
关于新能源汽车电机壳加工技术你必须知道的
微信公众号

随着新能源汽车行业的蓬勃发展,电机作为其核心组件之一,其性能和效率直接影响着整车的表现。电机壳体作为电机的基础支撑结构,其加工质量直接关系到电机的稳定性和耐久性。
电机壳体加工的技术路线
电机壳体作为封装结构,其首要任务是保护电驱系统内部的关键部件,如电机、控制器和减速器等,免受外界灰尘、湿气、化学物质等污染的影响,同时防止机械冲击和碰撞损伤。
电机壳体的加工技术路线主要包括以下几个步骤:
材料选择与预处理:选择合适的铝合金材料,并进行预热处理,以减少加工过程中的变形。
粗加工:使用大型数控机床进行粗加工,快速去除多余材料,形成壳体的初步形状。
半精加工:进一步加工,确保壳体各部位尺寸接近最终要求。
精加工:采用高精度的加工设备和刀具,进行精密加工,确保壳体的尺寸精度和表面光洁度。
热处理:对壳体进行热处理,以改善材料的机械性能和稳定性。
最终检验:对加工完成的壳体进行全面检测,确保其满足设计和性能要求。
未来的电机壳体加工技术将更加注重智能化、自动化和绿色化。集成的智能制造系统、自适应控制技术和可持续材料的应用,将是推动行业发展的关键因素。
电驱壳体零部件加工难点
没有了发动机和复杂的变速器,电池、电机、电控成为纯电动汽车的核心关键零部件。由于这“三电”零部件在结构上与传统燃油汽车有了不同,因此,加工工艺也有了不同。
拿电机来说,电机主要由壳体、前后端盖、轴、定子、转子及线束构成。其中,壳体、前后端盖、轴、定子、转子的性能与加工水平密切相关。
电动机壳体加工、后端盖加工和电机轴的加工主要涉及镗削和磨削。
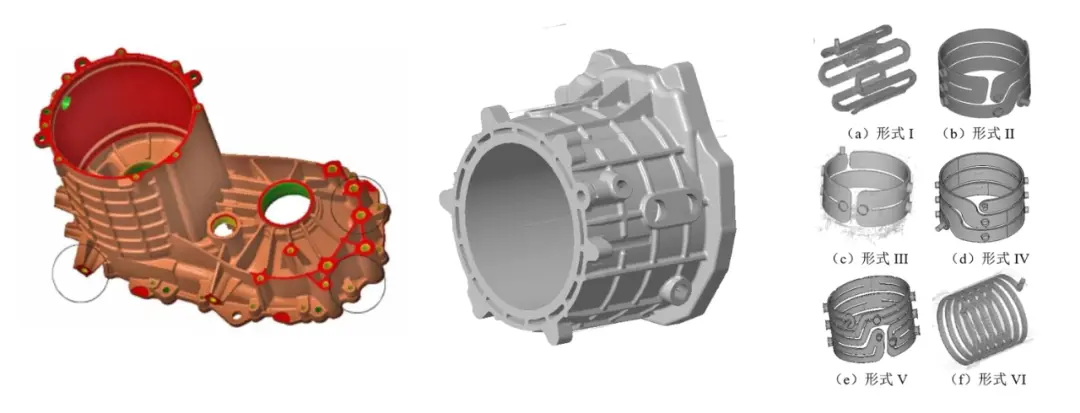
纯电动汽车的驱动电机壳体通常采用铝合金材料,以满足汽车轻量化的要求,它的中孔直径一般都超过了250mm。
其加工难点主要有:一是大直径孔,IT6公差等级;二是主孔与轴承孔形位公差要求高;壳体是薄壁件,容易产生变形和振动。
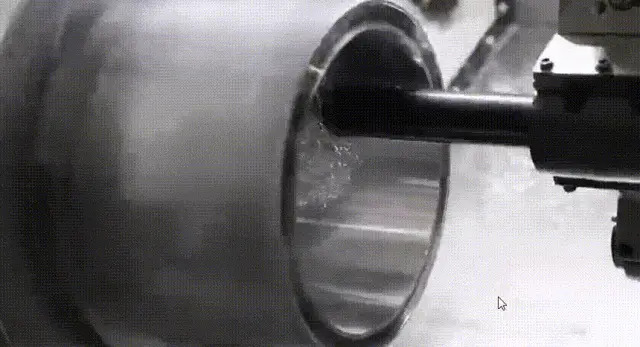
为精加工这样大直径的深孔,还有上面的轴承孔、安装孔,对刀具的要求很高。一般采用质量比较轻的镗刀,铣削加工出各种类型薄壁不稳定的壳体,保证精度及质量。
- 下一篇:新能源车用驱动电机定子绕组技术
- 上一篇:汽车的轮毂制造工艺如何判断?
-
旭化成微电子开始批量生产用于环保发电的电荷控
2025-04-24 -

旭化成首战全球供应链管理大赛斩获佳绩
2025-03-03 -

旭化成授权斯尔邦高纯度碳酸盐生产技术,助力二
2024-12-13 -

华为尊界S800的座椅会有什么亮点?
2024-11-27
编辑推荐





最新资讯
-
思看科技受邀出席第三届联合国教科文
2025-04-27 13:29
-
聚势谋远,智领新程——五菱柳机以硬
2025-04-27 13:22
-
聚势求新、智驱未来——五菱工业底盘
2025-04-27 13:22
-
向轻量化、智能化迈进,助力建设国家
2025-04-27 13:21
-
五菱工业:以“中国智造”领跑绿色未
2025-04-27 13:21