
汽车模具激光热处理工艺降本
微信公众号

相比美国OEM制造商,对于完全相同的汽车模具,欧洲各地的汽车模具OEM制造商正在以更快的速度,更高的质量和更低的成本提供。其原因是激光热处理(见图1),该工艺在欧洲已经接近主流,但在美国几乎没有实践过。

图1:整流罩侧汽车冲压模具的激光热处理。
激光热处理在欧洲的应用已经普遍成功,美国OEM制造商采用这种技术是必然的。美国汽车模具OEM制造商接受激光热处理的障碍,包括这种技术在美国仍然没有得到很好的理解的事实。关于激光热处理的成本节约、质量和进度改善的数据尚未转移到美国的决策者;而且在美国,可靠的激光热处理加工车间很少。但显然,激光热处理有望在美国OEM业内被迅速采用。
什么是激光热处理?
激光热处理工艺中,典型光斑尺寸在0.5×0.5英寸和2×2英寸之间的激光束照射金属部件的表面,作为向其传递热量的手段。以这样的方式输送激光能量,以便将金属表面和热影响区(HAZ)的温度升高到其冶金转变温度以上。当移除激光热源时,金属的热量通过传导热移除提供加热区域的快速淬火,从而产生所需的硬度。可以精细调接激光束运行的细节,以便对硬化过程的所有方面进行精确控制。根据几何形状,激光热处理还允许通过视距处理其他方式难以到达的区域。激光热处理有时也称为激光硬化。
激光热处理的益处
与传统的热处理技术如感应、熔炉和火焰热处理相比,激光热处理的益处是:
一致的硬度深度 通过精确控制输送到金属本身的能量,包括毫秒级反馈控制,激光能量的特性意味着激光热处理可以产生严格规格的HAZ,从而在非常严格的公差范围内实现一致的硬度深度。
大多数汽车模具不需要硬铣削 除了前面提到的精确控制之外,激光能量本身的固有特性,意味着对任何给定的HAZ尺寸,激光热处理可自动为处理的模具提供尽可能小的总能量。在大多数汽车模具中,该工艺的内置功能可自动实现零畸变。传统的热处理方法需要在热处理之后研磨额外的材料,与之不同,激光热处理是在将模具切割成最终形状之后进行的。这样可以避免在材料硬时额外的加工操作从而节省成本。
硬度更高 由于激光热处理中热处理区域的快速自淬火,在正确的工艺条件下,该工艺实现的典型硬度往往比火焰或感应工艺高几个点。
精确地将光束能量应用于工作点 火焰或线圈需要不紧靠工作区域。激光热处理有更大的能力仅将热量施加到预期区域,相邻区域的加热最小甚至为零。
可激光热处理的材料
碳含量为0.2%或更高的任何钢都是可以热处理的(见图2)。通常,激光热处理模具的硬度与使用传统技术获得的相比硬度相当或更好。
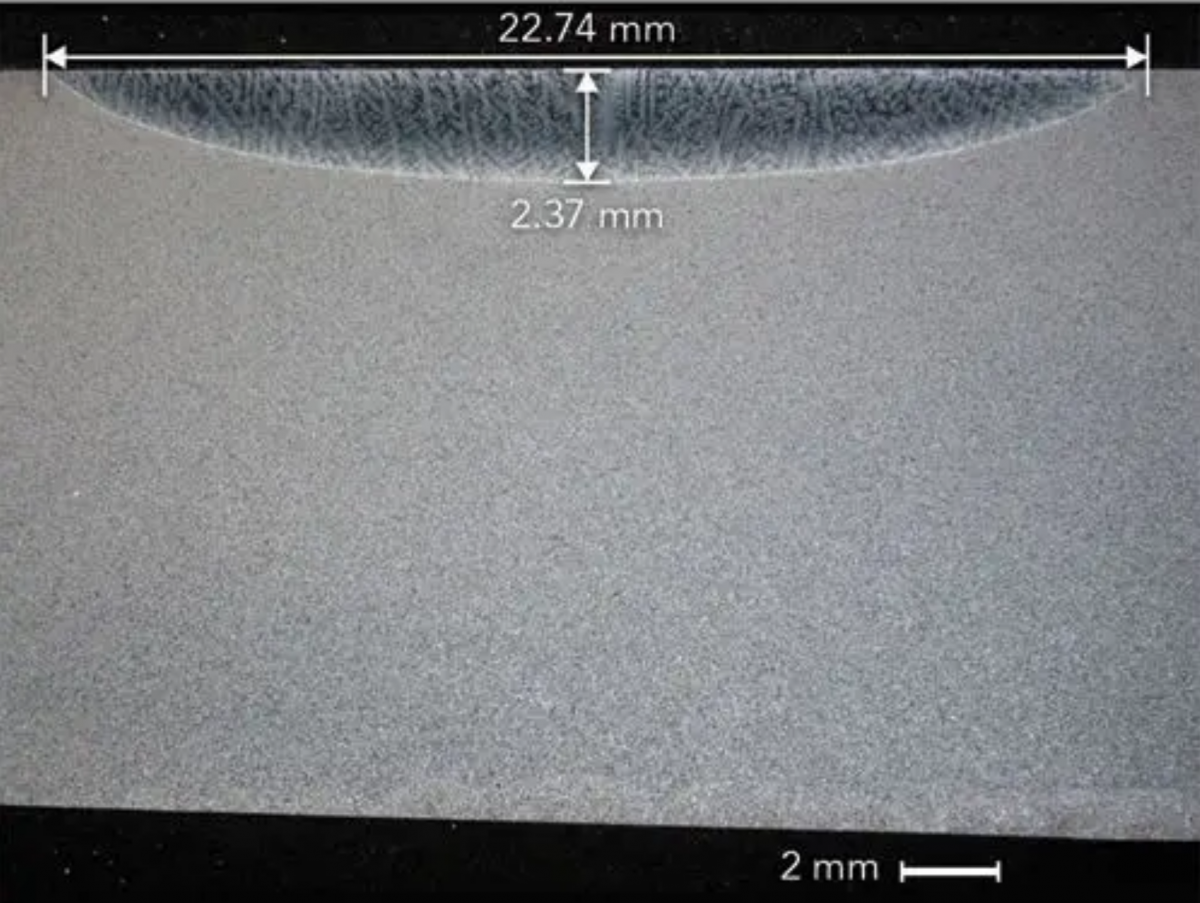
图2:S7140合金钢中激光热处理模具的冶金横截面。
一些汽车应用的常见可激光处理材料包括:
D6510球墨铸铁
S7140合金钢
G2500灰铸铁
G25HP灰铸铁
G3500灰铸铁
D4512球墨铸铁
S0030非合金钢
S0050A合金钢
A2工具钢
D2工具钢
S7工具钢
M2工具钢
4140合金钢
4340合金钢
节约成本
激光热处理在汽车模具的制造和维护中节省的成本,主要来自于免除了后硬化尺寸恢复过程。为了说明激光热处理的潜力,请参考来自一家本地OEM模具供应商的以下案例研究。

图3:OEM供应商使用的汽车装饰模具的示例;该模具尺寸为177×95×54英寸,重93000磅。
该研究涉及汽车内饰/成型模具的新零件制造。一家中型OEM制造商通常每年生产40至100个这样的模具。模具的重量范围从8000至95000磅(见图3)。对于这项工艺,以重量约为42000磅的中型装饰模具为例,计算产品加工的时间成本和每个步骤的日历天数。图4总结显示了结果,并在表中进行了详细说明。
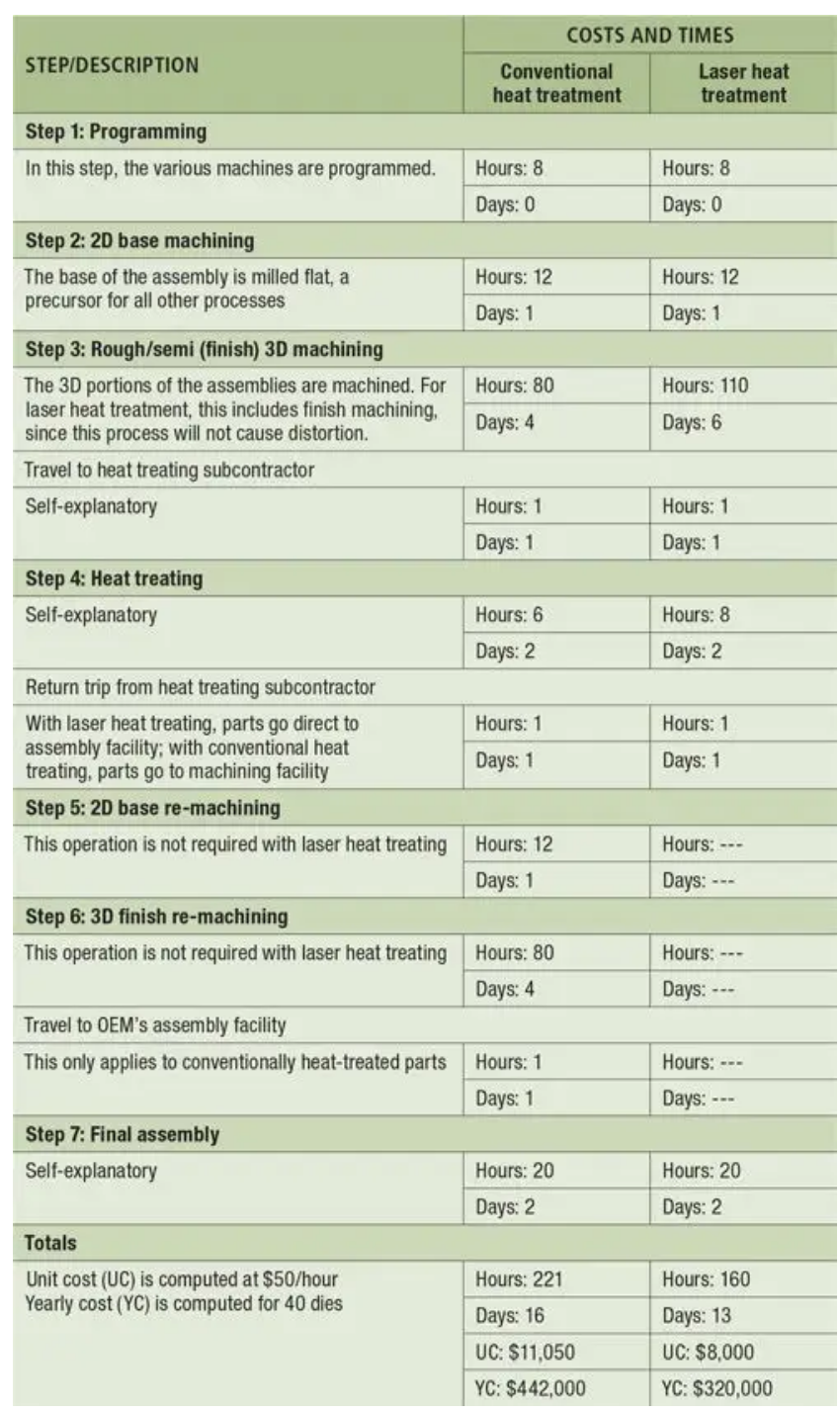
STEP/DEscriptION步骤/描述
COSTS AND TIMES成本和时间
Conventional heat treatment常规热处理
Laser heat treatment激光热处理
Hours小时
Days天
Step 1: Programming 第1步:编程
In this step, the various machines are programmed. 在此步骤中,对各种机器进行编程。
Step 2: 2D base machining 第2步:二维基座加工
The base of the assembly is milled flat, a precursor for all other processes 组件的基座加工平坦,是所有其他工艺的前序。
Step 3: Rough/semi (finish) 3D machining第3步:粗/半(完成)3D加工
The 3D portions of the assemblies are machined. For laser heat treatment, this includes finish machining since this process will not cause distortion. 组件的3D部分是机加工的。对于激光热处理,这步包括完成加工,因为该工艺不会导致变形。
Travel to heat treating subcontractor 送至热处理分包商处
Self-explanatory不需加以说明
Step 4: Heat treating第4步:热处理
Return trip from heat treating subcontractor:从热处理分包商处返回
With laser heat treating, parts go direct to assembly facility; with conventional heat treating, parts go to machining facility 采用激光热处理,零件直接进入组装线;采用传统热处理,零件进入加工线
Step 5: 2D base re-machining第5步:2D基座再加工
This operation is not required with laser heat treating 激光热处理不需要该操作
Step 6: 3D finish re-machining第6步:3D完成再加工
Travel to OEM's assembly facility前往OEM的组装线
This only applies to conventionally heat-treated parts这仅适用于传统的热处理部件
Step 7: Final assembly第7步:最终装配
Totals:总计
Unit cost (UC) is computed at $50/hour单位成本(UC)以每小时50美元计算
Yearly cost (YC) is computed for 40 dies年度成本(YC)以40个模具计算
图4还给出了模具制造中涉及的各个步骤。使用常规热处理方法(例如感应和火焰加热)生产的模具是粗加工的,留下额外的原料达到0.020英寸,以应对由于热处理过程引起的变形。然后将经过热处理的模具硬磨至最终尺寸。切割硬质材料需要更长的时间,并且需要昂贵得多的工具。为简单起见,本案例研究未考虑硬铣削操作所需的额外工具支出。
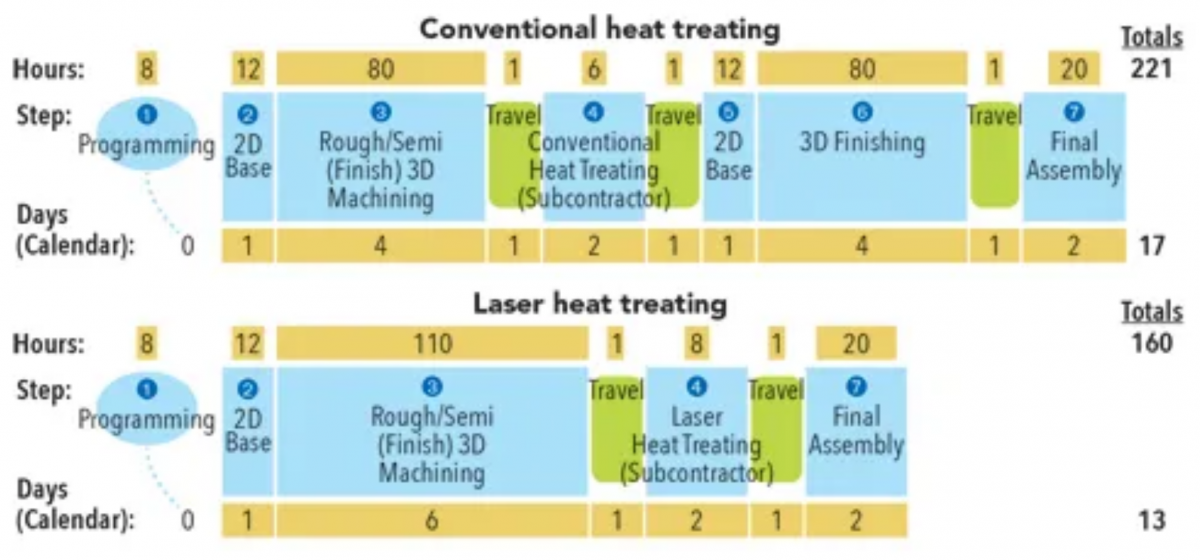
图4:该示意图显示了模具制造中涉及的各个步骤。
另一方面,激光热处理避免了热处理后加工和相关步骤,从而降低了生产的成本和总时间。
总结
采用激光热处理将该产品线的年成本从44.2万美元降至32万美元,节省了27.6%。交货时间从17天减少到13天,净增速为23.5%。预计通过减少工具费用可以进一步节省开支。总能源使用量减少,这里未计算数量,如果碳信用额成为财务领域的一部分,可能会有未来的节约。
- 下一篇:汽车芯片的「攻坚战」,才正式拉开帷幕
- 上一篇:两家车企关闭工厂!
-

埃马克德国总部迎来中国社科院工业经济研究所代
2025-04-15 -

埃马克这项全新应用即将在CIMT惊艳首秀!
2025-04-15 -
![[转载] 机床巨头埃马克:百年跌宕再出发](https://img.auto-made.com/202503/31/124304211.png)
[转载] 机床巨头埃马克:百年跌宕再出发
2025-03-31 -

赋能电动未来,埃马克重庆技术日展示尖端制造技
2025-03-03
编辑推荐





最新资讯
-
全球产业链聚沪 共探双碳新路径 SNEC
2025-04-18 18:05
-
柯马签订具有约束力的协议收购 Autom
2025-04-17 13:01
-
高效协同新范式:比亚迪叉车领创智能
2025-04-17 10:04
-
埃马克德国总部迎来中国社科院工业经
2025-04-15 09:40
-
埃马克这项全新应用即将在CIMT惊艳首
2025-04-15 09:37