极限图如图 4 所示。工艺参数为:坯料尺寸 760 mmx550 mm,压边力为 400 kN,1 号和 2 号拉延筋 阻力系数为 45% ,摩擦因数为 0. 125。
2 回弹的分析与控制
影响板料回弹的因素主要有:材料力学性能、凹 模圆角半径、凹凸模间隙、压边力以及摩擦因数等。文中根据零件特点,主要从 3 个主要因素进行分析。即通过凹凸模间隙 Z、凹模圆角半径 r、摩擦因数 滋 来控制回弹量。截面线的选取位置如图 5 所示。
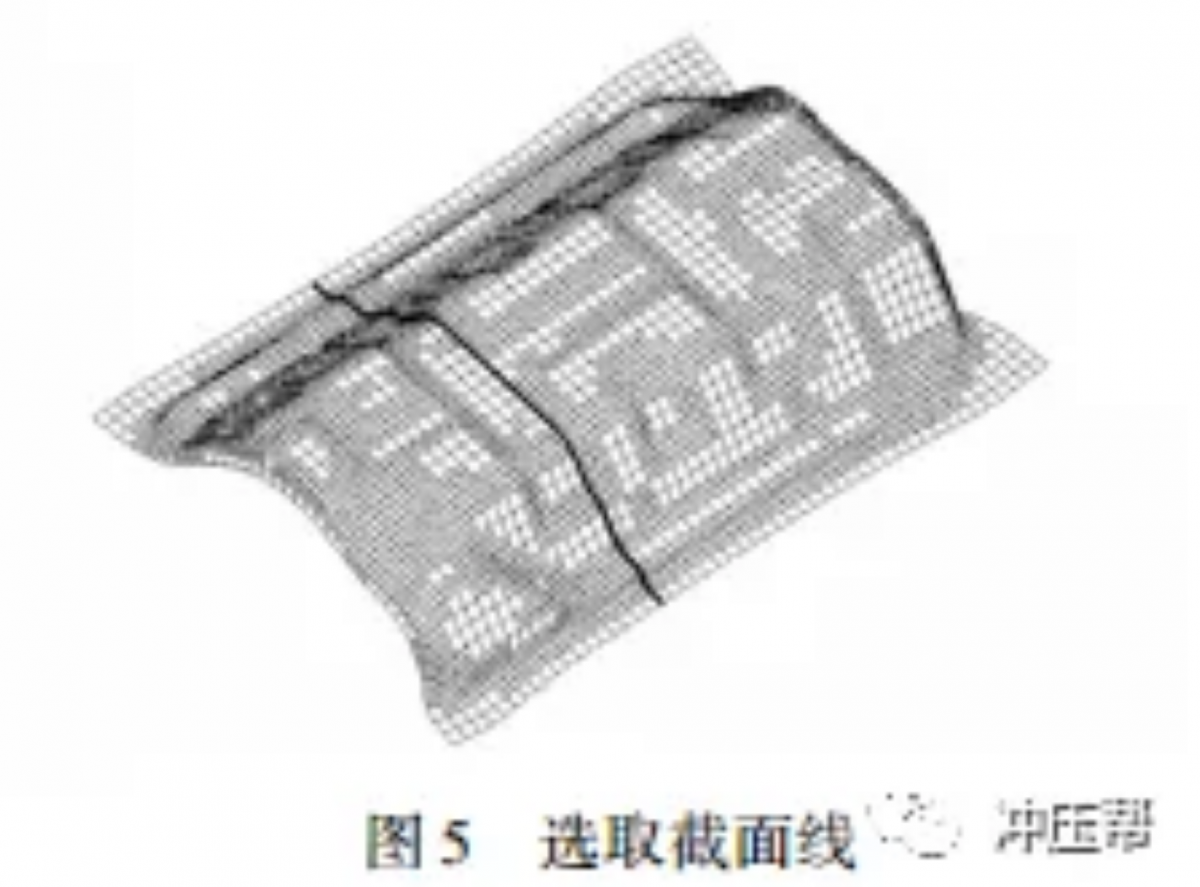
在截面线图中,选取零件开口处的两点,通过测 量两点在回弹前后的距离来分析回弹。在截面线上 标出 4 个点,左右 2 个点确定一条直线,分别测量出 零件回弹前后这 2 条直线间的夹角,如图 6 所示。

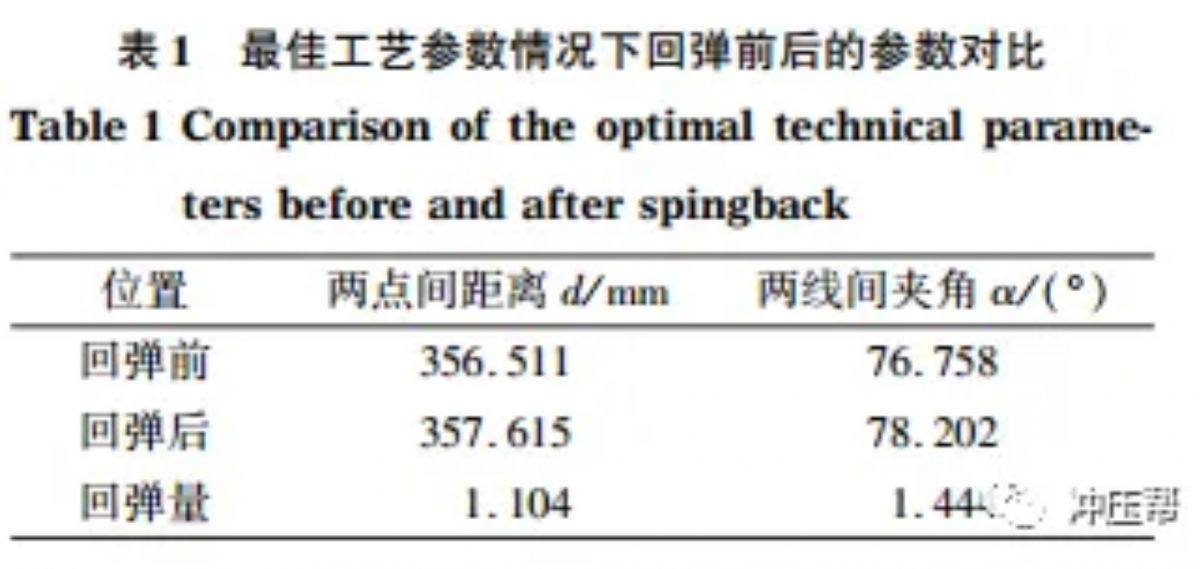
首先,对以上所得的成形最佳参数组合:凹凸模 间隙 Z = 110% t = 0. 77 mm,凹模圆角半径 r = 10 mm,摩擦因数 滋u= 0. 125 这个条件下的回弹量进行 了计算和分析。通过比较回弹前后开口距离和夹角 的变化情况,从两帧图中,可以发现零件发生了较明显的变形,即产生了回弹,回弹前后数值变化见表 1。
由于回弹量较大,需要对凹凸模间隙、凹模圆角半径以及摩擦因数这几个参数进行调整,调整至最优化的组合,达到回弹前后开口距离差 △d 在 1 mm 以内、夹角差△a在 1°以内的效果。正交试验设计是研究多因素多水平的一种设计方法 。基于这一点,选取三因素:凹凸模间隙 Z、凹 模圆角半径 r、摩擦因数u,每个因素选取 3 个水平, 在不断调整模具间隙和凹模圆角半径、合理设定润滑条件之后进行回弹正交试验,各因素的水平值如下。
A 因素(凹凸模间隙 Z)A1 = 110% t = 0. 77 mm,
A2 = 115% t = 0. 805 mm,
A3 = 120% t = 0. 84 mm。
B 因素(凹模圆角半径 r) B1 = 12 mm, B2 = 10 mm,B3 = 14 mm。
C 因素(摩擦因数 u) C1 = 0. 1,C2 = 0. 125,C3 = 0. 135。
其中:t 为板料的厚度。试验设计及回弹结果如表 2 及表 3 所示。
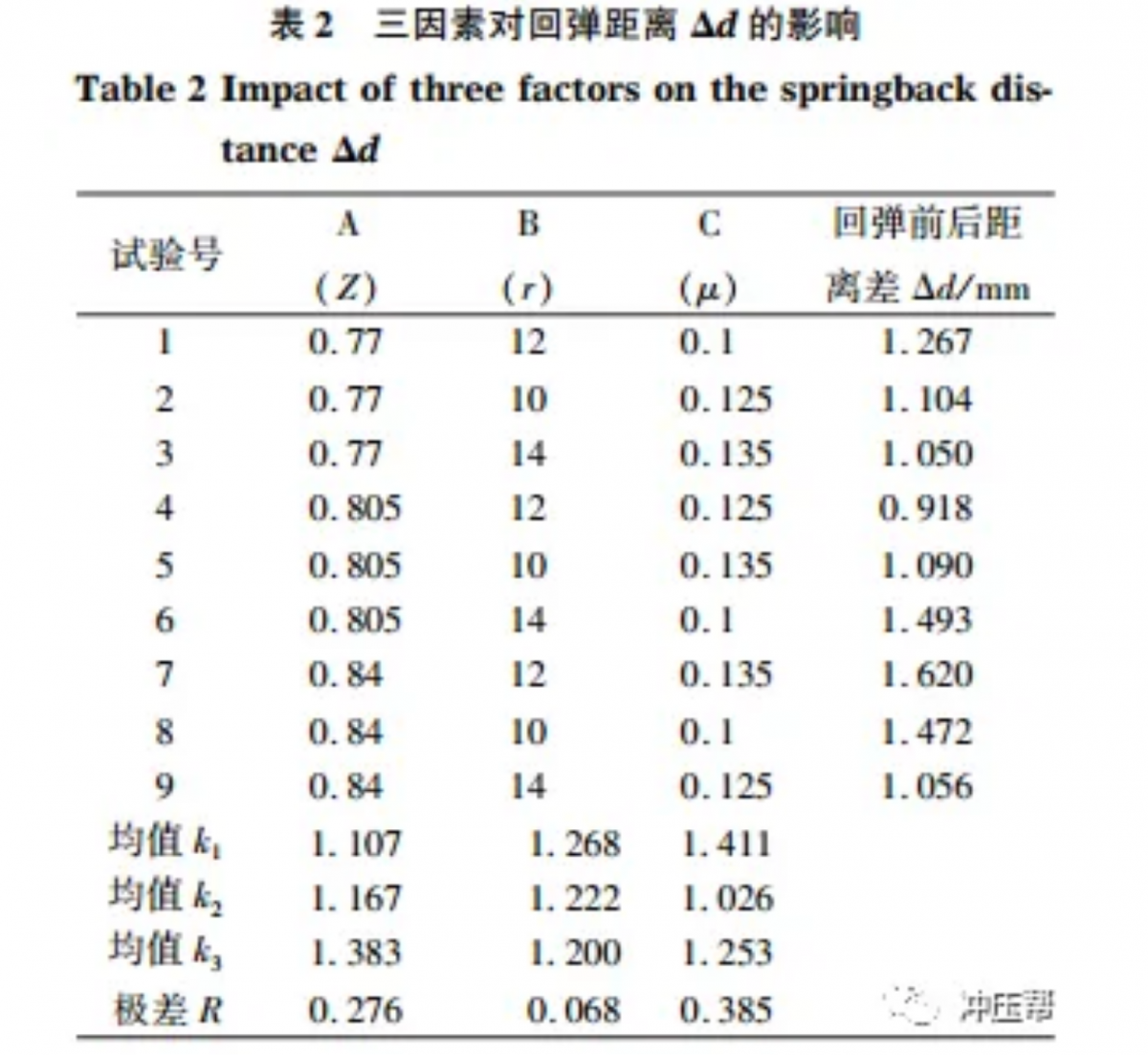

对正交试验结果进行分析,计算出均值和极差,可以得到各个因素对该零件回弹量△d的影响的作用顺序:C>A>B。即模具间的摩擦因数 u 对 回弹距离 △d 的影响最大,凹凸模之间的间隙 Z 的 影响作用次之,凹模圆角半径 r 的影响作用最小。根据各个因素对回弹量 △d 的影响作用大小顺序,可以有针对性地调整各个工艺参数,以有效控制回弹量 △d。由于该零件回弹的衡量不仅仅有回弹距离 △d,同时还需考虑回弹量 △a 的影响因 素。对正交试验结果进行分析,计算出均值和极差,可以得到各个因素对该零件回弹量 △a的影响的作用顺序:A>B>C。即凹凸模之间的间隙 Z 对 回弹夹角 △a的影响最大,凹模圆角半径 r 的影响 作用次之,模具间的摩擦因数u 的影响作用最小。综合考虑关于 △d 和 △a 正交试验结果,可以得出一组较好的参数组合,当凹凸模间隙
取 0. 805 (1. 15 t) 、凹模圆角半径取 12 mm、摩擦因数取 0. 125时,成形过后零件的回弹量是在合理范围内的,此时优化后的回弹量分别为 △d = 0. 918 mm, △a= 0. 340°,回弹得到非常有效的控制。
综上所 述,最终得到最佳的一组参数组合:凹凸模间隙 Z = 0. 805 mm、凹模圆角半径 r = 12 mm、摩擦因数 滋 = 0. 125。
3 工艺试验研究
以模拟分析结果为指导,结合生产实际条件,制 作了相应模具,材料为深冲用冷轧碳素钢,厚度为 0. 7 mm,在 315 t 液压机上进行拉延试验,完成的工件见图 7。生产实验结果与模拟分析相吻合,证明优化设计的工艺方案满足生产实际。

4 结论
文中针对当前隔热板的研究状况,利用有限元模拟技术对隔热板冲压成形工艺进行分析研究,获得了合格的产品。
1) 通过对隔热板零件的工艺性进行分析,得到 了可能的成形方案,并对这些方案进行对比,确定了合理的成形方案。
2) 针对凹凸模间隙、凹模圆角半径和摩擦因数 3 个主要影响回弹的因素进行了正交试验,通过试验结果的对比,得到优化后的回弹量分别为 △d = 0. 918 mm,△a = 0. 340°,有效控制了回弹。
作者:闻瑶, 方笠纬, 王成国, 宋群超
-

冲压技术在电机叠片制造的应用
2024-09-06 -

车身零部件包边质量控制要点
2024-09-05 -

轻量化技术——热汽胀形工艺技术解析
2024-09-04 -

高强板车身件冲压技术
2024-09-02






最新资讯
-
思看科技受邀出席第三届联合国教科文
2025-04-27 13:29
-
聚势谋远,智领新程——五菱柳机以硬
2025-04-27 13:22
-
聚势求新、智驱未来——五菱工业底盘
2025-04-27 13:22
-
向轻量化、智能化迈进,助力建设国家
2025-04-27 13:21
-
五菱工业:以“中国智造”领跑绿色未
2025-04-27 13:21